Предлагаемое изобретение относится к области механизации используемого на железнодорожном транспорте вспомогательного оборудования для обработки шпал и может быть использовано при предпропиточной обработке шпал или при их ремонте.
Известны устройства для закрепления шпал от растрескивания путем ввертывания винта на каждом ее конце и содержащие смонтированные на общей раме рольганг, фиксирующие упоры, механизмы сжатия шпал, сверлильно-нарезные и силовые головки (Авт. св. СССР N 356332, E 01 В 31/28; авт. св. СССР N 651078, E 01 В 31/20; Авт. св. СССР N 907128, E 01 В 31/20; А.Л.Бондарев, Д. Л. Журавский-Скалов. Ремонт деревянных шпал. -М.: Транспорт, 1972.- с.42-43, 89-92).
Сверление, нарезание резьбы и ввертывание винтов производится на одной позиции, для чего требуется на головках поочередная замена инструмента или инструмента и винта, что снижает производительность и эффективность использования оборудования. Для обрезки головок винтов используется долбежник в виде вертикально перемещаемой вращающейся пильной цепи.
Известно устройство (Авт. св. СССР N 1300068, E 01 В 31/28), содержащее рольганг с механизмом фиксации шпалы и смонтированные на общей раме в четырех вертикальных уровнях горизонтально установленные приводные шпиндельные головки для сверления отверстий в шпалах, нарезания в них резьбы, ввертывания в них винтов и сталкивания шпалы с верхней позиции. Для вертикального перемещения шпалы устройство оборудовано кареткой с опорами для шпал, установленными с возможностью вертикального их отклонения. Каждая позиция снабжена опорами для шпал, установленными на раме с возможностью поворота их в вертикальной плоскости. Оси шпинделей головок относительно каждой опоры на каждой позиции по вертикали установлены на одинаковом расстоянии и каждая позиция оборудована механизмами фиксации шпалы.
Известное устройство позволяет производить работы по сверлению отверстий, нарезанию в них резьбы и ввертыванию винтов в шпалы одновременно. Нет необходимости трат времени на смену инструмента. Все это способствует повышению производительности и эффективности использования оборудования. Однако вертикальное размещение позиций усложняет конструкцию устройства, ухудшает условия обслуживания и эксплуатации его.
Известно устройство для закрепления шпал от растрескивания (пат. РФ N 1744167, E 01 B 31/28 - принято за прототип), содержащее параллельные ветви конвейера (параллельные конвейеры) для продольного перемещения шпал, в зоне действия которого последовательно размещены позиции со смонтированными на них механизмами фиксации и сжатия концов шпал, а также устройствами (приводимыми шпиндельными головками) для сверления отверстий, нарезания в них резьбы и ввертывания винтов. Указанные устройства выполнены реверсивными и установлены между ветвями конвейера (между конвейерами) с возможностью перемещения от одной ветви к другой.
Выполнение указанных устройств (приводных шпиндельных головок) реверсивными и размещение их между параллельными ветвями конвейера с возможностью перемещения от одной ветви к другой позволяет обрабатывать шпалы потока одной ветви конвейера во время перемещения потока шпал второй ветвью конвейера, что повышает производительность устройства и позволяет выполнить такой объем шпал меньшим количеством устройств для сверления отверстий, нарезания в них резьбы и ввертывания в них винтов.
Механизмы фиксации выполнены в виде подвижных упоров и фиксируют шпалу на позиции за ее передний (по ходу подачи) торец, что позволяет одинаково ориентировать передаваемую с позиции на позицию шпалу для совпадения осей выполняемых в шпале отверстий на каждой позиции.
Такое выполнение механизмов фиксации возможно при выполнении ветвей конвейера (конвейеров) в виде рольгангов или других типов, когда при остановке шпалы за ее передний торец возможно проскальзывание конвейера относительно шпалы. Это обстоятельство диктует выбор конструктивно сложных конвейеров. Кроме того, при таком выполнении механизмов фиксации они должны сработать в промежутке между шпалами потока, т.е. пропустить шпалу и сработать для остановки подаваемой ей вслед шпалы за время и в пространстве до подхода очередной шпалы.
Необходимо устройство для закрепления шпал от растрескивания высокой производительности и эффективности с конструктивно простыми конвейерами и оборудованного механизмами, быстро и эффективно устанавливающими на последовательных технологических позициях каждую перемещаемую вдоль них шпалу ориентированно относительно осей исполнительных инструментов приводных шпиндельных головок для совпадения их продольных осей с осями исполняемых в шпале отверстий.
Для этого в известном устройстве, содержащем параллельные конвейеры с расположенными вдоль них последовательными технологическими позициями со смонтированными на них механизмами установки шпалы на позиции, механизмами сжатия шпалы и размещенными между конвейерами с возможностью перемещения от одного конвейера к другому реверсивными шпиндельными головками для сверления отверстий, нарезания в них резьбы и ввертывания в них винтов, а также механизмами для обрезки головок винтов, каждый конвейер выполнен в виде лотка со смонтированной по его оси бесконечной цепной передачей с толкателями, размещенными с шагом, превышающем длину шпалы и соответствующим размещению технологических позиций, механизм установки шпалы на позиции выполнен в виде приводного силовым цилиндром толкателя для продольного перемещения шпалы за ее задний по ходу перемещения торец и приводного силовым цилиндром тормозного рычага для торможения шпалы за ее боковую поверхность, механизм сжатия шпалы выполнен в виде прижимного одноплечего рычага, прижимная часть которого контактирует с кулачком, приводимым силовым цилиндром, а механизм для обрезки головок винтов выполнен в виде смонтированного заподлицо с боковой поверхностью шпалы со стороны ввертывания винта приводного силовым цилиндром ножа, оснащенного коническим заходным отверстием с кольцевой режущей крошкой.
Прижимная часть прижимного рычага выполнена с отверстием для выхода режущего инструмента.
Наличие технологических позиций для производства на каждой из них только лишь однотипной операции (сверление, нарезание резьбы, ввертывание винта), а также размещение реверсивных шпиндельных головок между параллельными конвейерами, когда возможно на одном из конвейеров производить операции со шпалами, а на другом в это же время перемещать шпалы с позиции на позицию позволяет закреплять шпалы от растрескивания с высокой производительностью и эффективностью.
Выполнение конвейера в виде лотка со смонтированной по его оси бесконечной цепной передачей с толкателями отличается простотой конструкции и надежностью в эксплуатации, но при этом точность остановки шпал не гарантируется.
Выполнение механизма установки шпалы на позиции в виде приводного силовым цилиндром толкателя для продольного перемещения шпалы за ее задний по ходу перемещения торец и приводного силовым цилиндром тормозного рычага для торможения шпалы за ее боковую поверхность позволяет точно установить шпалу на позиции за счет плавного и контролируемого перемещения ее вдоль лотка конвейера, компенсируя при этом неточность остановок шпал при перемещении толкателями цепной передачи.
Наличие механизма сжатия шпалы позволяет закрывать ее трещины при осуществлении операций по ее закреплению, а выполнение механизма сжатия шпалы в виде прижимного рычага, прижимная часть которого контактирует с кулачком, приводимым силовым цилиндром, позволяет сконструировать компактный механизм при длинном прижимном рычаге для почти прямолинейного перемещения его прижимной части с обеспечением необходимого усилия зажатия шпалы.
Выполнение механизма для обрезки головок винтов в виде смонтированного заподлицо с боковой поверхностью шпалы со стороны ввертывания винта приводного силовым цилиндром ножа, оснащенного коническим заходным отверстием с кольцевой режущей кромкой, позволяет уверенно принять подаваемый в отверстие шпалы винт и уверенно и заподлицо с боковой поверхностью шпалы обрезать головку ввернутого в шпалу винта за очень короткое время.
Выполнение прижимной части прижимного рычага с отверстием позволяет выйти за пределы шпалы сверлу или метчику при обработке узких шпал.
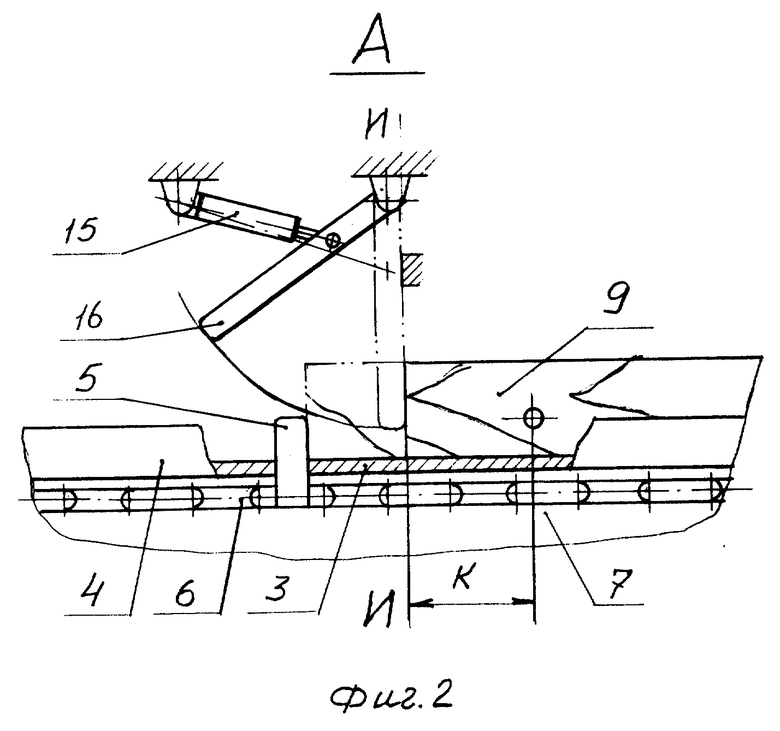
На фиг. 1 схематически изображено предлагаемое устройство, общий вид в плане; на фиг. 2 - вид А на фиг. 1, толкатель механизма установки шпалы на позиции, на фиг. 3 - разрез Б-Б на фиг. 1, тормозной за боковую поверхность шпалы рычаг; на фиг. 4 - разрез В-В на фиг. 1, механизм сжатия шпалы; на фиг. 5 - вид Г на фиг. 1 и 4, упор механизма сжатия шпалы; на фиг. 6 - вид Д на фиг. 4, вид с торца на механизм сжатия шпалы; на фиг. 7 - вид Е на фиг. 1, механизм для обрезки головок винтов; на фиг. 8 - разрез Ж-Ж на фиг. 7, нож механизма для обрезки головок винтов.
Устройство для закрепления шпал от растрескивания содержит два параллельных друг другу конвейера 1 и 2 с технологическими позициями I-V. Каждый конвейер выполнен в виде лотка с опорным днищем 3 и боковыми бортиками 4. Днище лотка выполнено не сплошным, а со щелью вдоль своей продольной оси для размещения в ней толкателей 5 бесконечной цепной передачи 6, смонтированной по продольной оси лотка. Верхняя и нижняя ветви конвейера опираются соответственно на верхнюю 7 и нижнюю 8 направляющие. Приводы конвейеров, которые располагаются за пределами позиции V, на чертеже не показаны. Толкатели 5 прикреплены к цепи бесконечной цепной передачи 6 с шагом, превышающим длину шпалы 9 так, чтобы шпалы на последовательных технологических позициях располагались с интервалом друг от друга, необходимом для размещения соответствующего технологического оборудования на позиции.
На каждом параллельном конвейере 1 и 2 на каждой технологической позиции II-IV смонтированы механизмы 10 установки шпалы 9 на позиции и механизмы 11 сжатия шпалы.
Между параллельными конвейерами с возможностью перемещения то к одному, то ко второму конвейеру смонтированы реверсивные шпиндельные головки: на позиции II - головки 12 для сверления отверстий в шпалах; на позиции III - головки 13 для нарезания в просверленных отверстиях резьбы; на позиции IV - головки 14 для ввертывания винтов в снабженные нарезкой отверстия шпал.
Механизм 10 установки шпалы на позиции выполнен в виде приводимого силовым цилиндром 15 толкателя 16 для продольного перемещения шпалы за ее задний по ходу перемещения ее по конвейеру торец на фиксированную отметку И-И и приводного силовым цилиндром 17 тормозного рычага 18 для прижима шпалы за ее боковую поверхность к боковому бортику 4 конвейера.
На позициях II-IV первая по ходу перемещения шпалы реверсивная шпиндельная головка установлена от фиксирующей отметки И-И на расстоянии К, требующемся для образования отверстия на боковой поверхности шпалы от ее торца, а вторая шпиндельная головка установлена от первой на расстоянии Л, обеспечивающем требуемое выполнение отверстия на втором конце шпалы.
Механизм 11 сжатия шпалы выполнен в виде прижимного одноплечего рычага 19, прижимная часть которого контактирует с кулачком 20, приводимым силовым цилиндром 21. Прижимная часть прижимного рычага 19 выполнена с отверстием для выхода режущего инструмента - сверла или метчика. Бортик конвейера в месте расположения механизма сжатия с противоположной от него стороны усилен (фиг. 4 и 5) и снабжен отверстием для режущего инструмента или винта.
На позиции IV со стороны ввертывания винта установлены механизмы 22 для обрезки их головок. Каждый механизм выполнен в виде смонтированного заподлицо с боковым бортиком конвейера, а следовательно, и с боковой поверхностью шпалы приводного силовым цилиндром 23 ножа 24, оснащенного коническим заходным отверстием 25 с кольцевой режущей кромкой 26.
Работает устройство следующим образом.
На позиции I производится прием шпал на конвейеры (устройство для укладки шпал на конвейеры не показано). Прием осуществляется во время остановки конвейеров. При перемещении потока шпал одним из параллельных конвейеров, со шпалами второго потока в это время на соответствующих позициях производятся соответствующие операции: на позиции II производится сверление шпал; на позиции III - нарезание резьбы в просверленных отверстиях; на позиции IV - ввертывание винтов в снабженные нарезкой отверстия шпал и обрезание иx головок. На позиции V производится уборка закрепленных от растрескивания шпал (устройство для уборки шпал также не показано).
Остановленная на каждой позиции шпала при перемещении потока шпал толкателями 5 цепной передачи 6 устанавливается обрезом своего заднего по ходу ее перемещения торца на фиксированную отметку И-И толкателями 16 механизма 10 установки шпалы на позиции при подтормаживании ее за боковую поверхность тормозным рычагом 18, что способствует ее точной установке на отметке И-И за короткое время, так как при подтормаживании исключается движение шпалы по инерции при кратковременном (толчковом) воздействии на нее толкателя 16. В исходном положении толкатели 16 и тормозные рычаги 18 не препятствуют перемещению шпал потока.
Каждый конец установленной на позиции шпалы сжимается для закрытия в ней трещин нажимной площадкой рычага 19 при упоре противоположной боковой поверхности шпалы в усиленный в этом месте боковой бортик конвейера. Длина рычага обеспечивает практически прямолинейное перемещение ее нажимной площадки, а необходимые ход и усилие обеспечиваются приводимым гидроцилиндром кулачком 20. В исходное положение рычаг отводится пружиной при освобождении кулачком ее площадки.
Последовательно перемещаемая по конвейеру от позиции к позиции шпала ориентируется и фиксируется с обеспечением совпадения изготовляемых в ней отверстий с осями шпиндельных головок за счет установки ее торца на фиксирующей отметке И-И с последующим выдерживанием размеров К и Л. Выполнение шпиндельных головок реверсивными позволяет, выполнив операции на позициях потока шпал одного из конвейеров, тотчас приступить к выполнению операций со шпалами потока второго конвейера, на котором шпалы перемещались и ориентировались во время обработки шпал первого конвейера.
При сверлении отверстий и нарезания в них резьбы на позициях II и III возможен выход инструмента за пределы шпалы, чему не препятствует нажимная площадка механизма сжатия шпалы, так как она в этом месте оснащена отверстием. Беспрепятственный заход инструмента также обеспечен отверстием в усиленном бортике конвейера.
Заходу винта в отверстие шпалы на позиции IV способствует заходный конус ножа, который срабатывает на срез головки винта после его ввертывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ШПАЛ ОТ РАСТРЕСКИВАНИЯ | 2003 |
|
RU2239686C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ШПАЛ ОТ РАСТРЕСКИВАНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1999 |
|
RU2181810C2 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАКОЛКИ ШПАЛ И ЗАКРЕПЛЕНИЯ ИХ ОТ РАСТРЕСКИВАНИЯ | 2003 |
|
RU2249645C1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ШПАЛ ОТ РАСТРЕСКИВАНИЯ | 2003 |
|
RU2249646C1 |
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО СОСТАВА НАСЫПНЫМ ГРУЗОМ | 1997 |
|
RU2137697C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ НАКОЛКИ ШПАЛ И ЗАКРЕПЛЕНИЯ ИХ ОТ РАСТРЕСКИВАНИЯ | 2007 |
|
RU2336995C1 |
| УСТРОЙСТВО ДЛЯ СОРТИРОВКИ И ПАКЕТИРОВАНИЯ ДЕРЕВЯННЫХ ШПАЛ | 1997 |
|
RU2130420C1 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ СКРЕПЛЕНИЙ | 1997 |
|
RU2126474C1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ЗВЕНЬЕВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1997 |
|
RU2128758C1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ РЕЛЬСОВ РЕЛЬСОШПАЛЬНОЙ РЕШЕТКИ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 1999 |
|
RU2167971C2 |






Изобретение относится к оборудованию для ремонта шпал. Устройство содержит параллельные конвейеры, механизмы установки шпалы на позиции, сжатия шпалы, обрезки головок винтов и размещенные между конвейерами с возможностью перемещения от одного конвейера к другому реверсивные шпиндельные головки для сверления отверстий, нарезания в них резьбы и ввертывания в них винтов. Каждый конвейер выполнен в виде лотка со смонтированной по его оси бесконечной цепной передачей с толкателями. Механизм установки шпалы на позиции выполнен в виде приводного силовым цилиндром толкателя для продольного перемещения шпалы за ее задний по ходу перемещения торец и приводного силовым цилиндром тормозного рычага для торможения шпалы за ее боковую поверхность. Механизм сжатия шпалы выполнен в виде прижимного одноплечего рычага, прижимная часть которого контактирует с кулачком, приводимым силовым цилиндром. Механизм для обрезки головок винтов выполнен в виде смонтированного заподлицо с боковой поверхностью шпалы со стороны ввертывания винта приводного силовым цилиндром ножа, оснащенного коническим заходным отверстием с кольцевой режущей кромкой. Изобретение позволяет повысить эффективность работы устройства путем точной подачи шпал для обработки. 1 з.п.ф-лы, 8 ил.
| Устройство для закрепления шпал от растрескивания | 1990 |
|
SU1744167A1 |
| Устройство для сверления деревянных шпал железнодорожного пути | 1983 |
|
SU1174512A1 |
| Устройство для поджатия шпал к рельсам в звеноразборочных агрегатах | 1972 |
|
SU439559A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕРЕВЯННЫХ ШПАЛ | 1992 |
|
RU2075567C1 |
| Устройство для сопряжения процессора с внешней памятью | 1988 |
|
SU1571597A1 |

