Изобретение относится к обработке металлов давлением, а именно к способам холодной безоблойной высадки крепежных изделий.
Известен способ изготовления болта с фланцем, включающий прямое выдавливание стержня, предварительную высадку головки в форме усеченного конуса с небольшим фланцем, окончательную высадку головки болта (Ковка и штамповка: Справочник, т.3, под редакцией Г.А.Навроцкого. М.: Машиностроение, 1987, с.258, рис.48).
Известный способ имеет ряд недостатков:
- на первой позиции получение стержня выдавливанием исходной заготовки происходит с большой степенью деформации, что снижает стойкость инструмента и предъявляет высокие требования к пластическим характеристикам исходного материала;
- на третьей позиции не обеспечивается качественное заполнение граней шестигранника и возможно образование на торце заусенцев и трещин.
Наиболее близким к предлагаемому является способ получения ступенчатой детали, включающий предварительное и окончательное формирование цилиндрических поверхностей, цилиндрического фланца, многогранника (Ковка и штамповка: Справочник, т.3, под редакцией Г.А.Навроцкого. М.: Машиностроение, 1987, с.130-131, рис.12,в).
Этот способ имеет следующие недостатки:
- одновременное на первой позиции выполнение операций выдавливания и редуцирования стержней и осадки шестигранника не обеспечивает хорошее качество заполнения граней;
- следствием больших нагрузок на инструмент является низкая его стойкость и высокие требования к пластическим характеристикам металла;
- изготовить направляющий винт данным способом представляется затруднительным.
Изобретение решает задачу создания безоблойного способа изготовления направляющего винта с повышенной стойкостью формообразующего инструмента и с улучшенным качеством готовых деталей.
Поставленная задача решена тем, что в способе изготовления направляющего винта, включающем предварительное и окончательное формирование цилиндрических участков, цилиндрического фланца, многогранника, согласно изобретению формирование происходит на трех формообразующих позициях, при этом на первой позиции предварительно формируют с одного торца усеченный направляющий конус на второй позиции осаживают стержень с получением цилиндрического фланца между цилиндрическими участками заготовки и окончательно формируют усеченный направляющий конус, на третьей позиции со стороны усеченного направляющего конуса редуцируют шестигранник, оставляя до фланца цилиндрический участок с полученным на предыдущей позиции диаметром, а с другой стороны редуцируют стержень под накатку резьбы.
Благодаря более равномерному распределению деформаций по формообразующим позициям достигнуто существенное повышение стойкости инструмента. Сведена до минимума вероятность появления поверхностных дефектов.
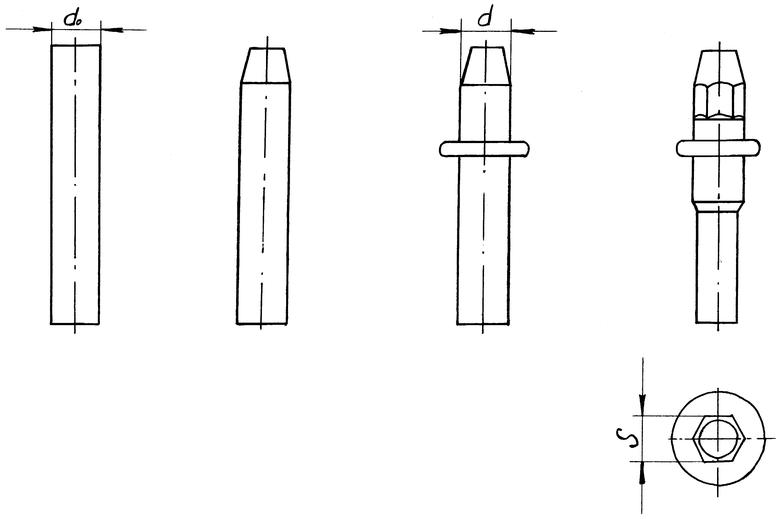
Изобретение поясняется чертежом.
Способ осуществляется следующим образом.
От бунтового металла отрезают исходную заготовку мерной длины диаметром d0=1,1S, где S - номинальный размер под ключ шестигранника. На первой формообразующей позиции предварительно формируют усеченный направляющий конус. На второй позиции осаживают цилиндрический фланец и окончательно формируют направляющий усеченный конус, причем на первой и второй позициях со стороны направляющего конуса осаживают цилиндрический стержень до диаметра d=1,13÷1,15S. На третьей позиции со стороны усеченного направляющего конуса редуцируют шестигранник, оставляя до фланца цилиндрический участок с полученным на предыдущей позиции диаметром, а с другой стороны редуцируют стержень под накатку резьбы.
Благодаря выбору оптимального диаметра исходной заготовки и использование редуцирования при получении шестигранника вместо осадки применение предлагаемого способа позволяет получить изделия высокого качества, повысить стойкость инструмента и упростить его наладку.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ДЕРЖАТЕЛЯ ДВЕРИ | 2010 |
|
RU2443495C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА ДЕРЖАТЕЛЯ ДВЕРИ | 2020 |
|
RU2755787C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ ЖЕЛЕЗНОДОРОЖНЫХ ПУТЕЙ | 1995 |
|
RU2073582C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ГОЛОВКОЙ, ИМЕЮЩЕЙ ВНУТРЕННИЙ МНОГОГРАННИК И ФЛАНЕЦ, НА ХОЛОДНОВЫСАДОЧНОМ АВТОМАТЕ | 2007 |
|
RU2350424C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНЫХ БОЛТОВ | 2001 |
|
RU2207930C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ИМЕЮЩИХ МНОГОГРАННОЕ СЕЧЕНИЕ | 2001 |
|
RU2200642C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2001 |
|
RU2209703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2012 |
|
RU2489224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТОВ С ФЛАНЦЕМ | 2002 |
|
RU2222408C2 |
Изобретение относится к обработке металлов давлением, а именно к способам холодной безоблойной высадки крепежных изделий. Способ включает предварительное и окончательное формирование цилиндрических участков, цилиндрического фланца и многогранника. Формирование происходит на трех формообразующих позициях. На первой позиции предварительно формируют с одного торца усеченный направляющий конус. На второй позиции осаживают стержень с получением цилиндрического фланца между цилиндрическими участками заготовки и окончательно формируют усеченный направляющий конус. На третьей позиции со стороны усеченного направляющего конуса редуцируют шестигранник, оставляя до фланца цилиндрический участок с полученным на предыдущей позиции диаметром. С другой стороны редуцируют стержень под накатку резьбы. В результате обеспечивается создание безоблойного способа изготовления направляющего винта с повышенной стойкостью формообразующего инструмента и улучшение качества готовых изделий. 1 ил.
Способ изготовления направляющего винта, включающий предварительное и окончательное формирование цилиндрических участков, цилиндрического фланца, многогранника, отличающийся тем, что формирование производят на трех формообразующих позициях, при этом на первой позиции предварительно формируют с одного торца усеченный направляющий конус, на второй позиции осаживают стержень с получением цилиндрического фланца между цилиндрическими участками заготовки и окончательно формируют усеченный направляющий конус, на третьей позиции со стороны усеченного направляющего конуса редуцируют шестигранник, оставляя до фланца цилиндрический участок с полученным на предыдущей позиции диаметром, а с другой стороны редуцируют стержень под накатку резьбы.
| Ковка и штамповка, Справочник, под ред | |||
| НАВРОЦКОГО Г.А., Москва, Машиностроение, 1987, с.130-131, рис.12в | |||
| Способ изготовления стержневых изделий с многогранной головкой и мертвой шайбой | 1972 |
|
SU464374A1 |
| Способ изготовления деталей с головкой | 1980 |
|
SU967661A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОЛТА С ФАСОННОЙ ГОЛОВКОЙ И ФЛАНЦЕМ | 2001 |
|
RU2207931C2 |
| US 4682381 A1, 17.05.1977. | |||

