Изобретение относится к области изготовления уплотнительных манжет и может быть использовано для производства манжет из эластомеров.
Известен приводимый в качестве аналога способ получения изделий из эластомера с наполнителем, используемый для изготовления уплотнительных манжет (см. П.Райт, А.Камминг. «Полиуретановые эластомеры», Ленинград, издательство «Химик», 1973 г., с.108, 109, 140). Способ включает подготовку смеси, состоящей из компонентов эластомера и наполнителя, перемешивание смеси с последующей заливкой ее в форму для изделия. Данный способ позволяет изготавливать изделия, например уплотнительные манжеты, с заданными физико-техническими свойствами, равномерно распределенными по всему сечению манжеты.
Недостатком этого способа является невозможность изготовления уплотнительных манжет с неравномерно распределенными по ее сечению физико-техническими свойствами, исходя из потребности для заданных условий эксплуатации.
Из известных способов изготовления уплотнительной манжеты наиболее близким аналогом (прототипом) является способ изготовления уплотнительной манжеты из эластомера с наполнителем, включающий подготовку смеси, заливку ее в форму с последующим термостатированием (см. патент РФ №2247026, кл. F16J 15/32, 14.05.2003 г.). Способ позволяет получить изделия с неравномерно распределенным по сечению наполнителем.
Недостатком известного способа является невозможность изготовления уплотнительных манжет с различными по ее сечению размерами частиц наполнителя, вследствие того, что выдержку по времени дают перед заливкой смеси в форму, что приведет к перемешиванию разных частиц наполнителя.
Техническим результатом предлагаемого способа изготовления уплотнительной манжеты из эластомера с наполнителем является получение изделия с различными размерами частиц наполнителя по сечению манжеты для изменения физико-технических характеристик уплотнительной манжеты, в том числе плотности, износостойкости, теплопроводности, твердости, коэффициента трения, повышающих эффективность работы уплотнительной манжеты.
Технический результат заявленного способа изготовления уплотнительной манжеты из эластомера с наполнителем, неравномерно распределенным по сечению манжеты, включающего подготовку смеси, заливку ее в форму с последующим термостатированием, достигается тем, что заполняют рабочую кромку в предварительно нагретой форме смесью, включающей 10-20% наночастиц наполнителя, затем производят термостатирование в течение 1-3 часов, а оставшуюся часть формы заполняют смесью, содержащей 10-20% наполнителя с размерами частиц 150-200 мкм, и последующим термостатированием.
Осуществление предлагаемого способа приведено на примере изготовления полиуретановой уплотнительной манжеты торцового типа с наполнителем, где
- на фиг.1 показан способ заливки смеси с нанонаполнителем;
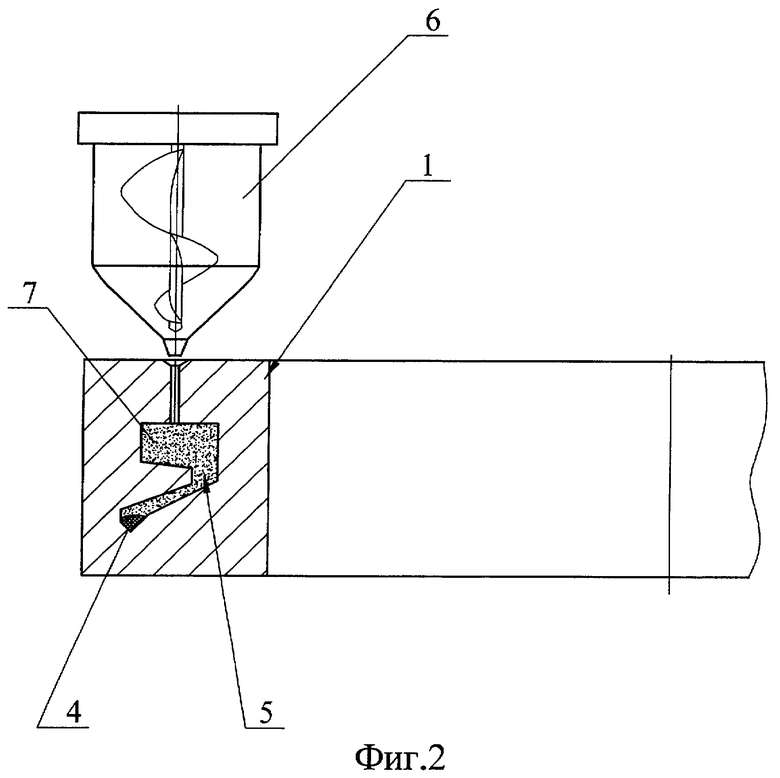
- на фиг.2 приведен способ для полной заливки манжеты (при смене реактора).
В подготовленной форме 1, нагретой до определенной температуры, из реактора 2 заливают полость 3, формирующую рабочую кромку манжеты, смесью 4, включающей компоненты полиуретана и 10-20% частиц нанопорошка (в качестве примера - меди). Затем форму 1 помещают в печь на 1-3 часа для термостатирования. После этого в оставшуюся полость 5 формы 1 заливают из реактора 6, установленного вместо реактора 2, смесь 7, включающую компоненты полиуретана и 10-20% порошка того же материала или любого другого с размерами частиц 150-200 мкм. Затем производят окончательное термостатирование манжеты в печи в течение 20-24 часов.
Для изготовления манжеты по предлагаемому способу с нанопорошком (медным), предлагаются следующие температурные режимы:
- предварительный нагрев формы до температуры 90-115°С,
- проведение термостатирования при температуре 100-115°С,
- проведение термостатирования полностью изготовленной манжеты при температуре 100-115°С.
В качестве эластомера может быть использован полиуретан, а наполнителя - нанопорошки меди, цинка, бронзы и других материалов в зависимости от условий эксплуатации.
Для других видов эластомеров температурный режим и продолжительность термостатирования, как для заливки рабочей кромки, так и для полностью изготовленной манжеты, могут иметь другие значения.
Таким образом, выполнение способа изготовления уплотнительной манжеты, включающего заполнение рабочей кромки смесью, содержащей 10-20% наночастиц наполнителя, проведение термостатирования в течение 1-3 часов и заполнение оставшейся части формы смесью, содержащей 10-20% наполнителя с размерами частиц 150-200 мкм, и последующим термостатированием, позволяет улучшить физико-технические характеристики манжеты в виде
- увеличения теплопроводности рабочей кромки,
- повышения износостойкости рабочей кромки,
- уменьшения коэффициента трения,
- увеличения удельного веса нижней части рабочей кромки,
- повышения твердости рабочей кромки,
что способствует повышению срока эксплуатации уплотнительной манжеты из-за лучшего сцепления мелкодисперсных фракций наполнителя с эластомером и, в конечном итоге, дает возможность получить более высокие прочностные свойства.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ УПЛОТНЕНИЙ | 2014 |
|
RU2546885C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ МАНЖЕТЫ | 2003 |
|
RU2247026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ МАНЖЕТЫ ИЗ ПОЛИУРЕТАНА | 2012 |
|
RU2484341C1 |
| УПЛОТНИТЕЛЬНАЯ МАНЖЕТА | 2006 |
|
RU2345262C2 |
| Способ изготовления сферообразных двухслойных изделий из полиуретана | 2015 |
|
RU2628392C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ МАНЖЕТ ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА | 2000 |
|
RU2174631C1 |
| УПЛОТНЕНИЕ ВРАЩАЮЩЕГОСЯ ВАЛА | 2011 |
|
RU2471104C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОПОРОШКА МЕДИ ИЗ ОТХОДОВ | 2014 |
|
RU2597445C2 |
| ПОЛИМЕРНЫЙ НАНОКОМПОЗИТ С УПРАВЛЯЕМОЙ АНИЗОТРОПИЕЙ УГЛЕРОДНЫХ НАНОТРУБОК И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2012 |
|
RU2520435C2 |
| СПОСОБ ПОЛУЧЕНИЯ РАДИАЦИОННО-ЗАЩИТНОГО МАТЕРИАЛА НА ОСНОВЕ СВЕРХВЫСОКОМОЛЕКУЛЯРНОГО ПОЛИЭТИЛЕНА С ПОВЫШЕННЫМИ РАДИАЦИОННО-ЗАЩИТНЫМИ СВОЙСТВАМИ | 2014 |
|
RU2563650C1 |

Изобретение относится к области изготовления уплотнительных манжет и может быть использовано для производства манжет из эластомеров. Способ изготовления уплотнительной манжеты из эластомера с наполнителем, неравномерно распределенным по сечению манжеты, включает последовательное заполнение формы для манжеты. Сначала заполняют рабочую кромку смесью, включающей 10-20% наночастиц наполнителя, и осуществляют последующее термостатирование. Затем заполняют оставшуюся часть формы смесью, включающей 10-20% наполнителя с размерами частиц 150-200 мкм, и осуществляют последующее термостатирование. Изобретение повышает надежность уплотнения. 2 ил.
Способ изготовления уплотнительной манжеты из эластомера с наполнителем, неравномерно распределенным по сечению манжеты, включающий подготовку смеси, заливку ее в форму и последующим термостатированием, отличающийся тем, что заполняют рабочую кромку в предварительно нагретой форме смесью, включающей 10-20% наночастиц наполнителя, затем производят термостатирование в течение 1…3 ч, а оставшуюся часть формы заполняют смесью, содержащей 10-20% наполнителя с размерами частиц 150-200 мкм, и последующим термостатированием.
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ МАНЖЕТЫ | 2003 |
|
RU2247026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ МАНЖЕТ ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА | 2000 |
|
RU2174631C1 |
| Уплотнительная манжета | 1979 |
|
SU832206A1 |
| СПОСОБ ФОРМИРОВАНИЯ УНИВЕРСАЛЬНОГО КОМПЛЕКТА АРМИРОВАННЫХ МАНЖЕТ ДЛЯ ВАЛОВ | 2000 |
|
RU2178111C1 |
| Литьевая пресс-форма для изготовления резиновых технических изделий | 1980 |
|
SU994287A1 |
| GB 1478714 A, 06.07.1977 | |||
| DE 3717781 A1, 08.12.1988. | |||

