Изобретение относится к восстановлению изношенных лабиринтных уплотнений турбомашин и может быть использовано при ремонте различных деталей и узлов, на которых такие уплотнения выполняются, например: лопатки, корпусные узлы и т.д. в авиационной промышленности, энергомашиностроении и т.п.
Известен способ наплавки вольфрамовым электродом гребешков с импульсной подачей присадочной проволоки (Современные технологии в производстве газотурбинных двигателей. Под ред. А.Г.Братухина и др. М., Машиностроение, 1997 г., стр.95…100). Однако этот способ не пригоден, если лабиринтное уплотнение не является сплошной, монолитной деталью, а состоит из отдельных элементов.
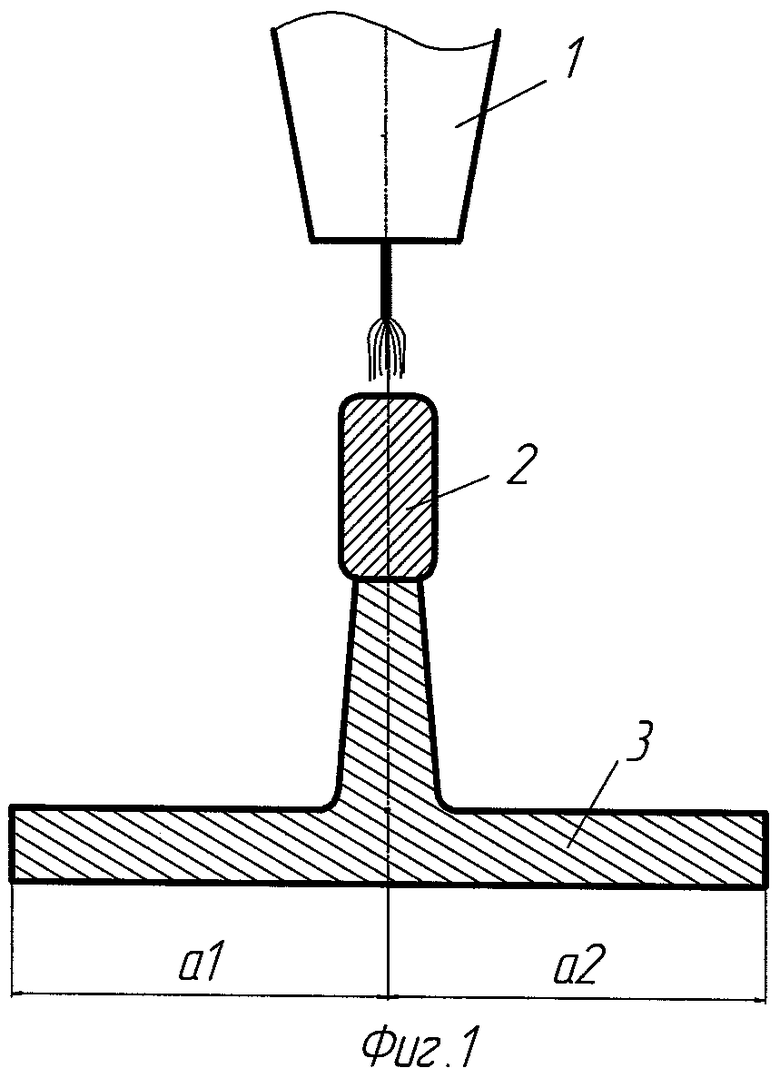
Известен также способ ремонта лабиринтных уплотнений турбомашин наплавкой с использованием сварочной головки с присадочной проволокой посредством формирования наплавочного валика на гребешках лабиринтных уплотнений (пат. RU №2317182, B23K 9/04, за 2008 г.), свободный от указанного недостатка. Названный способ по совокупности существенных признаков близок заявленному и потому взят за прототип. По способу между гребешками наплавляемых лабиринтных уплотнений устанавливают промежуточные пластины, прихватывают гребешки с пластинами в единый блок и выполняют автоматическую аргоно-дуговую наплавку в этом блоке. Для получения положительных результатов способа необходимо, чтобы теплоотвод был одинаковым от зоны наплавки по обеим сторонам ремонтируемых гребешков детали. Такое имеет место, когда а 1=а 2. В этом случае наплавочный валик на гребешке лабиринтного уплотнения формируется нормально (фиг.1). Однако в действительности ремонтируемые детали по обеим сторонам гребешков имеют разные теплоотводы.
Предложенный способ ремонта лабиринтных уплотнений отличается от известного тем, что наплавочный валик формируют при наклоне сварочной головки с присадочной проволокой в сторону участка детали с наиболее интенсивным теплоотводом.
При этом угол наклона сварочной головки с присадочной проволокой относительно гребешка лабиринтного уплотнения устанавливают между их плоскостями симметрии в пределах 8-10°.
Технический результат состоит в восстановлении вертикального положения наплавленного валика, что способствует повышению качества ремонтируемого изделия.
Технический результат достигается тем, что в способе ремонта лабиринтных уплотнений турбомашин наплавкой с использованием сварочной головки с присадочной проволокой посредством формирования наплавочного валика на гребешках лабиринтных уплотнений наплавочный валик формируют при наклоне сварочной головки с присадочной проволокой в сторону участка детали с наиболее интенсивным теплоотводом. При этом угол наклона сварочной головки с присадочной проволокой относительно гребешка лабиринтного уплотнения устанавливают между их плоскостями симметрии в пределах 8-10°.
Изобретение поясняется чертежами, на которых изображено:
Фиг.1 - формирование наплавочного валика на гребешке лабиринтного уплотнения детали с одинаковыми боковыми теплоотводящими участками.
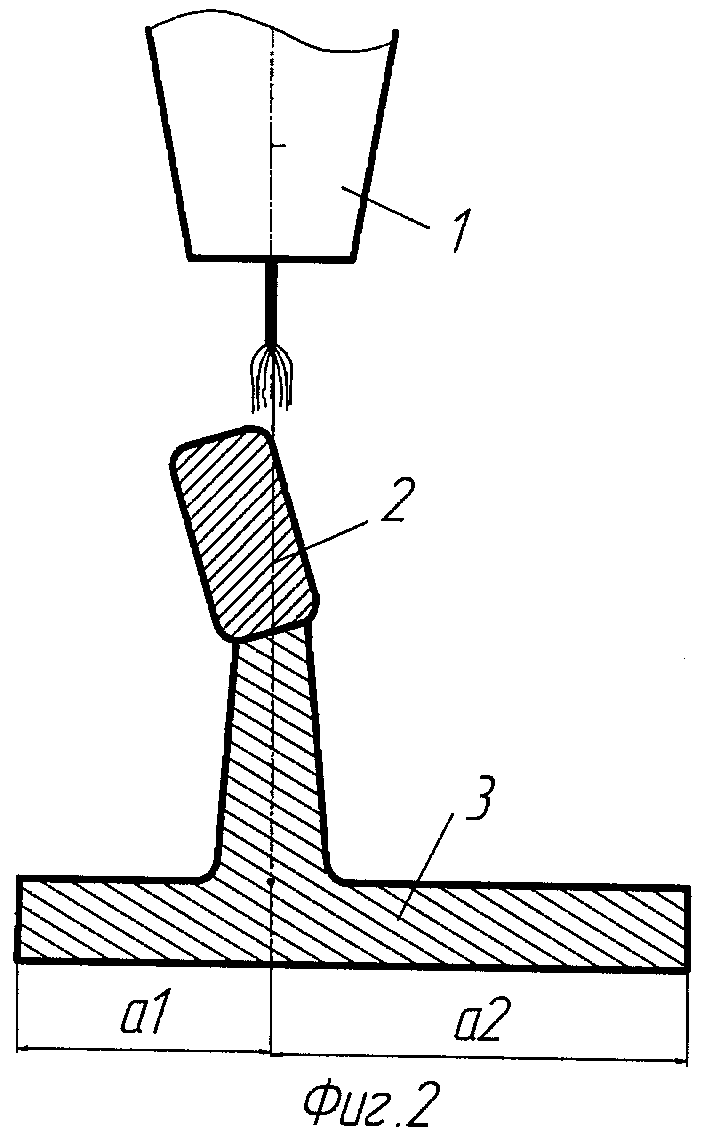
Фиг.2 - наклон валика вследствие асимметрии теплового поля.
Фиг.3 - положение сварочной головки при наплавке валика на гребешок лабиринтного уплотнения.
Позициями на чертежах обозначены: 1 - сварочная головка с присадочной проволокой, 2 - наплавочный валик, 3 - ремонтируемое лабиринтное уплотнение.
Способ ремонта лабиринтных уплотнений турбомашин наплавкой с использованием сварочной головки с присадочной проволокой осуществляют следующим образом. Собирают элементы, подлежащие наплавке. На ремонтируемой детали определяют боковой участок с наиболее интенсивным теплоотводом, который медленнее нагревается, и наплавочный валик отклоняется в противоположную сторону (фиг.2). Сварочную головку с вольфрамовым электродом и подающим проволоку узлом наклоняют в сторону участка с наиболее интенсивным теплоотводом так, чтобы между плоскостью симметрии гребешка лабиринтного уплотнения и плоскостью симметрии сварочной головки с вольфрамовым электродом и присадочной проволокой образовался угол - 8-10°, как показано на (фиг.3). Формируют наплавочный валик на гребешках лабиринтных уплотнений. При этом происходит смещение переносимых через дуговой промежуток капель присадочного металла. Это смещение компенсирует наклон валика в противоположную сторону и восстанавливает его вертикальное положение.
Результатом использования предложения является восстановление вертикального положения наплавленного валика, что способствует повышению качества ремонтируемого изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления функциональности изношенных лабиринтных уплотнений турбомашин | 2023 |
|
RU2829401C1 |
| Способ ремонта гребешков лабиринтных уплотнений дисков газотурбинного двигателя | 2022 |
|
RU2786555C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ ЛОПАТОК ТУРБОМАШИН | 2006 |
|
RU2317182C1 |
| СПОСОБ РЕМОНТА ДЕТАЛЕЙ МАШИН | 2003 |
|
RU2247014C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С ТОНКОСТЕННЫМ ЭЛЕМЕНТОМ | 2017 |
|
RU2676937C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ПОДАЧИ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2074071C1 |
| Способ ремонта отливок с применением дуговой сварки | 2015 |
|
RU2630080C2 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2211123C1 |
| СПОСОБ ВЫСОКОСКОРОСТНОЙ АРГОННО-ДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2356708C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ АРГОНОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2380205C1 |
Изобретение относится к восстановлению изношенных лабиринтных уплотнений турбомашин и может быть использовано при ремонте различных деталей и узлов, на которых такие уплотнения выполняются, например: лопатки, корпусные узлы в авиационной промышленности, энергомашиностроении и других отраслях машиностроения. Ремонт лабиринтных уплотнений турбомашин осуществляют наплавкой с использованием сварочной головки с присадочной проволокой. Наплавочный валик формируют при наклоне сварочной головки с присадочной проволокой в сторону участка детали с наиболее интенсивным теплоотводом. При этом угол наклона сварочной головки с присадочной проволокой относительно гребешка лабиринтного уплотнения устанавливают между их плоскостями симметрии в пределах 8-10°. В результате после наплавки получают вертикальное положение наплавленного валика, что способствует повышению качества ремонтируемого изделия. 3 ил.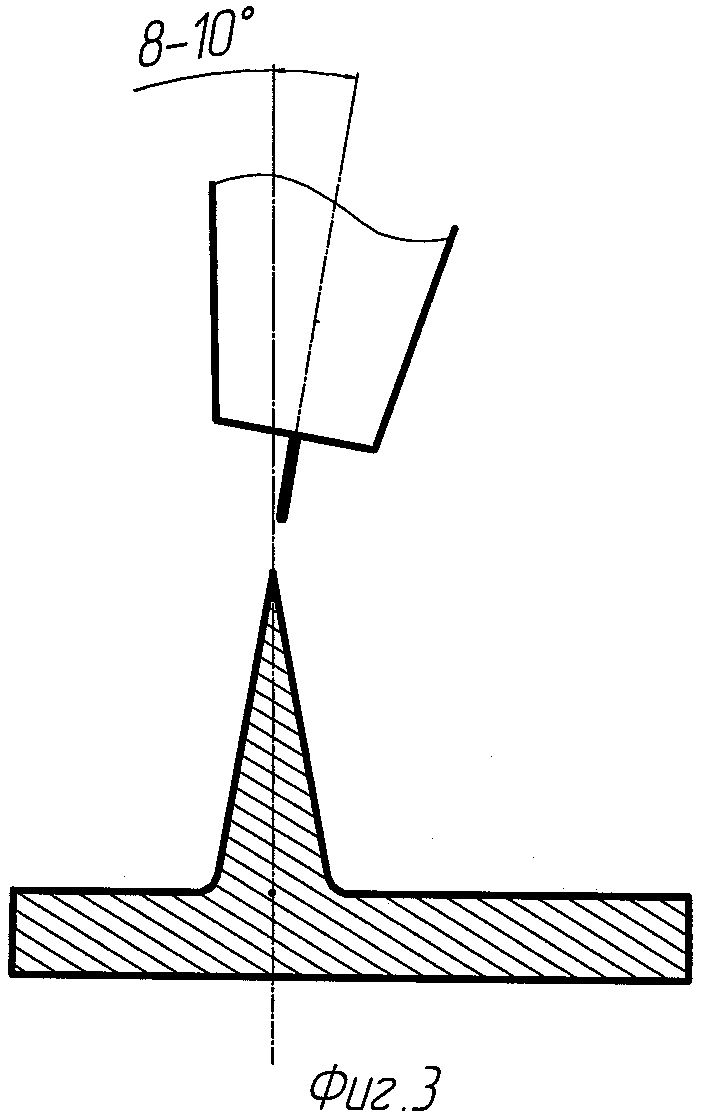
Способ ремонта лабиринтных уплотнений турбомашин наплавкой, включающий формирования наплавочного валика на гребешках лабиринтных уплотнений сварочной головкой с присадочной проволокой, отличающийся тем, что предварительно на ремонтируемой детали определяют сторону участка с наиболее интенсивным теплоотводом, и наплавочный валик формируют при наклоне сварочной головки с присадочной проволокой в сторону участка детали с наиболее интенсивным теплоотводом, причем угол наклона между плоскостями симметрии сварочной головки с присадочной проволокой и гребешка лабиринтного уплотнения устанавливают в пределах 8-10°.
| СПОСОБ ВОССТАНОВЛЕНИЯ ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ ЛОПАТОК ТУРБОМАШИН | 2006 |
|
RU2317182C1 |
| СПОСОБ РЕМОНТА ГРЕБЕШКОВ ЛАБИРИНТНЫХ УПЛОТНЕНИЙ РАБОЧИХ ЛОПАТОК ТУРБИНЫ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2007 |
|
RU2354523C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ В ИНЕРТНЫХ ГАЗАХ СТЫКОВЫХ СОЕДИНЕНИЙ РАЗНОРОДНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2357841C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ НАПЛАВКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2053067C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ | 0 |
|
SU186052A1 |
| 0 |
|
SU154279A1 |

