Изобретение относится к области изготовления уплотнительных манжет и может быть использовано для производства манжет из эластомеров.
Известен приводимый в качестве аналога способ получения изделий из эластомера, используемый для изготовления уплотнительных манжет (см. П.Райт, А.Камминг “Полиуретановые эластомеры”, Ленинград, Химия, 1973 г., с.100). Способ включает подготовку смеси, состоящей из компонентов эластомера, перемешивание смеси с последующей заливкой ее в форму. Недостаток этого способа заключается в том, что он не позволяет получать изделия с заданными физико-механическими свойствами отдельных элементов изделия.
Из известных способов изготовления уплотнительной манжеты наиболее близким аналогом (прототипом) является способ изготовления используемых для уплотнений изделий из эластомеров с наполнителем большей или меньшей, чем у эластомера плотности (см. П.Райт, А.Камминг “Полиуретановые эластомеры”, Ленинград, Химия, 1973 г., с.108, 109, 140). Способ включает подготовку смеси, состоящей из компонентов эластомера и наполнителя, перемешивание смеси с последующей заливкой ее в форму для изделия. Данный способ позволяет изготавливать изделия, например уплотнительные манжеты с заданными физико-механическими свойствами, равномерно распределенными по всему сечению манжеты.
Недостатком известного способа является невозможность изготовления уплотнительных манжет с неравномерно распределенными по ее сечению физико-механическими свойствами, исходя из потребности для заданных условий эксплуатации.
Задачей предлагаемого способа изготовления уплотнительной манжеты является получение изделия с неравномерным распределением по сечению наполнителя.
Технический эффект решения этой задачи - получение уплотнительных манжет с заданным распределением по ее сечению физико-механических свойств в зависимости от условий эксплуатации.
Заявленный способ изготовления уплотнительной манжеты решает поставленную задачу с достижением указанного технического эффекта тем, что в способе изготовления уплотнительной манжеты из эластомера с наполнителем большей или меньшей, чем у эластомера, плотности и неравномерным его распределением по сечению манжеты, включающей подготовку смеси, состоящей из компонентов эластомера и наполнителя, перемешивание смеси с последующей заливкой ее в форму для манжеты, имеющей рабочую кромку, в случае изготовления манжеты с наполнителем большей плотности, форму располагают рабочей кромкой в нижней ее части, а при изготовлении манжеты с наполнителем меньшей плотности - в верхней ее части, причем перед заливкой смеси дают выдержку, в течение заданного промежутка времени.
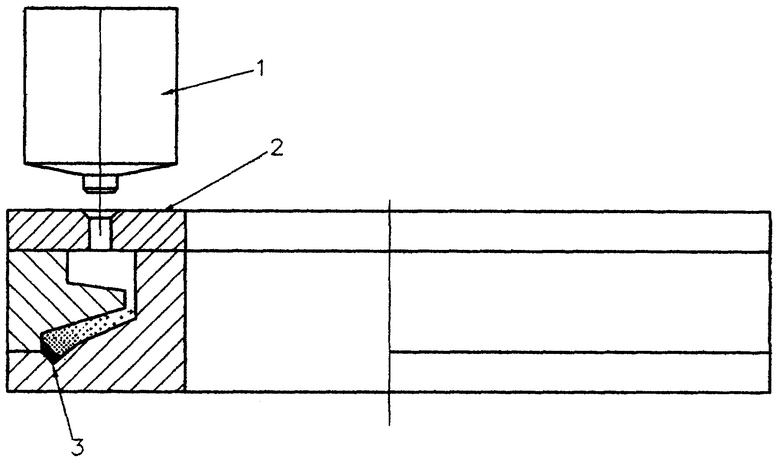
Заявленный способ изготовления уплотнительной манжеты далее поясняется чертежом, на котором изображен один из вариантов способа изготовления торцовой манжеты с наполнителем большей, чем у эластомера, плотности.
Осуществление способа изготовления уплотнительной манжеты происходит следующим образом.
В емкость 1 в определенной технологической последовательности загружают смесь, состоящую из компонентов эластомера и наполнителя (например, медный порошок с плотностью большей, чем у эластомера), после чего производят перемешивание смеси.
Подготовленную под заливку форму 2 для уплотнительной манжеты располагают таким образом, что формирующие рабочую кромку 3 детали формы 2 находятся в нижней ее части. По окончании перемешивания смеси дают выдержку в течение заданного промежутка времени для того, чтобы более тяжелые по весу фракции медного порошка осели в нижней части емкости 1, после чего производят заливку смеси в форму 2. Так как заполнение смесью формы 2 происходит снизу вверх, то ее нижняя часть с рабочей кромкой 3 наполняется смесью с наибольшим содержанием наполнителя. По мере заполнения формы 2 снизу вверх концентрация наполнителя уменьшается. После технологической операции термостатирования и затвердевания смеси в форме получают изделие - уплотнительную манжету с наибольшей концентрацией наполнителя в рабочей кромке и уменьшающейся по мере отдаления от нее.
Таким же образом изготавливают уплотнительную манжету с наполнителем меньшей, чем у эластомера, плотности. Только в этом случае форму располагают так, что формирующие рабочую кромку детали формы находятся в верхней ее части. Более легкие фракции наполнителя концентрируются в верхней части смесителя и после заливки заполняют верхнюю часть формы, где располагается рабочая кромка.
Таким образом, предложенный способ позволяет изготавливать уплотнительные манжеты с заданным распределением по сечению физико-механических свойств, что обеспечивает в процессе работы манжеты значительное уменьшение коэффициента трения, а также повышает теплоотвод и увеличивает долговечность рабочей кромки и в то же время обеспечивает необходимые упругие, прочностные и пластичные свойства корпуса манжеты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ МАНЖЕТЫ | 2009 |
|
RU2409783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ МАНЖЕТЫ ИЗ ПОЛИУРЕТАНА | 2012 |
|
RU2484341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ УПЛОТНЕНИЙ | 2014 |
|
RU2546885C1 |
| Способ изготовления сферообразных двухслойных изделий из полиуретана | 2015 |
|
RU2628392C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛИГОЭФИРПОЛИИЗОЦИАНАТА | 2003 |
|
RU2248379C2 |
| КОМПОЗИЦИЯ ПОЛИУРЕТАНОВОГО КОМПОНЕНТА | 2003 |
|
RU2248380C2 |
| УПЛОТНИТЕЛЬНАЯ МАНЖЕТА | 2003 |
|
RU2238463C1 |
| УПЛОТНЕНИЕ ВРАЩАЮЩЕГОСЯ ВАЛА | 2011 |
|
RU2471104C1 |
| СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ ЭЛАСТИЧНЫХ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2171242C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОГНЕУПОРНОГО МАТЕРИАЛА | 2008 |
|
RU2379261C1 |
Изобретение относится к области изготовления уплотнительных манжет и может быть использовано для производства манжет из эластомеров. В способе изготовления уплотнительной манжеты из эластомера с наполнителем большей или меньшей, чем у эластомера, плотности и неравномерным его распределением по сечению манжеты осуществляют подготовку смеси, состоящей из компонентов эластомера и наполнителя, перемешивают смесь с последующей заливкой ее в форму для манжеты, имеющей рабочую кромку. В случае изготовления манжеты с наполнителем большей плотности форму располагают рабочей кромкой в нижней ее части, а при изготовлении манжеты с наполнителем меньшей плотности - в верхней ее части, причем перед заливкой смеси дают выдержку в течение заданного промежутка времени. Способ обеспечивает получение уплотнительных манжет с заданным распределением по ее сечению физико-механических свойств в зависимости от условий эксплуатации. 1 ил.
Способ изготовления уплотнительной манжеты из эластомера с наполнителем большей или меньшей, чем у эластомера, плотности и неравномерным его распределением по сечению манжеты, включающий подготовку смеси, состоящей из компонентов эластомера и наполнителя, перемешивание смеси с последующей заливкой ее в форму для манжеты, имеющей рабочую кромку, отличающийся тем, что в случае изготовления манжеты с наполнителем большей плотности форму располагают рабочей кромкой в нижней ее части, а при изготовлении манжеты с наполнителем меньшей плотности - в верхней ее части, причем перед заливкой смеси дают выдержку в течение заданного промежутка времени.
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ МАНЖЕТ ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА | 2000 |
|
RU2174631C1 |
| Уплотнительная манжета | 1979 |
|
SU832206A1 |
| Литьевая пресс-форма для изготовления резиновых технических изделий | 1980 |
|
SU994287A1 |
| GB 1478714 A, 06.07.1977 | |||
| DE 3717781 A, 08.12.1988 | |||
| СПОСОБ ФОРМИРОВАНИЯ УНИВЕРСАЛЬНОГО КОМПЛЕКТА АРМИРОВАННЫХ МАНЖЕТ ДЛЯ ВАЛОВ | 2000 |
|
RU2178111C1 |

