i1174
Изобретение относится к порошковой металлургии, в частности к способам изготовления порошковых изделий сложной формы, и может быть использовано при изготовлении высокоплотных 5 изделий сложной формы с боковыми отростками.
Цель изобретения - повьшение качества издйли«-за счет снижения тре щйнообраз6в«()йия и неравномерности Ю распределения плотности. На чертеже йрёдставлен штамп для Осуществления способа, общий вид. П р и м е р. Порошки требуемых компонентов материала на основе же- 15 леза подвергают смешиванию. Затем проводят прессование пористых заготовок простой формы (без боковых отростков) в пресс-форме по схеме двухстороннего прессования на прессе мо- 20 дели 2ПГ-125. Давление прессования составляет 3 т/см , Величина пористости составляет 20%. Спекание проводят в камерной электропечи с силитовыми нагревателями в контейнере 25 из жаропрочной стали, в который подводится защитная газовая среда диссоциированный аммиак, с точкой росы 30-35 С. Температура нагрева , продолжительность 2 ч. Крат- зо ковременньш нагрев заготовок перед доуплотнением проводят при в течение 10 мин в- защитной атмосфере диссоциированного аммиака,
Доуплотнение проводят на криво- ., шипном прессе К2232 в штампе.
Штамп состоит из матрицы 1, верхнего 2 и нижнего 3, пуансонов запорного узла А, предназначенного для блокирования боковых отверстий Q в период уплотнения заготовки в изделие 5 сложной , и боковых пуансонов 6. При движении пуансонов 2 и 3 осуществляется уплотнение ма02
териала до плотности более 96%, что соответствует давлению 8 т/см, после чего происходит открытие запорного узла А и при непрерывном движении вертикальных пуансонов, т.е. при осуществлении схемы всестороннего сжатия.
Формирование заготовки сложной формы при горячей штамповке осуществляют непрерывно в две стадии за один ход прессового инструмента.
Доуплотнение заготовки простой формы и формирование заготовки сложной формы осуществляется в условиях всестороннего сжатия при постоянном силовом подпоре, обеспечивающем условие (J 2 f
Р Р
, . г
гдеЙ1 - осевое напряжение сжатия;
dj - поперечное напряжение сжатия; Р, - осевое усилие при горячеЖ
штамповке;
PJ- усилие подпора при формировании боковых отростков; F,- площадь поперечного сечения
заготовки простой формы; FJ- площадь поперечного сечения
бокового отростка.
Поскольку окончательное формообразование изделия с боковыми отростками осуществляется из высокоплотного порошкового материала, предварительно доуплотненной порошковой заготовки, имеющего повьш1енные характеристики пластичности, то создаются условия для повышения качества получаемых изделий за счет предотвращения трещинообразования на периферийных участках боковых отростков, коэффициент неравномерности распределения плотности снижается в 2,5-3 раза и составляет 1,2-1,5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления порошковых изделий с боковым буртом и устройство для его осуществления | 1988 |
|
SU1637959A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ С ПРОДОЛЬНЫМИ ВЫСТУПАМИ И ПАЗАМИ | 1994 |
|
RU2087256C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ ДИСКОВ | 1991 |
|
RU2026155C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ДИСКОВЫХ ФРЕЗ | 1991 |
|
RU2094173C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ДЕТАЛЕЙ | 2002 |
|
RU2241576C2 |
| Способ изготовления спеченных антифрикционных изделий | 1981 |
|
SU1092009A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ТРУБЧАТЫХ ПОРОШКОВЫХ ИЗДЕЛИЙ | 1994 |
|
RU2066597C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПЛОТНЫХ ПОРОШКОВЫХ БИМЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ БРОНЗА - ЖЕЛЕЗО | 1993 |
|
RU2090311C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОПЛОТНОГО ПОРОШКОВОГО ФОСФОРСОДЕРЖАЩЕГО МАТЕРИАЛА НА ОСНОВЕ ЖЕЛЕЗА | 2012 |
|
RU2494836C1 |
| Способ получения высокоплотного порошкового азотсодержащего материала на основе железа | 2024 |
|
RU2832993C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ, преимущественно .с боковыми отростками, включающий формование пористой заготовки простой конфигурации, ее спекание и формирование заготовки сложной формы путем горячей штамповки, отличающийся тем, что, с целью повьппения качества изделий за счет снижения трещинообразования и неравномерности распределения плотности, штамповку-осуществляют в условиях всестороннего сжатия в две стадии за один ход прессового инструмента, причем на первой стадии проводят доуплотнение заготовки простой конфигурации.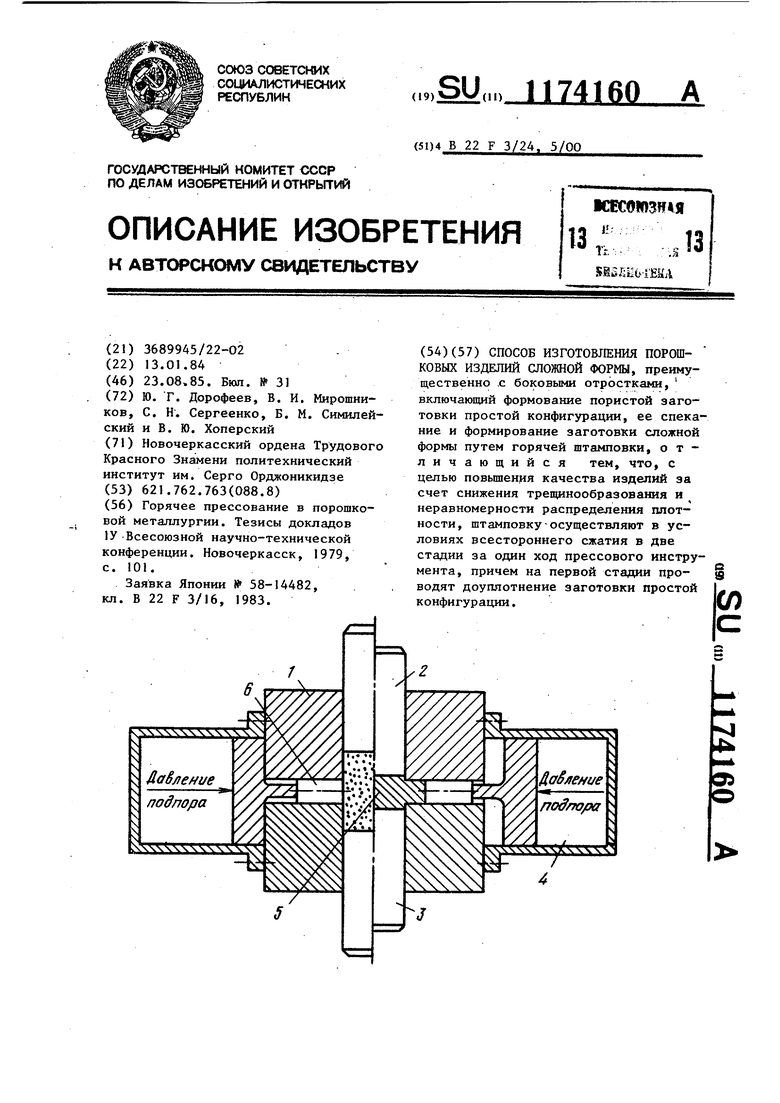
| Горячее прессование в порошк вой металлургии | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Новочеркасск, 1979, с | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
