Изобретение относится к области изготовления полиуретановых уплотнительных манжет и может быть использовано для производства манжет из эластомера без дефекта формы рабочей кромки.
Известен приводимый в качестве аналога способ изготовления уплотнительной манжеты из полиуретана (см. П.Райт, А.Камминг. Полиуретановые эластомеры, Ленинград, Химик, 1973 г., с.186-187). Способ включает подготовку и заливку жидкой смеси в нижнюю часть формы. Этот способ исключает возникновение воздушных раковин, однако он не пригоден для изготовления манжет, получаемых путем заливки жидкого полиуретана в верхнюю часть формы, при котором рабочая кромка манжеты формируется в нижней части формы.
Из известных способов изготовления уплотнительной манжеты наиболее близким аналогом (прототипом) является способ изготовления уплотнительной манжеты из полиуретана, включающий подготовку жидкой смеси, заливку ее в верхнюю часть формы через входное отверстие и выпуск воздуха через выходное отверстие с последующим термостатированием изделия в печи и получением готового изделия (см. П.Райт, А.Камминг. Полиуретановые эластомеры, Ленинград, Химик, 1973 г., с.187).
При отливке манжет в закрытых формах жидкий полиуретан подается через входное отверстие, расположенное в верхней части формы, под небольшим избыточным давлением. Растекаясь по форме в двух противоположных направлениях и соединяясь в зоне отверстия для выхода воздуха, потоки жидкого полиуретана запирают выход воздуха из нижней части формы, вследствие чего на рабочей кромке манжеты в зоне соединения потоков возникает воздушная полость, что является причиной образования воздушных раковин в готовых изделиях.
В известном способе (прототипе) для предотвращения образования воздушных раковин в форме предусматривается дополнительная полость, в которую заливают жидкий полиуретан, после чего он поступает в нижнюю часть самотеком, соединяясь с изделием.
Недостаток известного способа заключается в том, что при изготовлении манжет с рабочей кромкой, формирующейся в нижней части формы, жидкий полиуретан из дополнительной полости формы поступает в воздушную полость и формирует рабочую кромку манжеты на этом участке с образованием наплывов, являющихся, так же как и воздушные раковины, недопустимым дефектом. Такие манжеты не пригодны для эксплуатации, т.к. на рабочей кромке после заливки остаются неровности, значительно ухудшающие уплотняющие свойства манжеты.
Технический результат предлагаемого способа изготовления уплотнительной манжеты из полиуретана заключается в повышении качества манжеты за счет отсутствия дефектов (раковин, наплывов) в рабочей кромке.
Технический результат заявленного способа изготовления уплотнительной манжеты из полиуретана достигается тем, что в способе изготовления уплотнительной манжеты из полиуретана, заключающемся в подготовке жидкой смеси полиуретана, заливке смеси в верхнюю часть формы через входное отверстие с одновременным выходом воздуха через выходное отверстие, формировании манжеты за счет заполнения формы и смыкания потоков смеси с получением сплошной рабочей кромки манжеты в нижней части формы путем введения дополнительного количества жидкой смеси, последующем термостатировании в печи сформированной манжеты и получении готового изделия, введение дополнительного количества жидкой смеси осуществляют через выходное отверстие непосредственно в зону смыкания потоков смеси, в объеме, составляющем не менее чем 0,05% от объема формы.
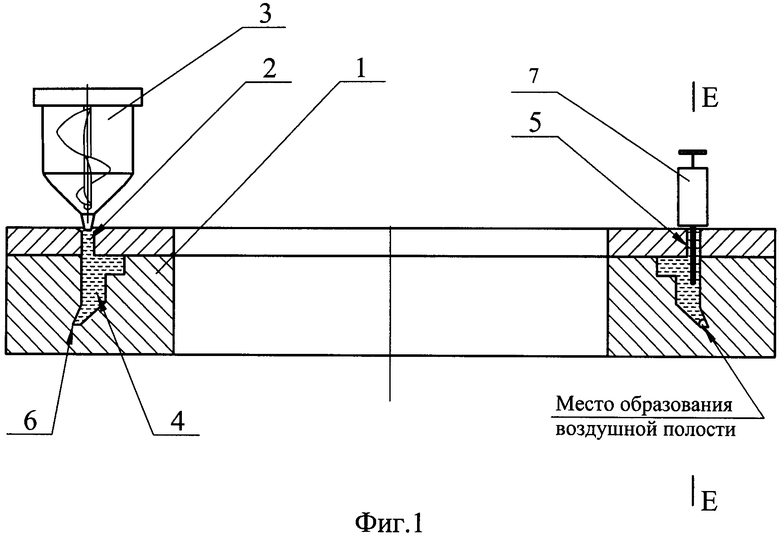
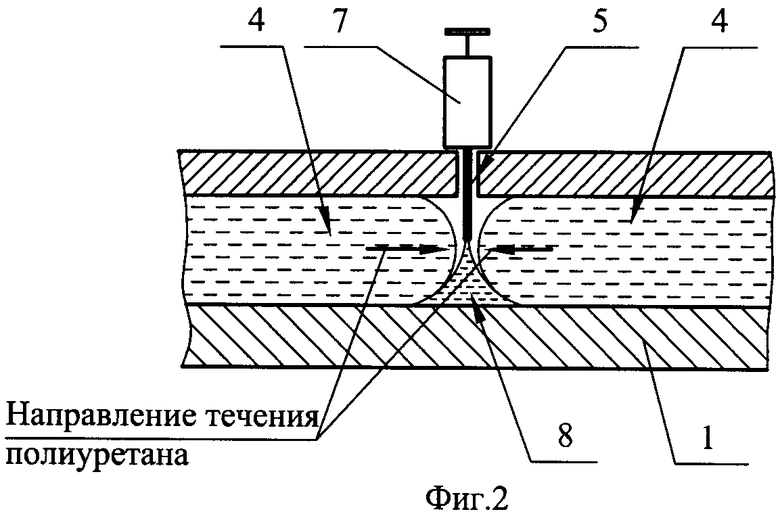
Осуществление способа поясняется чертежами, где на фиг.1 изображено устройство для заливки смеси при изготовлении полиуретановой уплотнительной манжеты с рабочей кромкой в нижней части формы; на фиг.2 - разрез Е-Е по выходному отверстию.
Способ осуществляется следующим образом.
В форму 1 через входное отверстие 2 заливают подготовленную в реакторе 3 полиуретановую жидкую смесь 4. В то же время для формирования бездефектной рабочей кромки в отверстие для выхода воздуха 5, в воздушную полость, образующуюся в рабочей кромке 6 в зоне выходного отверстия, вводится, например, посредством шприца 7 дополнительная смесь 8 того же состава, что и смесь 4, объемом, составляющим не менее чем 0,05% от объема формы. Полиуретановая смесь 4, растекаясь в полости формы 1 в двух противоположных направлениях, в зоне отверстия 5 для выхода воздуха соединяется с дополнительной порцией полиуретановой смеси 8 и полностью заполняет воздушную полость, не образуя при этом наплывов. Рабочая кромка 6 формируется без дефектов.
Объем воздушной полости определяется расчетным путем и зависит от размеров заливаемой формы.
Опытным путем установлено, что для гарантированного заполнения воздушной полости дополнительное количество жидкой смеси, вводимое непосредственно в зону смыкания потоков смеси, осуществляется в объеме, составляющем не менее чем 0,05% от объема формы.
Результаты проведенных опытов по определению объема дополнительной смеси для двух типоразмеров форм представлены в таблице.
Излишки дополнительной смеси 8, соединяясь с жидкой полиуретановой смесью 4, выходят через отверстие 5 в нерабочую зону манжеты, и после отливки и термостатирования в печи сформированной манжеты удаляются.
Таким образом, предлагаемый способ изготовления уплотнительной манжеты позволяет получать качественные бездефектные изделия за счет сплошного заполнения полиуретановой смесью зоны формирования рабочей кромки без образования раковин и наплывов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ МАНЖЕТЫ | 2009 |
|
RU2409783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ МАНЖЕТЫ | 2003 |
|
RU2247026C1 |
| Способ изготовления сферообразных двухслойных изделий из полиуретана | 2015 |
|
RU2628392C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ УПЛОТНЕНИЙ | 2014 |
|
RU2546885C1 |
| Способ переработки литьевого полиуретанового каучука в изделия | 1980 |
|
SU939254A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ МАНЖЕТ ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА | 2000 |
|
RU2174631C1 |
| Устройство для центробежного литья изделий из полимерных материалов | 1985 |
|
SU1351804A2 |
| ПОРШЕНЬ БУРОВОГО НАСОСА | 1996 |
|
RU2109189C1 |
| Способ изготовления абразивоустойчивой стеклопластиковой трубы с покрытием из полиуретанового эластомера | 2021 |
|
RU2772367C1 |
| ЦЕНТРАЛИЗОВАННАЯ АВТОМАТИЗИРОВАННАЯ СИСТЕМА СМАЗКИ ПОДШИПНИКОВЫХ УЗЛОВ ВАЛКОВЫХ ОПОР ПРОКАТНОЙ КЛЕТИ МАСЛЯНОВОЗДУШНОЙ ПЛЕНКОЙ И СПОСОБ ОСУЩЕСТВЛЕНИЯ СМАЗКИ | 2002 |
|
RU2290562C2 |
Изобретение относится к способам изготовления уплотнительных манжет. Способ изготовления уплотнительной манжеты из полиуретана включает подготовку жидкой смеси, заливку ее в верхнюю часть формы через входное отверстие и выпуск воздуха через выходное отверстие с последующим термостатированием в печи и получением готового изделия. При этом во время заливки жидкой смеси вводят дополнительное количество жидкой смеси через выходное отверстие непосредственно в зону смыкания потоков смеси, в объеме, составляющем не менее чем 0,05% от объема формы. Изобретение повышает надежность уплотнительной манжеты за счет сплошного заполнения полиуретановой смесью зоны формирования рабочей кромки без образования раковин и наплывов. 2 ил., 1 табл.
Способ изготовления уплотнительной манжеты из полиуретана, заключающийся в подготовке жидкой смеси полиуретана, заливке смеси в верхнюю часть формы через входное отверстие с одновременным выходом воздуха через выходное отверстие, формировании манжеты за счет заполнения формы и смыкания потоков смеси с получением сплошной рабочей кромки манжеты в нижней части формы путем введения дополнительного количества жидкой смеси, последующем термостатировании в печи и получении готового изделия, отличающийся тем, что введение дополнительного количества жидкой смеси осуществляют через выходное отверстие непосредственно в зону смыкания потоков смеси, в объеме, составляющем не менее чем 0,05% от объема формы.
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ МАНЖЕТЫ | 2009 |
|
RU2409783C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОЙ МАНЖЕТЫ | 2003 |
|
RU2247026C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПЛОТНИТЕЛЬНОГО УСТРОЙСТВА (ВАРИАНТЫ) | 2002 |
|
RU2256114C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ МАНЖЕТ ИЗ ЭЛАСТОМЕРНОГО МАТЕРИАЛА | 2000 |
|
RU2174631C1 |
| СПОСОБ ФОРМИРОВАНИЯ УНИВЕРСАЛЬНОГО КОМПЛЕКТА АРМИРОВАННЫХ МАНЖЕТ ДЛЯ ВАЛОВ | 2000 |
|
RU2178111C1 |
| GB 1478714 A, 06.07.1977. | |||

