Изобретение относится к механическому оборудованию прокатных станов и может быть использовано на профилегибочных станах, например, для производства гофрированных листов.
Привод таких станов во многом аналогичен приводу сортовых станов горячей прокатки и, как правило, является групповым, т.е. для вращения рабочих валков всех клетей используется один электродвигатель с регулируемой скоростью. Особенности привода существующих профилегибочных станов достаточно подробно описаны, например, в книге под ред. И.С.Тришевского «Производство гнутых профилей (оборудование и технология)», М.: Металлургия, 1982 г., с.145-149. В последнее время все большее распространение имеет цепной привод профилегибочных станов, характеризующийся относительно небольшой энергоемкостью и несложностью конструкции, что сокращает капитальные и производственные затраты при профилировании.
Известен привод профилегибочного стана с цепью, огибающей звездочки вращения валков по S-образной кривой, причем приводные клети расположены в двух параллельных рядах, а опоры звездочек - между ними, что делает возможным независимое профилирование одновременно двух полос (см. пат. РФ №2256522, кл. B21D 5/06, опубл. в БИ №20, 2005 г.). Однако такой привод непригоден для стана, клети которого имеет четыре рабочих валка и формуют сразу два профиля.
Аналогом к заявляемому объекту является привод профилегибочного стана по пат. РФ №2244604, кл. B21D 5/06, B21B 35/00, опубл. в БИ №2, 2003 г.
Этот привод содержит двигатель, редуктор, звездочки вращения валков, огибаемые цепью Галля, приводное и натяжное зубчатые колеса, причем, приводное колесо расположено на входной стороне стана, и характеризуется тем, что крутящий момент передается только нижним валкам четных и последней клетей, а также обоим валкам первой (задающей) клети, с огибанием звездочек цепью по S-образной и по синусоидальной кривым.
Такой привод также неприемлем для стана, клети которого формуют сразу два профиля с помощью четырех валков.
Технической задачей изобретения является снижение производственных затрат за счет упрощения и удешевления привода стана, формующего одновременно две полосы.
Для решения этой задачи привод профилегибочного стана для производства гофрированных листов одновременно из двух полос, приводные клети которого содержат расположенные в общей диаметральной плоскости четыре приводных валка со звездочками вращения, включает двигатель, редуктор, натяжное зубчатое колесо и расположенное на входной стороне стана силовое зубчатое колесо, цепь Галля, последовательно огибающую противоположные, левые и правые стороны смежных по вертикали звездочек вращения одной клети и переходящую с нижней звездочки предыдущей по ходу прокатки приводной клети стана на верхнюю звездочку последующей приводной клети; привод предназначен для стана, имеющего 16-20 приводных клетей; привод предназначен для стана, межклетевые расстояния которого составляют 1,5...2,0 максимального диаметра валков.
Сущность предлагаемого технического решения заключается в выборе такой схемы охвата цепью звездочек валков, которая обеспечивает привод всех валков стана, а также в определении оптимального количества его клетей и минимальных межклетевых расстояний, что уменьшает потребную длину цепи Галля и сокращает затраты на привод.
Заявляемый привод профилегибочного стана схематично показан на чертеже (стрелки - направление движения формуемой полосы).
Привод содержит электродвигатель 1, редуктор 2, силовое 3 и натяжное 4 зубчатые колеса, а также звездочки 5 привода валков клетей 6 стана, охватываемые бесконечной роликовой цепью (Галля) 7.
Эта цепь 7 последовательно охватывает верхнюю 8, две средние 9 и нижнюю 10 звездочку каждой клети и натягивается с помощью зубчатого колеса 4 (короткие стрелки - направления вращения звездочек, колес и движения цепи). При этом в каждой клети цепь охватывает последовательно, сверху вниз, правые или левые зубчатые секторы (заштрихованы) звездочек 8, 9 и 10, что обеспечивает необходимое направление вращения всех четырех валков (и движения двух полос А и Б в одном направлении).
Местоположение силового колеса на входной стороне стана дает устойчивое натяжение цепи, предотвращая нежелательные «рывки» вращаемых звездочек. Рекомендуемое число приводных клетей (16...20), а также величины межклетевых расстояний l=(1,5...2,0) D (здесь D - максимальная величина диаметра профилирующих валков) минимизирует длину цепи и обеспечивает качественную формовку гофрированных полос с требуемым числом гофров по их ширине.
Цепной привод несложен в эксплуатации, но требует периодической смазки зубьев звездочек и колес. При длительной работе цепи происходит ее постепенное удлинение, что вызывает излишний «провис» цепи с возможным ее соскакиванием с зубьев; в этом случае необходимое натяжение цепи достигается соответствующим перемещением натяжного колеса.
Опытную проверку заявляемого привода осуществляли на одном из профилегибочных станов г.Магнитогорска, производящем гофрированные листовые профили.
С этой целью расположение цепи соответствовало схеме на чертеже (она является единственно возможной для осуществления одновременного профилирования двух полос со всеми приводными валками стана). В опытах варьировали количество приводных формующих клетей (от 18 до 23), а также величины межклетевых расстояний (в пределах от 1,3 L до 2,5 D).
Наилучшие результаты (минимальные производственные затраты при требуемом качестве гофрированных листов) получены при реализации предлагаемого технического решения. При других вариантах привода достигнутые показатели ухудшались. Так, при количестве клетей N<16 достигалась требуемая геометрия листов с несколькими гофрами, а при N>20 длина цепи затрудняла эксплуатацию привода, что приводило к внеплановым простоям стана (и повышению производственных затрат). К ухудшению обслуживания стана приводило l<1,5D, а при l>2D - возрастала длина привода и цепи с указанными отрицательными последствиями. Величина D в опытах была в пределах 350...400 мм; использовалась роликовая однорядная цепь с шагом t=20 мм и разрушающей нагрузкой 3,8 тс (ГОСТ 5528); мощность привода - 120 кВт, максимальная скорость профилирования - 70 м/мин.
Известный привод, взятый в качестве ближайшего аналога, не испытывался ввиду заведомой его неприемлемости для одновременного профилирования двух полос. Таким образом, опыты подтвердили приемлемость заявляемого технического решения для достижения поставленной цели и его преимущество перед известным объектом.
По данным технико-экономических исследований, проведенных в Центральной лаборатории ОАО «Магнитогорский металлургический комбинат», использование предлагаемого изобретения при производстве гофрированных листов позволит снизить затраты (по сравнению с существующими профилегибочными станами при одинаковом объеме производства) почти в 1,5 раза.
Пример конкретного выполнения
Профилегибочный стан для производства гофрированных листов толщиной 0,5...2,5 мм и шириной 0,5...2,5 м имеет 17 клетей с приводом, показанным на чертеже.
Диаметр рабочих валков D=380 мм, величина l=1,75·D=1,75·380=665 мм.
Мощность привода - 120 кВт. Цепь - роликовая однорядная с t=20 мм; Umax=60 м/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2244604C1 |
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2256522C1 |
| ПРИВОД МНОГОКЛЕТЕВОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2110350C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2002 |
|
RU2220017C1 |
| ПРИВОД МНОГОКЛЕТЕВОГО ПРОФИЛЕГИБОЧНОГО СТАНА | 2000 |
|
RU2188729C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 2004 |
|
RU2264877C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1993 |
|
RU2029645C1 |
| ПРИВОД ТРАНСПОРТНОГО РОЛЬГАНГА ДЛЯ ТРАНСПОРТИРОВКИ ШТАНГ ПРОФИЛЕЙ ПРОФИЛЕГИБОЧНОГО СТАНА ЛЕГКОГО ТИПА | 2005 |
|
RU2310535C2 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2256525C1 |
Изобретение относится к механическому оборудованию прокатных станов, в частности, - профилегибочных, приводные клети которых имеют четыре приводных валка со звездочками вращения. Привод содержит двигатель, редуктор, звездочки вращения валков, огибаемые цепью Галля, силовое и натяжное зубчатые колеса, причем силовое колесо расположено на входной стороне стана. Для вращения четырех валков каждой клети, лежащих в общей диаметральной плоскости и формующих одновременно две полосы, цепь последовательно охватывает противоположные, левые или правые стороны смежных по вертикали звездочек одной клети, а с нижней звездочки предыдущей по ходу прокатки клети стана цепь переходит на верхнюю звездочку последующей клети. Снижаются производственные затраты за счет упрощения и удешевления привода стана, формующего одновременно две полосы. 2 з.п. ф-лы. 1 ил.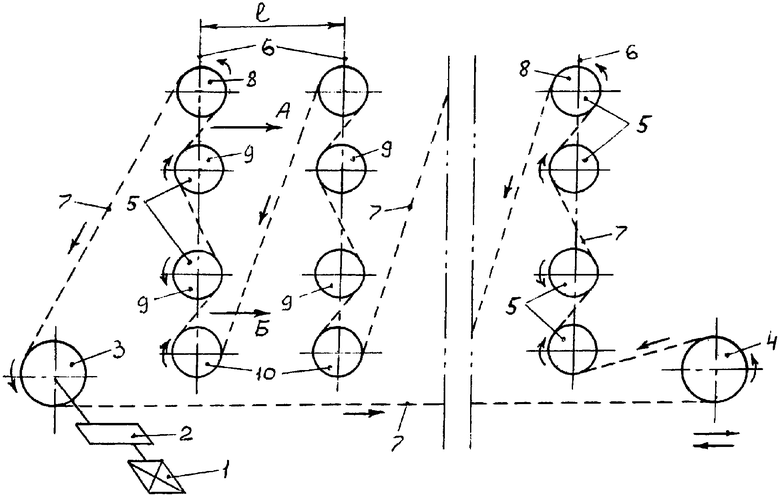
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ПРОФИЛЕЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ЛИСТОВЫХ ЗАГОТОВОК И АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2269392C1 |
| ПРИВОД ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2244604C1 |
| GB 1241563 А, 04.08.1971. | |||

