Предлагаемое изобретение относится к оборудованию для обработки железнодорожных шпал и может быть использовано при предпропиточной их обработке на шпалопропиточных предприятиях.
Известны поточные линии для наколки шпал, например по пат. РФ №2026174, В 27 М 1/04; пат. РФ №2184650, В 27 М 1/04, 3/14, содержащие кинематически связанные между собой конвейерами для поперечного относительно своей продольной оси перемещения шпал (поперечными конвейерами) шпалопитатель, узел опиливания и наколочный станок. Известные поточные линии способны разобрать шпалы по одной из пакета шпал и, транспортируя их поперек своей продольной оси, отпилить концы длинных шпал и наколоть их для более качественной пропитки, производимой для предохранения шпал от гниения и, следовательно, повышения срока их службы.
Известны устройства для закрепления шпал от растрескивания, например по пат. РФ №1744167, Е 01 В 31/28, содержащие параллельные конвейеры для продольного вдоль своей оси перемещения шпал (продольные конвейеры) с последовательно расположенными между ними с возможностью перемещения от одного конвейера к другому реверсивными станками для сверления отверстий в шпалах, нарезания в них резьбы и ввертывания в них винтов. Известные поточные линии способны закрепить шпалы от растрескивания путем ввертывания винта на каждом ее конце, что также способствует повышению срока службы шпал.
Известна поточная линия для наколки шпал и закрепления их отрастрескивания по авт. св. СССР №674908; В 27 М 3/14, 1/04, содержащая параллельные поперечные конвейеры, разнесенные вдоль относительно друг друга, и соединяющий их продольный конвейер. На поперечных конвейерах размещены шпалопитатель, узел опиливания, узел закрепления шпал от растрескивания. Наколочный станок размещен на продольном конвейере. Линия снабжена смонтированным перед продольным конвейером поперечным конвейером-накопителем с неподвижным упором остановки шпал, выполняющим вместе со смонтированным в этом месте над поперечным конвейером-накопителем продольным конвейером с толкателями роль отсекателя шпалы.
Известная поточная линия способна разобрать шпалы по одной из пакета шпал, опилить концы длинных шпал при их поперечном перемещении, наколоть шпалы при их продольном перемещении и закрепить шпалы от растрескивания при поперечном их перемещении на параллельном поперечном конвейере.
Однако работа наколочного станка при продольной подаче шпалы продольным конвейером менее производительна работы станка при поперечной в него подаче шпалы. Производительность линии наиболее сдерживает работа узла закрепления шпал от растрескивания, где на одной технологической позиции сосредоточены операции по сверлению отверстий в шпалах, нарезанию в них резьбы и ввертыванию в них винтов. Работа продольного конвейера по передаче шпалы затруднена как при выполнении самого процесса перемещения шпалы, так и при работе отсекателя шпал, так как при напоре остановленных шпал на отсекаемую шпалу при ее продольном удалении возможна раскантовка шпал, нарушение ряда прижатых друг к другу шпал с образованием кучи шпал.
Известен отсекатель шпал по пат. РФ №2068470, Е 01 В 29/24, включающий горизонтальный гладкозвенный поперечный конвейер и наклонную направляющую. Над верхним концом наклонной направляющей шарнирно закреплен рычаг с загнутым вниз концом для взаимодействия с боковой поверхностью шпалы в качестве упора для нее. Конец рычага оборудован ограничительным упором и контргрузом. Средняя часть рычага снабжена силовым цилиндром с опорой на его штоке для прижима шпалы к наклонной направляющей. Расстояние между загнутым вниз концом рычага и опорой на штоке силового цилиндра соответствует ширине отсекаемой шпалы. Отсекатель предназначен для поперечного перемещения шпалы, отсекаемой от потока поперечно перемещаемых шпал, и не может быть использован для осуществления продольного перемещения отсекаемой шпалы.
Известна поточная линия для наколки шпал по авт. св. СССР №1728012, В 27 М 1/04 (принято за прототип), содержащая кинематически связанные между собой поперечными конвейерами шпалопитатель, узел опиливания и наколочный станок с поперечным конвейером-накопителем отвода шпал от наколочного станка. Конвейер-накопитель оборудован отсекателем шпал.
Известная поточная линия способна с равным темпом разобрать шпалы по одной из пакета шпал, опилить концы длинных шпал и наколоть их при наиболее производительном для этой работы поперечном перемещении шпал. Работа отсекателя шпал предназначена при передаче шпал с гладкозвенного поперечного конвейера на поперечный конвейер с толкателями.
Известно устройство для закрепления шпал от растрескивания по пат. РФ №2151835, Е 01 В 31/28 (принято за прототип), содержащее параллельные продольные конвейеры с расположенными вдоль них последовательными технологическими позициями с размещенными между конвейерами с возможностью перемещения от одного конвейера к другому реверсивными станками для сверления отверстий в шпалах, нарезания в них резьбы и ввертывания в них винтов.
Известное устройство способно производительно закрепить шпалы от растрескивания при продольном для этого перемещении шпал в темпе работы наколочного станка при поперечной в него подаче шпал.
Каждое из известных устройств способно производительно наколоть шпалы или закрепить их от растрескивания. Однако при их работе необходимо после осуществления своих операций спакетировать шпалы, переместить их на другое устройство, на котором шпалы опять должны быть разобраны по одной, что значительно снижает эффективность работы по наколке и закреплению их от растрескивания.
Необходима поточная линия для наколки шпал и закрепления их от растрескивания с высокой производительностью и эффективностью использования оборудования за счет одновременного с равным темпом выполнения последовательных технологических операций, обеспечиваемого соответствующим межпозиционным перемещением шпал.
Для этого в известной поточной линии для наколки шпал и закрепления их от растрескивания, содержащей участок по наколке шпал, включающий в себя кинематически связанные между собой поперечными конвейерами шпалопитатель, узел опиливания и наколочный станок с поперечным конвейером-накопителем отвода шпал от наколочного станка, и участок по закреплению шпал от растрескивания, включающий в себя параллельные продольные конвейеры с расположенными вдоль них последовательными технологическими позициями с размещенными между конвейерами с возможностью перемещения от одного конвейера к другому реверсивными станками для сверления отверстий в шпалах, нарезания в них резьбы и ввертывания в них винтов, параллельные продольные конвейеры участка по закреплению шпал от растрескивания расположены перпендикулярно поперечным конвейерам участка по наколке шпал, между параллельными продольными конвейерами параллельно им размещен дополнительный продольный конвейер, кинематически связанный с поперечным конвейером-накопителем отвода шпал от наколочного станка, конвейер-накопитель отвода шпал от наколочного станка оборудован отсекателем шпал для выдачи их по одной на дополнительный продольный конвейер, дополнительный и параллельные продольные конвейеры оборудованы устройством для поочередной передачи шпал с дополнительного продольного конвейера на параллельные продольные конвейеры.
Отсекатель шпал для выдачи их по одной на дополнительный продольный конвейер включает в себя возвышающуюся над поперечным конвейером-накопителем отвода шпал от наколочного станка площадку, примыкающую к опорной поверхности дополнительного продольного конвейера, оборудованного с противоположной от поперечного конвейера-накопителя стороны боковым ограничителем, длина которого соответствует длине шпалы, и пару с загнутым вниз концом рычагов, каждый из которых своим прямым концом шарнирно закреплен над площадкой, в средней части оборудован силовым цилиндром с опорой на его штоке для прижима шпалы к площадке, противоположный конец оборудован ограничительным упором и снабжен контргрузом, а загнутый вниз конец снабжен размещенным в пазу бокового ограничителя роликом для взаимодействия с боковой поверхностью шпалы, при этом ролик отстоит от бокового ограничителя дополнительного продольного конвейера в сторону поперечного конвейера-накопителя и расстояние между роликом и опорой штока силового цилиндра соответствует ширине отсекаемой шпалы.
Устройство для поперечной передачи шпал с дополнительного продольного конвейера на параллельные продольные конвейеры выполнено в виде возвратно-поступательно перемещаемых приводом двух смонтированных над устроенной на уровне опорных поверхностей дополнительного и параллельных продольных конвейеров площадкой приемных П-образных карманов, каждый из которых включает в себя две параллельные направляющие боковины с расстоянием между собой и длиной, соответствующими ширине и длине шпалы, при этом расстояние между осями приемных карманов соответствует расстоянию между осями дополнительного и параллельного конвейеров.
Кинематически связанные между собой поперечными конвейерами шпалопитатель, узел опиливания и наколочный станок с поперечным конвейером-накопителем отвода шпал от участка по наколке шпал позволяют производить последовательные технологические операции по разборке шпал по одной из пакета шпал, опиливанию концов длинных шпал и наколке шпал одновременно, с равным темпом, определяемым возможностями наколочного станка с поперечной подачей в него шпал. Параллельные продольные конвейеры участка по закреплению шпал от растрескивания с расположенными вдоль них последовательными технологическими позициями со смонтированными на них станками позволяют производить операции по сверлению шпал, нарезанию в них резьбы и ввертыванию винтов одновременно, с равным темпом, соответствующим темпу работы участка по наколке шпал.
Расположение параллельных продольных конвейеров участка по закреплению шпал от растрескивания перпендикулярно поперечным конвейерам участка по наколке шпал позволяет без всякой пространственной переориентации шпал передавать поперечно перемещаемые шпалы для дальнейшего их продольного перемещения.
Параллельное размещение между параллельными продольными конвейерами дополнительного продольного конвейера, кинематически связанного с перпендикулярными ему поперечным конвейером-накопителем отвода шпал от наконечного, станка, оборудованного отсекателем шпал, позволяет, не сбивая ритма работы наколочного станка, принимать поперечно размещаемые шпалы по одной на дополнительный продольный конвейер для ее продольного перемещения к устройству для поочередной передачи шпал с дополнительного продольного конвейера на тот или иной параллельный продольный конвейер, не сбивая ритма работы участка по закреплению шпал от растрескивания, что обеспечивает ритмичную высокопроизводительную работу всей поточной линии с высокоэффективным использованием ее оборудования.
Отсекатель шпал для выдачи их по одной на дополнительный продольный конвейер отличается от известного тем, что включает в себя возвышающуюся над поперечным конвейером-накопителем отвода шпал от наколочного станка площадку, примыкающую к опорной поверхности дополнительного продольного конвейера, оборудованного с противоположной от поперечного конвейера-накопителя стороны боковым ограничителем, длина которого соответствует длине шпалы, а загнутый вниз конец каждого рычага пары снабжен размещенным в пазу бокового ограничителя роликом, отстоящим от бокового ограничителя дополнительного продольного конвейера в сторону поперечного конвейера-накопителя, что наряду с тем, что каждый рычаг с загнутым вниз концом своим прямым свободным концом шарнирно закреплен над площадкой, в средней части оборудован силовым цилиндром с опорой на его штоке для прижима шпалы к площадке, а противоположный конец оборудован ограничительным упором и снабжен контргрузом, при этом расстояние между роликом и опорой штока силового цилиндра соответствует ширине отсекаемой шпалы, позволяет работать поперечному конвейеру отвода шпал от наколочного станка как накопителю шпал, надежно отсекать шпалу от потока поперечно перемещаемых шпал, не пытаясь раскантовывать ее за счет свободного перекатывания роликов по ее боковой поверхности с образованием зазора между остающейся на площадке шпалой и отсеченной для уверенного ее продольного перемещения даже с разной шириной ее концов, страхуя продольное направление ее перемещения с одной стороны боковой поверхностью остающейся шпалы потока шпал, а с другой - боковым ограничителем дополнительного продольного конвейера, что в свою очередь характеризует высокую эффективность отсекателя шпал при передаче поперечно перемещаемой шпалы для ее продольного перемещения.
Выполнение устройства для поочередной передачи шпал с дополнительного продольного конвейера на параллельные продольные конвейеры в виде возвратно-поступательно перемещаемых приводом двух смонтированных над устроенной на уровне опорных поверхностей дополнительного и параллельных продольных конвейеров площадкой приемных П-образных карманов, каждый из которых включает в себя две параллельные направляющие боковины с расстоянием между собой и длиной, соответствующими ширине и длине шпалы, и с расстоянием между осями приемных карманов, соответствующим расстоянию между осями дополнительного и параллельного конвейеров, позволяет одному из П-образных карманов принять перемещаемую дополнительным продольным конвейером шпалу, страхуя ее продольное перемещение по площадке своими направляющими боковинами, переместить шпалу своими боковинами по площадке на один из параллельных продольных конвейеров, обеспечить страховку шпалы за ее боковые поверхности при продольном перемещении ее продольным конвейером при одновременном приеме очередной шпалы вторым П-образным карманом, переместить принятую вторым П-образным карманом шпалу на второй параллельный продольный конвейер, переместить освободившийся П-образный карман к дополнительному продольному конвейеру для очередного приема очередной шпалы при одновременном продольном перемещении шпалы вторым параллельным продольным конвейером. Такое выполнение устройства для поочередной передачи шпал с дополнительного продельного конвейера на параллельные продольные конвейеры характеризуется простотой конструкции при эффективном использовании его в поточной линии с необходимым для этого темпом работы.
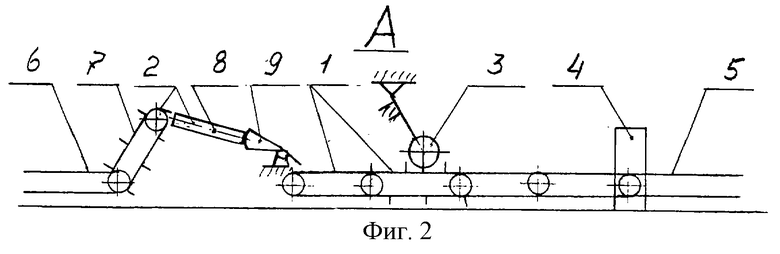
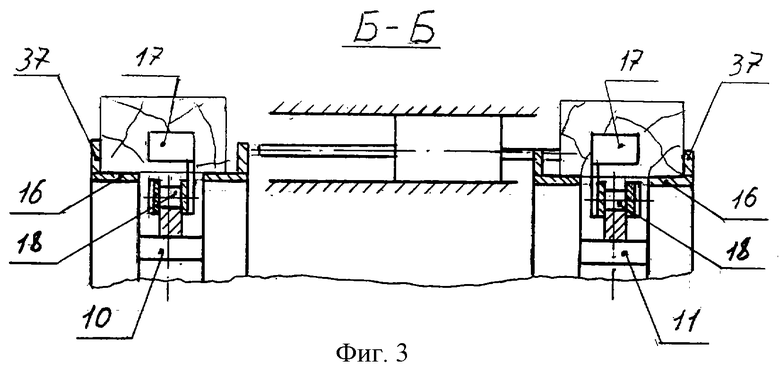
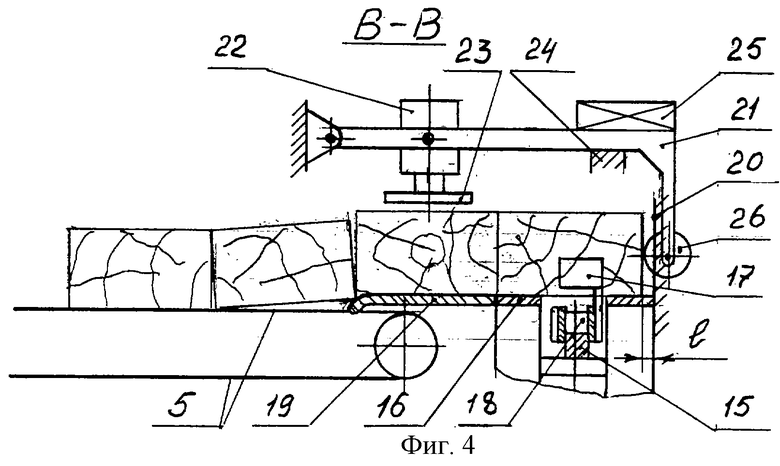
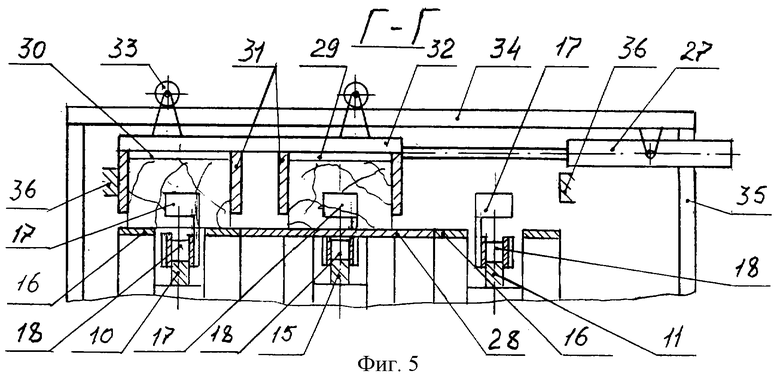
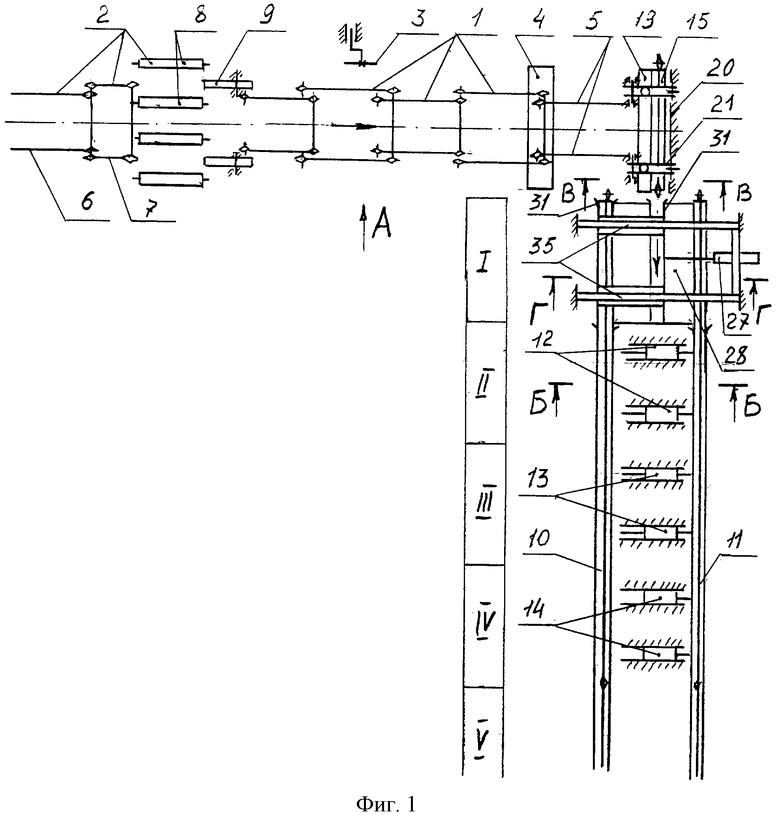
На фиг.1 схематически изображена предлагаемая поточная линия, общий вид в плане; на фиг.2 - вид А на фиг.1, вид сбоку на участок по наколке шпал; на фиг.3 - разрез Б-Б на фиг.1, вид с торца на параллельные продольные конвейеры; на фиг.4 - разрез В-В на фиг.1, вид сбоку на отсекатель шпал; на фиг.5 - разрез Г-Г на фиг.1, вид с торца на устройство для поочередной передачи шпал.
Поточная линия для наколки шпал и закрепления их от растрескивания содержит участок по наколке шпал, включающий в себя кинематически связанные между собой поперечными конвейерами 1 шпалопитатель 2, узел опиливания 3 и наколочный станок 4 с поперечным конвейером-накопителем 5 отвода шпал от наколочного станка.
Шпалопитатель 2 включает в себя приемный поперечный конвейер 6, наклонный поперечный с захватами конвейер 7, приводные наклонные выравнивающе-ориентирующие барабаны 8 и отсекатель-кантователь 9.
Перпендикулярно поперечным конвейерам участка по наколке шпал размещены параллельные продольные конвейеры 10 и 11 участка по закреплению шпал от растрескивания.
Вдоль параллельных продольных конвейеров 10 и 11 участка по закреплению шпал от растрескивания расположены последовательные технологические позиции I-V. На технологических позициях II-IV между конвейерами размещены с возможностью перемещения от одного конвейера к другому реверсивные станки, соответственно: 12 - для сверления отверстий в шпалах, 13 - для нарезания резьбы в просверленных отверстиях, 14 - для ввертывания винтов в снабженные нарезкой отверстия шпал.
Между параллельными продольными конвейерами 10 и 11 параллельно им размещен дополнительный продольный конвейер 15, кинематически связанный с поперечным конвейером-накопителем 5 отвода шпал от наколочного станка посредством отсекателя шпал для выдачи их по одной с поперечного конвейера-накопителя 5 на дополнительный продольный конвейер 15.
Дополнительный продольный конвейер 15 и каждый из параллельных продольных конвейеров 10 и 11 включают в себя продольную, опорную поверхность 16 для шпал, ширина которой соответствует ширине шпалы и по продольной оси которой предусмотрена щель для размещения в ней толкателей 17 вертикальной бесконечной цепной передачи 18.
Отсекатель шпал включает в себя возвышающуюся над поперечным двухниточным гладкозвенным конвейером-накопителем 5 площадку 19, примыкающую к опорной поверхности 16 дополнительного продольного конвейера 15, ширина которой соответствует ширине шпалы. Дополнительный продольный конвейер 15 с противоположной от поперечного конвейера-накопителя стороны оборудован боковым ограничителем 20, длина которого соответствует длине шпалы. Над площадкой 19 смонтирована пара сдвоенных рычагов 21 с загнутым вниз концом у каждого. Каждый рычаг 21 своим прямым концом закреплен шарнирно, в средней части оборудован силовым цилиндром 22 с опорой 23 на его штоке, противоположный конец оборудован ограничительным упором 24 и снабжен контргрузом 25, а загнутый вниз конец снабжен размещенным в пазу бокового ограничителя 20 роликом 26 для взаимодействия с боковой поверхностью шпалы. Силовой цилиндр 22 расположен над площадкой 19 на высоте, превышающей толщину шпалы. Ролик 26 отстоит от бокового ограничителя 20 в сторону поперечного конвейера-накопителя 5 на величину l. Расстояние между роликом 26 и опорой 23 штока силового цилиндра 22 соответствует ширине отсекаемой шпалы.
Дополнительный 15 и параллельные продольные конвейеры 10 и 11 на технологической позиции оснащены устройством для поочередной передачи шпал с дополнительного продольного конвейера на параллельные продольные конвейеры.
Устройство для поочередной передачи шпал с дополнительного продольного конвейера 15 на параллельные продольные конвейеры 10 и 11 выполнено в виде возвратно-поступательно перемещаемых приводом 27 двух смонтированных над устроенной на уровне опорных поверхностей 16 дополнительного и параллельных продольных конвейеров площадкой 28 приемных П-образных карманов 29 и 30. Каждый карман 29 и 30 включает в себя две параллельные направляющие боковины 31 с расстоянием между собой и длиной, соответствующими ширине и длине шпалы. Направляющие боковины 31 соединены между собой балками 32 и оборудованы катками 33 для перекатывания по направляющим 34 возвышающихся над конвейерами и объемлющих их порталов 35 смонтированным на них приводом в виде силового цилиндра 27.
Дополнительный продольный конвейер 15 смонтирован посередине между параллельными продольными конвейерами 10 и 11 и расстояние между осями пары приемных П-образных карманов 29 и 30 соответствует расстоянию между осями дополнительного и параллельного продольных конвейеров.
Высота каждого из приемных П-образных карманов соответствует толщине шпалы. Со стороны приема шпалы направляющие боковины 31 каждого П-образного приемного кармана отогнуты во внешние стороны для образования заходного раструба. Порталы 35 оборудованы ограничительными упорами 36.
На технологических позициях II-V параллельные продольные конвейеры оборудованы боковыми бортиками 37, которые в начале позиции II отогнуты во внешние стороны для образования заходного раструба.
Технологическая позиция V предназначена для приема и выдачи закрепленных от растрескивания шпал (соответствующее устройство не показано).
Работает поточная линия следующим образом.
На приемный конвейер 6 шпалопитателя 2 укладывается пачка шпал, из которой наклонным конвейером 7 шпалы по одной подаются на вращающиеся наклонные выравнивающе-ориентирующие барабаны 8, где они постепенно продольно выравниваясь, располагаются впритык друг к другу сплошным потоком. Отсекателем-кантователем 9 шпалы по одной отделяются от сплошного потока шпал, при необходимости кантуются на нижнюю пласть и укладываются на ближайший поперечный конвейер 1. При передаче шпал с одного поперечного конвейера на другой они подаются к узлу опиливания 3, где у длинных, шпал отпиливают концы, и к наколочному станку 4, где заданные поверхности шпалы накалываются на заданную глубину наколки.
Наколотые на наколочном станке 4 шпалы принимаются поперечным конвейером-накопителем 5 отвода шпал от наколочного станка, перемещаются к дополнительному продольному конвейеру 15 и, упираясь в ролики 26 рычагов 21, размещаются сплошным потоком прижатых друг к другу шпал. Перемещение шпал на возвышающуюся над поперечным конвейером-накопителем 5 площадку 19 и примыкающую к ней опорную поверхность 16 дополнительного продольного конвейера 15 осуществляется напором накапливающихся шпал при проскальзывании под ними гладкозвенных ветвей поперечного конвейера-накопителя 5.
Посредством силовых цилиндров 22 опорой 23 находящаяся на площадке 19 шпала прижимается к ней, удерживая поток шпал на конвейере 5, рычаги 21 поднимаются, увлекая вверх свои ролики 26. Находящаяся на дополнительном продольном конвейере 15 шпала отсекается таким образом от потока шпал на конвейере 5, при этом ролики 26, перекатываясь по боковой поверхности шпалы, не пытаются раскантовывать шпалу, а за счет того, что ролики 26 отстоят от бокового ограничителя 20 на величину l, образуется зазор между остающейся на площадке 19 шпалой и боковым ограничителем 20, что способствует беспрепятственному продольному перемещению отсеченной шпалы даже при разной ширине ее концов.
Отсеченная шпала при упоре в свой торец толкателя 17 дополнительного продольного конвейера 15 перемещается на технологическую позицию I, продольное перемещение шпалы при этом страхуется с одной стороны боковой поверхностью прижатой к площадке 19 шпалы, а с другой - боковым ограничителем 20.
Подъемом опор 23 штоками силовых цилиндров 22 находящаяся на площадке 19 шпала освобождается, каждый рычаг 21 под воздействием контргруза 25 опускается до ограничительного упора 24, ролики 26 занимают исходное положение. Отсекатель шпал готов к отсечению следующей шпалы.
Перемещаемая толкателем 17 дополнительного продольного конвейера 15 шпала принимается на площадку 28 в один из приемных П-образных карманов 29 или 30, продольное перемещение шпалы при этом страхуется параллельными направляющими боковинами 31, а уверенный прием шпалы обеспечивается наличием заходного раструба. Второй П-образный карман 30 или 29 в это время располагается в зоне одного из параллельных продольных конвейеров 10 или 11 с предыдущей принятой шпалой. Во время приема шпалы одним из приемных П-образных карманов 29 или 30 второй освобождается от шпалы при ее продольном перемещении толкателем 17 продольного конвейера 10 или 11, продольное перемещение шпалы при этом страхуется боковыми бортиками 37 продольного конвейера, а уверенный прием шпалы конвейером обеспечивается наличием своего заходного раструба.
После принятия одним из приемных карманов 29 или 30 перемещаемой дополнительным продольным конвейером 15 шпалы и освобождения второго кармана от перемещаемой параллельным продольным конвейером 10 или 11 шпалы оба кармана 29 и 30 посредством силового цилиндра 27 по направляющим 34 порталов 35 перемещаются к свободному продольному конвейеру 11 или 10, увлекая своими боковинами 31 принятую шпалу, которая, перемещаясь, скользит по площадке 28 и опорной поверхности конвейера и посредством ограничительного упора 36 устанавливается по оси конвейера. Свободный приемный карман 30 или 29 устанавливается по оси дополнительного продольного конвейера 15 для принятия очередной шпалы.
Перемещение шпалы на тот или иной параллельный продольный конвейер 11 или 10 осуществляется во время его остановки. Перемещение шпалы дополнительным продольным конвейером 15 при приеме шпалы одним из приемных карманов 29 или 30 и освобождение второго кармана 30 или 29 от шпалы при ее перемещении одним из параллельных продольных конвейеров 10 или 11 осуществляется одновременно.
При поочередном принятии шпал каждым из параллельных продольных конвейеров на каждом из них формируется поток продольно перемещаемых шпал и во время перемещения потока шпал одним из конвейеров на остановленном втором конвейере одновременно производятся на соответствующих технологических позициях операции по сверлению отверстий в шпалах, нарезанию в них резьбы и ввертыванию в них винтов.
Наколотые и закрепленные от растрескивания шпалы при очередном перемещении очередного параллельного продольного конвейера перемещаются на технологическую позицию V, откуда шпалы снимаются и пакетируются. Соответствующее для этого устройство не показано.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАКОЛКИ ШПАЛ И ЗАКРЕПЛЕНИЯ ИХ ОТ РАСТРЕСКИВАНИЯ | 2007 |
|
RU2336995C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ГЛУБОКОЙ НАКОЛКИ ШПАЛ | 2000 |
|
RU2184650C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ГЛУБОКОЙ НАКОЛКИ ШПАЛ | 1991 |
|
RU2026174C1 |
| Поточная линия для глубокой наколки шпал | 1989 |
|
SU1728012A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ГЛУБОКОЙ НАКОЛКИ ШПАЛ | 1991 |
|
RU2038962C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ШПАЛ ОТ РАСТРЕСКИВАНИЯ | 2003 |
|
RU2249646C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПАКЕТИРОВАНИЯ ПРОПИТАННЫХ ШПАЛ | 2003 |
|
RU2245245C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ РЕМОНТА ДЕРЕВЯННЫХ ЖЕЛЕЗНОДОРОЖНЫХ ШПАЛ | 2006 |
|
RU2327002C1 |
| Устройство для подачи на шпалы подкладок | 1989 |
|
SU1670024A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ ЗВЕНЬЕВ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1993 |
|
RU2063493C1 |
Изобретение относится к оборудованию для обработки железнодорожных шпал и может быть использовано при предпропиточной их обработке на шпалопропиточных предприятиях. Линия содержит участок по наколке шпал, включающий в себя кинематически связанные между собой поперечными конвейерами шпалопитатель, узел опиливания и наколочный станок с поперечным конвейером-накопителем отвода шпал от наколочного станка, и участок по закреплению шпал от растрескивания, включающий в себя параллельные продольные конвейеры с размещенными между ними реверсивными станками для сверления отверстий в шпалах, нарезания резьбы и ввертывания винтов. Параллельные продольные конвейеры расположены перпендикулярно поперечным конвейерам участка по наколке шпал. Между параллельными продольными конвейерами размещен дополнительный продольный конвейер, кинематически связанный с конвейером-накопителем, имеющим отсекатель шпал для выдачи их по одной на дополнительный конвейер. Дополнительный и параллельные продольные конвейеры оборудованы устройством для поочередной передачи шпал с дополнительного продольного конвейера на параллельные продольные конвейеры, выполненным в виде двух возвратно-поступательно перемещаемых над опорной поверхностью приемных П-образных карманов, размеры которых соответствуют размерам шпалы, а расстояние между осями приемных карманов соответствует расстоянию между осями дополнительного и параллельного продольных конвейеров. Отсекатель включает в себя опорную площадку, примыкающую к опорной поверхности дополнительного конвейера, снабженного боковым ограничителем, в пазах которого размещены ролики двух шарнирно закрепленных над опорной площадкой рычагов для взаимодействия с боковой поверхностью шпалы. Каждый рычаг в средней части оборудован силовым цилиндром с опорой на его штоке для прижатия шпалы к площадке. Техническим результатом изобретения является высокая производительность и эффективность использования оборудования. 2 з.п. ф-лы, 5 ил.
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ШПАЛ ОТ РАСТРЕСКИВАНИЯ | 1998 |
|
RU2151835C1 |
| Поточная линия для глубокой наколки шпал | 1989 |
|
SU1728012A1 |
| Поточная линия для обработки шпал | 1976 |
|
SU674908A1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ КОЛОННЫ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ НЕФТЯНЫХ СКВАЖИН ОТ ПАРАФИНА | 2012 |
|
RU2495995C1 |

