Изобретение относится к машиностроению, а именно к устройствам для обработки винтовых поверхностей на изделиях с нецилиндрической сердцевиной, например пальцевых модульных фрез с винтовыми режущими кромкамн.
Известно устройство для нарезания и заточки зубьев многолезвийного фасонного инструмента, представляющее собой основание, несущее инструментальный шпиндель и корпус с размещенной в нем осью, установленной на ней с возможностью поворота люльку, в которой расположен шпиндель изделия 1.
Недостатком известного устройства является сложность конструкции и переналадки на обработку других типоразмеров изделий с нецилиидрической сердцевиной.
Цель изобретения - упрощение конструкции и расширение технологических возможностей за счет использования сферического инструмента.
Поставленная цель достигается тем, что в устройстве для нарезания и заточки зубьев многолезвийного фасонного инструмента, представляющем собой основание, несущее инструментальный шпиндель н корпус с размещенной в нем осью, на которой установлена с возможностью поворота люлька, в которой расположен шпиндель изделия, инструментальный шпиндель установлен так, что его ось пересекает ось люльки в центре сферической поверхности инструмента, при этом ось люльки размещена параллельно оси шпинделя изделия с возможностью изменения указанного межосевого расстояния.
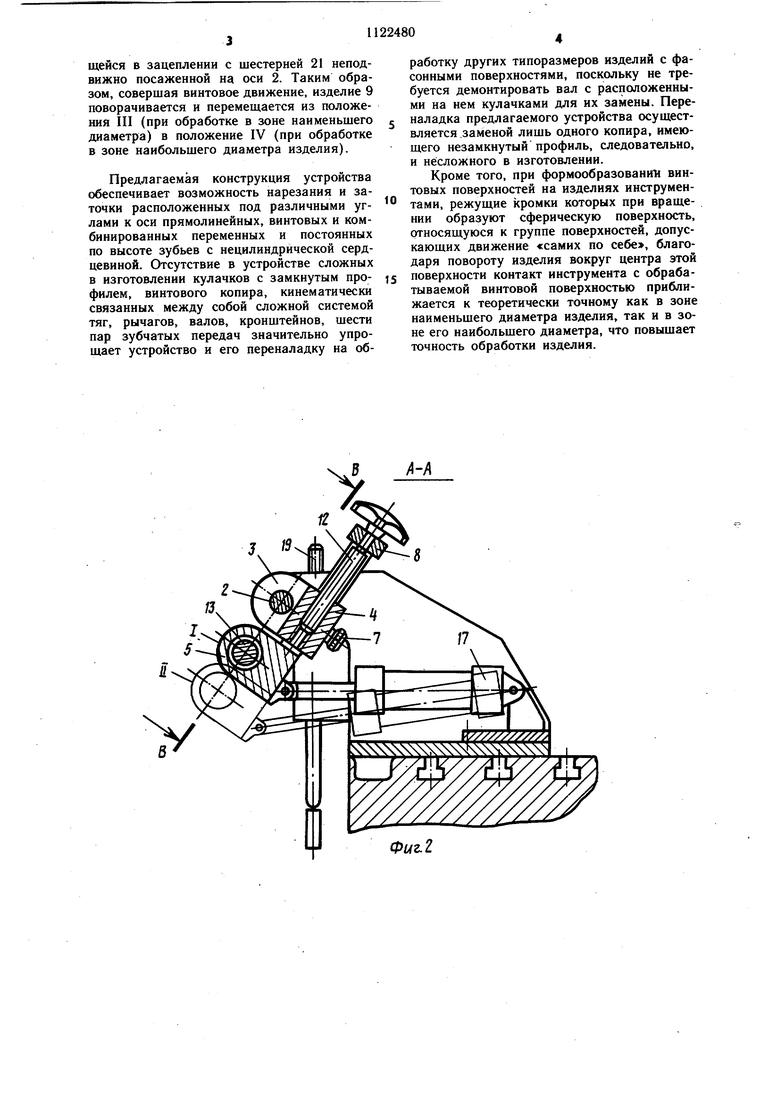
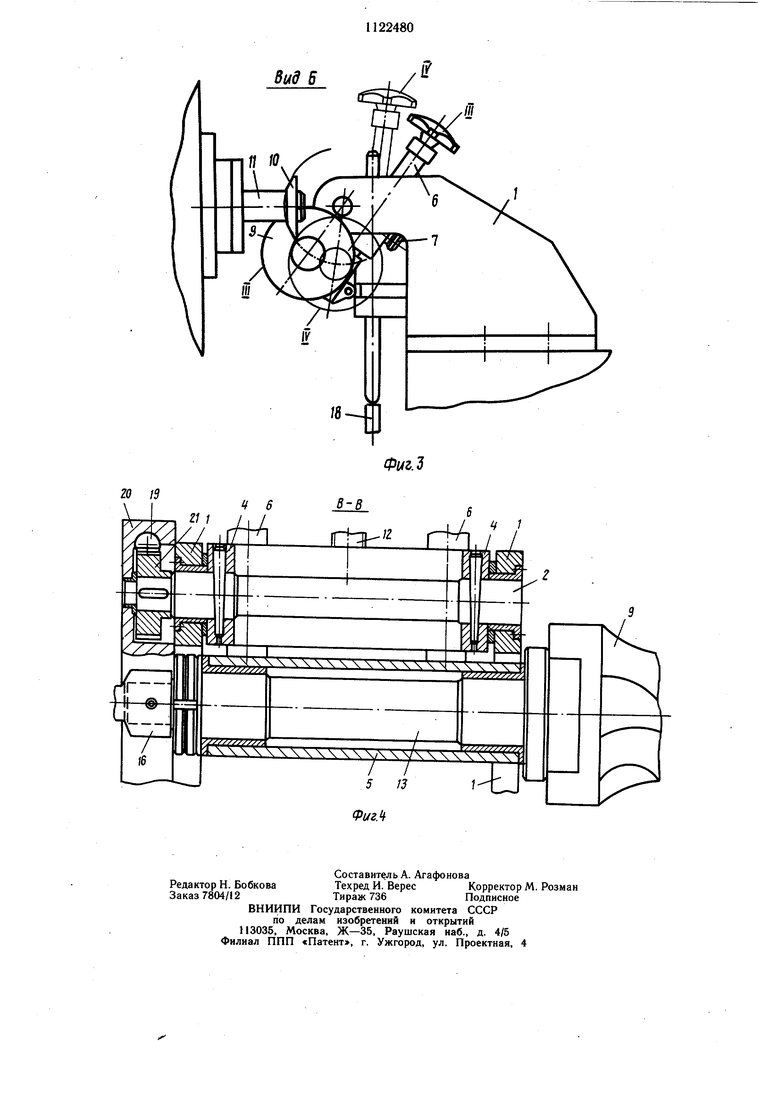
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 разрез В-В на фиг. 2.
Устройство состоит из корпуса 1 неподвижно установленного на основании (не обозначено) станка например, фрезерного. В расточке корпуса 1 смонтирована ось 2, с которой соединена люлька 3, состоящая из закрепленной на оси 2 серьги 4 и корпуса 5, соединенных между собой скалками 6,имеющими возможность установочного перемещения в направляющих отверстиях серьги 4 и стопорения в заданном положении, например, при помощи винтов 7, причем одни концы скалок 6 жестко закреплены в ijopnyce 5, а другие концы скалок 6 соединены между собой планкой 8, с которой связан механизм установки расстояния между осью 2 поворота люльки 3 и осью изделия 9 на заданную величину радиуса сферической производящей поверхности инструмента 10, установленного в щпннделе 11 инструмента 10. Винт 12 размещен в планке 8 с возможностью вращательного движения и ввернут резьбовым концом в серьгу 4.
В расточке шпиндельного корпуса 5 смонтирован щпиндель 13 для закрепления обрабатываемого изделия 9. Вращательное движение изделию 9 передается от ходового винта стола станка через гитару сменных колес 14, делительную головку 15 и карданный вал 16,,соединенный со шпинделем 13. При формообразовании винтовой поверхности на изделиях с нецилиидрической сердцевиной необходимый отвод изделия 9 от инструмента 10 в устройстве осуществляется поворотом люльки 3 вокруг оси 2 при помощи механизма перемещения, выполненного в виде пневмоцилиндра 17, воздействующего на щпиндельный корпус 5 и работающего согласованию с механизмом управления, выполненным в виде копириого устройства, состоящего из копира 18, профиль которого представляет развертку на плоскости винтовой линии стружечной канавки изделия 9. Копир 18 контактирует с рейкой-толкателем 19, перемещающейся в направляющем отверстии крышки 20 корпуса 1 и находящейся в зацеплении с шестерней 21, неподвижно закрепленной на оси 2.
Устройство работает следующим образом.
Стол станка развора ивается на расчетный угол. Гитара сменных колес 14 настраивается на шаг обрабатываемой винтовой поверхности изделия 9. Винтом 12 устанавливается расстояние между осью изделия 9 и осью поворота люльки 3, равное радиусу сферической производящей поверхности, образуемой режущими кромками вращающегося вокруг своей оси инструмента 10. Для увеличения межосевого расстояния вворачивают винт 12 в резьбовое отверстие серьги 4, перемещая при этом планку 8 со скалками б и щпиндельным корпусом 5, в котором смонтирован щпиндель 13. Таким образом изделие 9. закрепленное в щпинделе 13, перемещается из положения 1 в положение И (фиг. 2). Для уменьщения межосевого расстояния винт 12 выворачивают из серьги. Корпус 1 устанавливается неподвижно на столе станка так, что ось 2 поворота люльки проходит через центр сферической производящей поверхности инструмента 10. При продольном перемещении стола станка вращательное движение от ходового винта передается через гитару сменных колес 14, делительную головку 15, карданный вал 16 шпинделю 13, в котором закреплено обрабатываемое изделие 9.
При формообразовании винтовых поверх ностей на изделиях с нецилиндрической сердцевиной отвод изделия 9 от инструмента 10 осуществляется поворотом люльки 3 юкруг оси 2 при помощи пневмоцилиндра 17, воздействующего на шпиндельный корпус 5 и управляемого копиром 18, контактирующим с рейкой-толкателем 19, находящейся в зацеплении с шестерней 21 неподвижно посаженной на оси 2. Таким образом, совершая винтовое движение, изделие 9 поворачивается и перемещается из положения III (при обработке в зоне наименьшего диаметра) в положение IV (при обработке в зоне наибольшего диаметра изделия).
Предлагаемая конструкция устройства обеспечивает возможность нарезания и заточки расположенных под различными углами к оси прямолинейных, винтовых и комбинироваиных переменных н постоянных по высоте зубьев с нецилиндрической сердцевиной. Отсутствие в устройстве сложных в изготовлении кулачков с замкнутым профилем, винтового копира, кинематически связанных между собой сложной системой тяг, рычагов, валов, кронштейнов, шести пар зубчатых передач значительно упрощает устройство н его переналадку на обработку других типоразмеров изделий с фасонными поверхностями, поскольку не требуется демонтировать вал с расположенными на нем кулачками для их замены. Переналадка предлагаемого устройства осуществляется .заменой лишь одного копира, имеющего незамкнутый профиль, следовательно, и несложного в изготовлении.
Кроме того, при формообразовании винтовых поверхностей на изделиях инструментами, режущие кромки которых при вращении образуют сферическую поверхность, относящуюся к группе поверхностей, допускающих движение «самих по себе, благодаря повороту изделия вокруг центра этой поверхности контакт инструмента с обрабатываемой винтовой поверхностью приближается к теоретически точному как в зоне наименьшего диаметра изделия, так и в зоне его наибольщего диаметра, что повышает точность обработки изделия.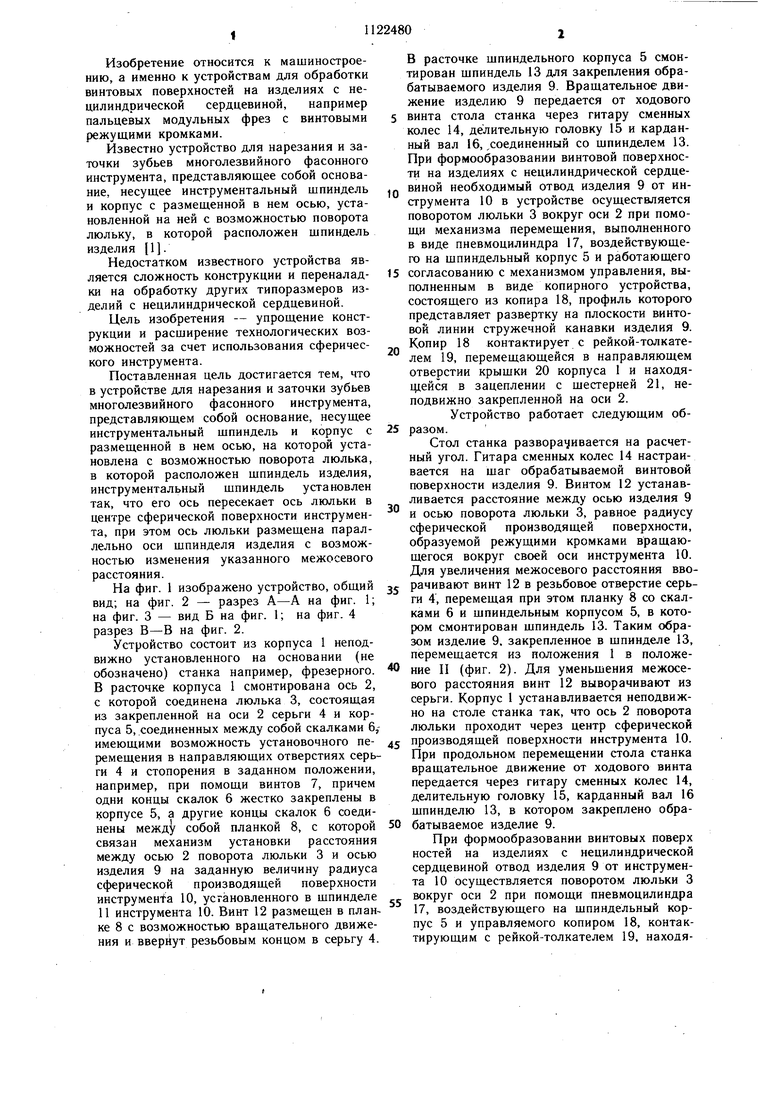
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нарезания и заточки зубьев многолезвийного фасонного инструмента | 1985 |
|
SU1261771A2 |
| Устройство для нарезания и заточки зубьев многолезвийного фасонного инструмента | 1986 |
|
SU1393596A2 |
| Устройство для нарезания и заточкизубьЕВ МНОгОлЕзВийНОгО фАСОННОгОиНСТРуМЕНТА | 1974 |
|
SU818825A1 |
| Станок для заточки зубьев многолезвийного фасонного инструмента | 1976 |
|
SU737193A1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО | 1971 |
|
SU309582A1 |
| УСТРОЙСТВО К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ ВИНТОВОЙ ПОВЕРХНОСТИ | 2003 |
|
RU2253545C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВИНТОВЫХ ПОВЕРХНОСТЕЙ ПОСТОЯННОГО ШАГА У ИЗДЕЛИЙ С НЕЦИЛИНДРИЧЕСКОЙ СЕРДЦЕВИНОЙ | 1995 |
|
RU2115533C1 |
| ПОЛУАВТОМАТ ДЛЯ ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУМЕНТА | 1969 |
|
SU241994A1 |
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| Устройство для шлифования рабочих поверхностей инструмента | 1970 |
|
SU498149A1 |
УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ И ЗАТОЧКИ ЗУБЬЕВ МНОГОЛЕЗВИЙНОГО ФАСОННОГО ИНСТРУМЕНТА, представляющее собой основание, несущее инструментальный шпиндель и корпус с размещенной в нем осью, на которой установ-. лена с возможностью поворота люлька с расположенным в ней шпинделем изделия, отличающееся тем, что, с целью упрощения конструкции и расширения технологических возможностей за счет использования сферического инструмента, инструментальный щпнндель смонтирован так, что его ось пересекает ось люльки в центре сферической поверхности инструмента, при этом ось люльки размещена параллельно оси щпинделя изделия с возможностью изменения указанного межосевого расстояния.
11
Б Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для нарезания и заточкизубьЕВ МНОгОлЕзВийНОгО фАСОННОгОиНСТРуМЕНТА | 1974 |
|
SU818825A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
