Изобретение относится к порошковой металлургии, в частности к способам динамического горячего прессования порошковых изделий, и может быть использовано для изготовления высокоплотных неравностенных изделий постоянной высоты.
Цель изобретения - повьшение ка- чества изделий.
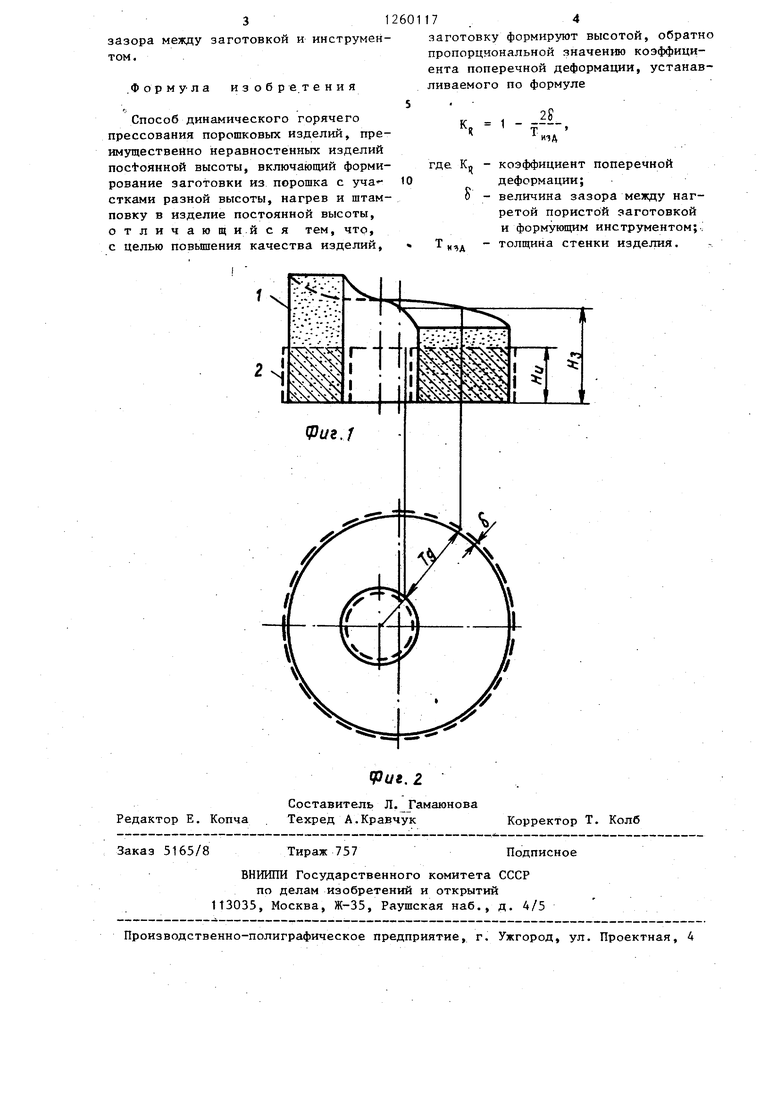
На фиг. 1 изображена заготовка, продольный разрез; на фиг. 2 - то же, сечение.
; На фиг. 1 сплошными линиями изображена пористая заготовка 1, а получаемое после штамповки изделие 2 представлено штриховой линией.
Пример. Приготовление шихты производят путем смешивания железного порошка ПЖ 2МЗ (ГОСТ 9849-74) и карандашного графита (0,65 мае. %) ГК-1 в конусном смесителе в течение 2ч.
Формирование пористой заготовки производят в лабораторных пресс-формах по схеме двустороннего прессования на гидравлическом прессе модели 2ПГ-125. Давление прессования составляет 400 МПа. При зтом величина исходной пористости Пр равняется 25%, а высота заготовки Н является переменной величиной, значение которой определено из выражения
I «1«1(1)
«ЭА р,аг ж/
где р ц,д - плотность изделия; - плотность заготовки; Н„,,д - высота изделия. Толщина стенки изделия Т„д 4 мм толщина стенки изделия Т,д 40 мм. Величина зазора между заготовкой и инструментом 5 0,20 мм. С учетом этого высота заготовки определяется по формуле
н, А. 1-.
к
где А И ,д. 53,4 мм - высота заготовки, вычисленная без учета зазора между заготовкой и инструментом (S 0); РНЧД 7,78 г/см - плотность материала изделия;
Р-} 5,83 г/см - плотность заготовки.
Максимальная и минимальная высота заготовки принимае значения
А
1 28
53,4
1
МЧД. мин
1 -
4
59,4 мм;
л мин
1 -
W
53,4
, МОК 1
;711о1Г
40
54 мм.
Нагрев пористой заготовки производят в камерной электропечи с сили- товыми нагревателями в контейнере из жаропрочной стали, в которой подводится защитная газовая среда - диссоциированный аммиак с точкой росы - 30,..-40 С, Температура нагрева составляет 1100°С, продолжительность нагрева 15 мин,
Штамновку нагретой пористой заготовки производят на кривошипном прессе модели К 2232 в лабораторном штампе по схеме одностороннего прессования. После штамповки получают изделия - деталь эксцентрик, которое имеет высоту 40±0,1 мм, плотность на участке с минимальной толщиной Стенки (Т „д д,„« 4 мм), равную 7,72-7,78 г/см и плотность на участке с максимальной толщиной стенки (Т мэд. макс 40 мм), равную 7,63- 7,64 г/см . При этом неравномерность распределения плотности по объему изделия составляет 1,2-2,0%.
Применение предлагаемого способа динамического горячего прессования для изготовление разностенных высокоплотных порошковых изделий постоянной высоты позволяет повысить их качество в 2-3 раза за счет снижения неравномерности распределения плотности до 2-2,5% (с 5-6% по прототипу). Это обеспечивается зл счет того, что в предлагаемом способе заготовку формируют с высотой, обратно пропорциональной значению коэффициента поперечной деформации. Это позволяет исключить дефицит материала и полностью компенсировать его недостаток в технологическом зазоре при заполнении последнего в процессе горячей штамповки заготовки, что достигается . благодаря переменной высоте заготовки, дифференцированной в зависимости от толщины стенки изделия с учетом
зазора между заготовкой и инструментом .
.Форму-ла изобре.тения
Способ динамического горячего прессования порошковых изделий, преимущественно неравностенных изделий noctoHHHoA высоты, включающий формирование заготовки из порошка с стками разной высоты, нагрев и штамповку в изделие постоянной высоты, отличающийся тем, что, с целью повьшения качества изделий.
1260117 .4
заготовку формируют высотой, обратно пропорциональной значению коэффициента поперечной деформации, устанавливаемого по формуле
к -, «
К - 1 - ;;; ,
чи
где Кд - коэффициент поперечной деформации;
О - величина зазора между нагретой пористой заготовкой и формующим инструментом;, Т ц.,д - толщина стенки изделия.
Ч
Редактор Е. Копча
иг.2
Составитель Л. Гамаюнова Техред А.Кравчук
Заказ 5165/8
Тираж 757
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий It3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Т. Колб
Подписное
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ДИСКОВ | 1991 |
|
RU2026155C1 |
| Способ изготовления порошковых изделий сложной формы | 1984 |
|
SU1174160A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2094173C1 |
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| Способ изготовления высокоплотных спеченных изделий (его варианты) | 1982 |
|
SU1049184A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| Способ изготовления изделий сложной формы из железного порошка | 1987 |
|
SU1637958A1 |
| Технологическая смазка для горячей обработки давлением порошковых изделий | 1983 |
|
SU1089111A1 |
| Устройство для клинового прессования плоских порошковых заготовок | 1984 |
|
SU1205998A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ РЕАКЦИОННЫМ СПЕКАНИЕМ ПОД ДАВЛЕНИЕМ | 1996 |
|
RU2119847C1 |
Изобретение относится к области порошковой металлургии, в частности к способам динамического горячего прессования порошковых изделий, и может быть использовано для изготовления ВЫСОКОПЛОТНЫХ неравностен- ных изделий постоянной высоты. Целью изобретения является повышение качества изделий. Формирование пористой заготовки из смеси порошка железа и графита осуществляют путем прессования шихты в пресс-форме для двустороннего прессования. Заготовку формируют с переменной высотой, обратно пропорциональной значению коэффициента поперечной деформации, устанавливаемого по формуле К 1 - 25/Тц,д , где Kj - коэффициент поперечной деформации; К - величина зазора между нагретой пористой заготовкой и формующим инструментом; толщина стенки изделия. Заготовку нагревают в защитной среде и штампуют в изделие постоянной высоты. После штамповки получают изде- , в частности эксцентрик, имеющее стенки разной толщины. Неравномерность распределения плотности по объему изделия не превьш1ает 1,2-2%, что в 2-3 раза меньше, чем в способе- прототипе. 2 ИЛ. с $ СЛ
| Дорофеев Ю.Г | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| М.: Металлургия, 1977, с | |||
| Приспособление в центрифугах для регулирования количества жидкости или газа, оставляемых в обрабатываемом в формах материале, в особенности при пробеливании рафинада | 0 |
|
SU74A1 |
| ПлющеевА.В | |||
| и др | |||
| Исследование процесса формообразования цилиндрических шестерен автомобилей ДГП | |||
| - Горячее прессование | |||
| Тезисы V Всесоюзной научно-технической конференции | |||
| Новочеркасск, 1982, с | |||
| Прибор для определения всасывающей силы почвы | 1921 |
|
SU138A1 |
