Изобретение относится к порошковой металлургии, в частности к способу изготовления низкопористых изделий - горячедеформированных порошковых поршней на основе алюминия.
В порошковой металлургии при производстве изделий известен способ (Пат. 2026155 РФ, МПК В 22 F 3/24, 5/00. Дорофеев Ю.Г, Дорофеев В.Ю, Сергеенко С.Н. Способ изготовления высокоплотных порошковых дисков. Юж-Рос. гос. техн. ун-т (НПИ). Заявл. 15.07.91; опубл. 10.01.95, Бюл. №1) изготовления высокоплотных порошковых дисков, заключающийся в предварительном формовании заготовки с участками переменной высоты, ее нагрев и горячее доуплотнение с дополнительной деформацией наиболее нагруженной части диска, со степенью 0,2...0,6.
Данный способ характеризуется низким качеством горячедеформированных порошковых изделий переменной высоты.
Наиболее близким техническим решением является способ (А.с. 1260117 СССР, МКИ. Способ динамического прессования порошковых изделий. Дорофеев Ю.Г и др. / Новочерк. политехн. ин-т. - №3855236/22-02; заявл. 20.11.84; опубл. 30.09.86, Бюл. №36), включающий формование заготовки из порошка с участками разной высоты обратно пропорциональной значению коэффициента поперечной деформации, ее нагрев и штамповку в изделие постоянной высоты. Данный способ характеризуется низким качеством горячедеформированных порошковых изделий переменной высоты. Это обусловлено тем, что при горячем доуплотнении не обеспечивается дифференцированная осадка верхнего и нижнего торца изделия.
Решаемая задача - повышение качества низкопористых горячедеформированных порошковых изделий переменной высоты.
Задача решается тем, что в известном способе, включающем формование пористой заготовки с переменной высотой, нагрев и штамповку, заготовку формуют с переменной высотой сечения торца.
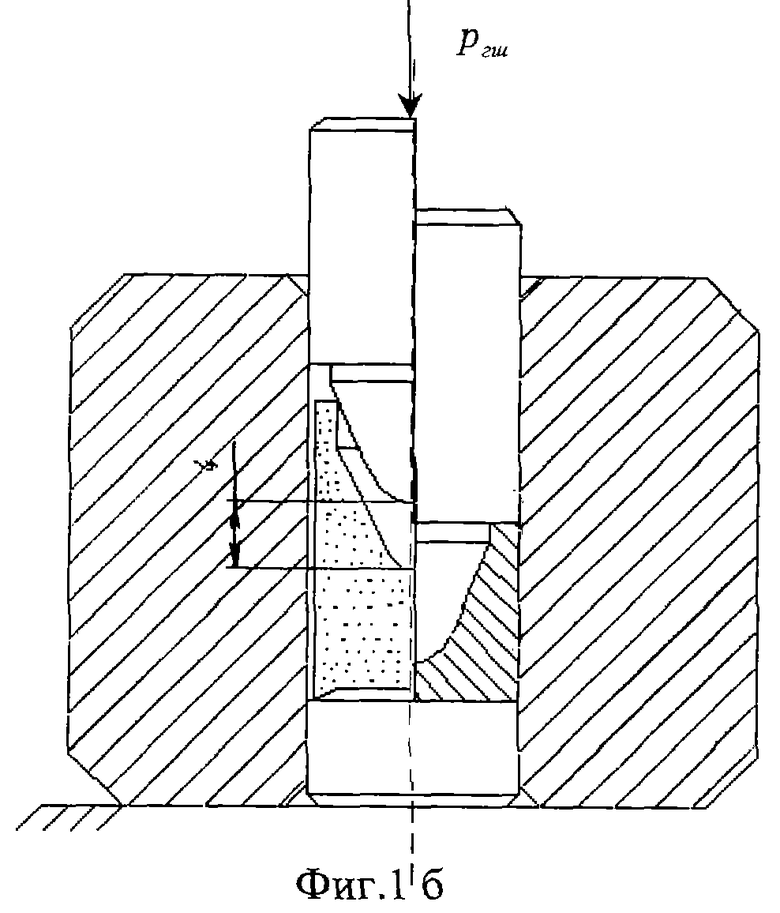
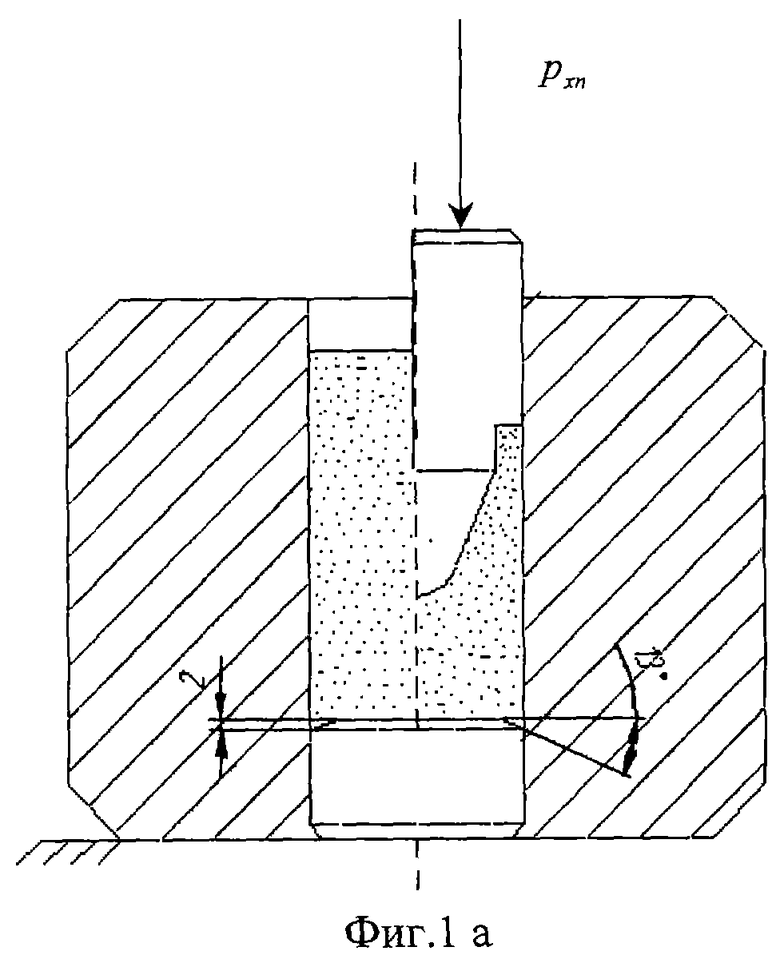
На фиг.1a представлена схема осуществления предлагаемого способа. Слева от осевой линии показана формовка в насыпном состоянии, справа - сформованная заготовка переменной высоты с использованием фигурного нижнего пуансона, имеющего фаску. На фиг.1б слева от осевой линии показан начальный этап горячей штамповки порошкового поршня, а справа - заключительный этап горячей штамповки поршня.
Пример. Технология изготовления горячедеформированного поршня (фиг.1) включает: приготовление шихты, формование пористой заготовки давлением рxn=350 МПа с переменной высотой сечения торца, используя фигурный нижний пуансон имеющего фаску с размером 2×13°, нагрев в воздушной атмосфере, при tн=620°С, τн=4 мин и горячее доуплотнение с приведенной работой w=20 МДж/м3 по схеме, предусматривающей формование верхнего торца заготовки при его осадке на 4 мм и неоднородную по радиусу осадку материала нижнего торца, обеспечивая дифференцированную осадку верхнего и нижнего торца изделия. Данная технология позволяет формировать бездефектные горячедеформированные поршни с повышенной прочностью при радиальном сжатии материала его верхних слоев  по сравнению с нижними
по сравнению с нижними  и минимальным разбросом значений твердости HRB70 - 80 периферийных и центральных слоев ГДПМ нижнего торца поршня.
и минимальным разбросом значений твердости HRB70 - 80 периферийных и центральных слоев ГДПМ нижнего торца поршня.
Анализ параметров выполнения способа показывает, что горячая штамповка пористых заготовок, сформованных с переменной высотой сечения торца, используя фигурный нижний пуансон, позволяет изготавливать высококачественные горячедеформированные поршни.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ СТРУЖКОВЫХ МАТЕРИАЛОВ | 2002 |
|
RU2234394C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ТРУБЧАТЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2066597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2003 |
|
RU2247005C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕДЕФОРМИРОВАННЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1997 |
|
RU2151025C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ДИСКОВ | 1991 |
|
RU2026155C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2313421C2 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ МНОГОСЛОЙНЫХ ИЗДЕЛИЙ | 1998 |
|
RU2148475C1 |
| Способ изготовления порошковых изделий сложной формы | 1984 |
|
SU1174160A1 |
Изобретение относится к порошковой металлургии, в частности к способу изготовления низкопористых изделий. Может применяться для изготовления горячедеформированных порошковых поршней на основе алюминия. Предложен способ изготовления низкопористого порошкового изделия. Осуществляют формование пористой заготовки с переменной высотой сечения торца, используя фигурный нижний пуансон, имеющий фаску. Полученную заготовку подвергают нагреву и горячей штамповке. Техническим результатом является повышение качества изделий. 1 ил.
Способ изготовления низкопористого порошкового изделия, включающий формование пористой заготовки с переменной высотой, нагрев и горячую штамповку, отличающийся тем, что заготовку формуют с переменной высотой сечения торца, используя фигурный нижний пуансон, имеющий фаску.
| Способ динамического горячего прессования порошковых изделий | 1984 |
|
SU1260117A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1987 |
|
RU1557810C |
| Заготовка для динамического прессования изделий из порошка | 1979 |
|
SU854591A1 |

