Предлагаемое изобретение относится к металлургии, в частности к термической обработке мартенситных дисперсионно-твердеющих сталей.
Известны способы термической обработки стали, включающие закалку с температур 950-1000°С с охлаждением в воде и старение в интервале температур 230-650°С 2-3 часа, с применением обработки холодом после закалки или без обработки, которые обеспечивают уровень механических свойств стали, необходимый для использования стали в качестве высокопрочной, жаропрочной стали (ОСТ 92-1311-77 "Детали из сталей и сплавов. Технические требования и термообработка", ТУ14-1-744-73 "Прутки горячекатаные и кованные из стали 08Х15Н5Д2Т-ВД (ЭП410У-вд)."
Недостатками известных способов термической обработки стали являются низкий уровень гарантированных пластических характеристик (минимально гарантированный уровень относительного удлинения 10%), невозможность использования сталей для изготовления деталей, работающих в сероводородсодержащих средах под нагрузкой не менее 0,8 (σ0,2=517 МПа), из-за образования трещин (первых признаков сероводородного растрескивания под напряжением) на рабочих поверхностях и несоответствия комплекса механических свойств требованиям стандарта API 6A, предъявляемым к материалам, работающим в кислых средах.
Известны способы термической обработки нержавеющих сталей переходного класса с дисперсионным упрочнением, включающие закалку с температур в интервале 925-1065°С и старение в интервале температур частичной аустенизации 730-760°С и в интервале дисперсионного твердения 400-565°С, применяемые для деталей повышенной прочности и твердости (А.А.Бабаков, М.В.Приданцев. Коррозионно-стойкие стали и сплавы. М.: Металлургия, 1971).
Недостатками известных способов термической обработки стали являются низкий уровень гарантированных пластических характеристик (минимально гарантированный уровень относительного удлинения 10%), невозможность использования сталей для изготовления деталей, работающих в сероводородсодержащих средах под нагрузкой не менее 0,8 (σ0,2-517 МПа), из-за образования трещин (первых признаков сероводородного растрескивания под напряжением) на рабочих поверхностях и несоответствия комплекса механических свойств требованиям стандарта API 6A, предъявляемым к материалам, работающим в кислых средах.
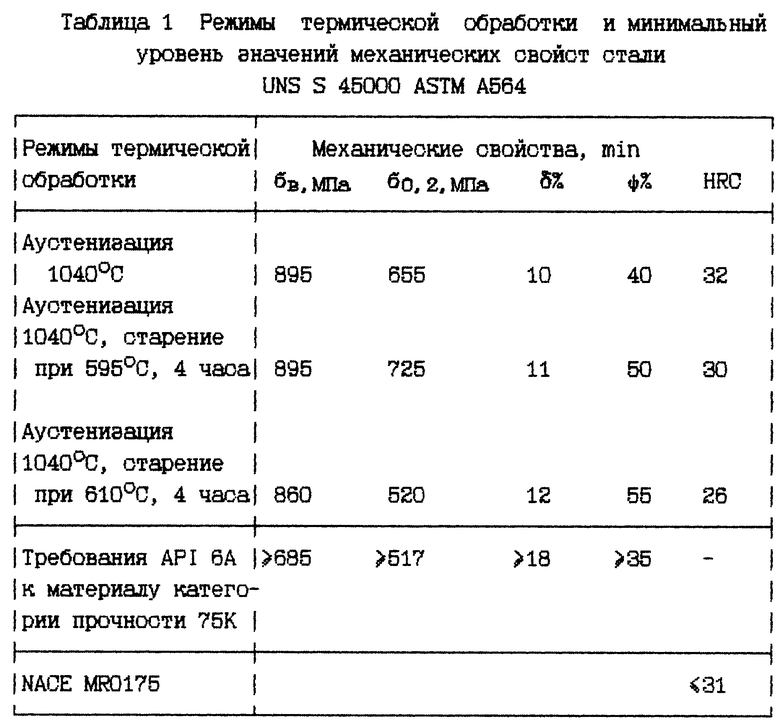
Известным техническим решением является способ термической обработки стали мартенситного класса с дисперсионным упрочнением марки UNS S 45000 ASTM A564 (ASTM A564 Standard Specification for Hot-Rolled and COld-Finished Age-Hardening Stainless Steel Bars and Shapes"), рекомендованной для работы в кислых средах стандартом NACE MR0175 с твердостью не выше 31 HRC (NACE MR0175 Standard Material Requirements. Sulfide Stress Cracking Resistant Metallic Materials for Oilfield Equipment).
Недостатком данного технического решения является то, что при использовании режимов термообработки, приведенных в стандарте ASTM A564 (таблица 1), гарантируется низкий уровень минимальных значений относительного удлинения и минимальное значение твердости HRC близко к максимально допустимому для данной стали стандартом NACE MR0175.
Термообработка по указанным режимам отечественных сталей мартенситного класса с дисперсионным упрочнением также не обеспечивает требуемый API 6A и NACE MR0175 комплекс механических свойств и образцы, изготовленные в соответствии с требованиями стандарта NACE TM0177 для испытания по методу А, не выдерживают 720 часов под необходимой нагрузкой в сероводородсодержащей среде.
Известен способ термической обработки нержавеющих сталей мартенситного класса, включающий нормализацию и двукратный отпуск с температурой второго отпуска 500-600°С, (a.SU 1539221 A1, C 21 D 6/00; 6/02, прототип). Недостатком данного технического решения является то, что детали, обработанные данным способом, не выдерживают 720 часов под необходимой нагрузкой в сероводородсодержащей среде.
Технической задачей предполагаемого изобретения является создание новых свойств известных сталей: стойкости к сероводородному растрескиванию под напряжением для изготовления деталей в изделиях, работающих в кислых средах под нагрузкой не менее 0,8σ0,2, где σ0,2 - 517 МПа в климатических условиях Севера и средней полосы, повышение уровня пластических характеристик и работы удара при отрицательных температурах.
Предложенный способ термической обработки мартенситных дисперсионно-твердеющих сталей, например, ЭП 410-ВД ТУ14-1-744-73, ОСТ 92-1311-77 и ЭП 699 -БД ТУ 14-1-1655-75 отличается от известного тем, что термическая обработка проводится по режиму, создающему требуемый для повышения стойкости к сероводородному растрескиванию под напряжением комплекс механических свойств за счет изменения структурного состояния стали, достигая оптимального количества выделяемых при старении дисперсных фаз и количества мартенсита.
Это достигается тем, что при термической обработке мартенситных дисперсионно-твердеющих сталей проводится закалка с температуры 900-1000°С, затем проведение старения в интервале 650°C и не выше 675°С в течение не менее 4-х часов и при температуре 620°C±10°C в течение не менее 4-х часов, при этом для получения твердости не выше требований к аналогу UNS S 45000 АSТМ А564 из рекомендаций NACE MR0175 31 HRC двойной отпуск повторяется дважды. В результате стали приобретают структуру бесструктурного мартенсита с зерном аустенита до N 8 ГОСТ 21073, без карбидных и интерметаллидных выделений на границах зерна.
Пример
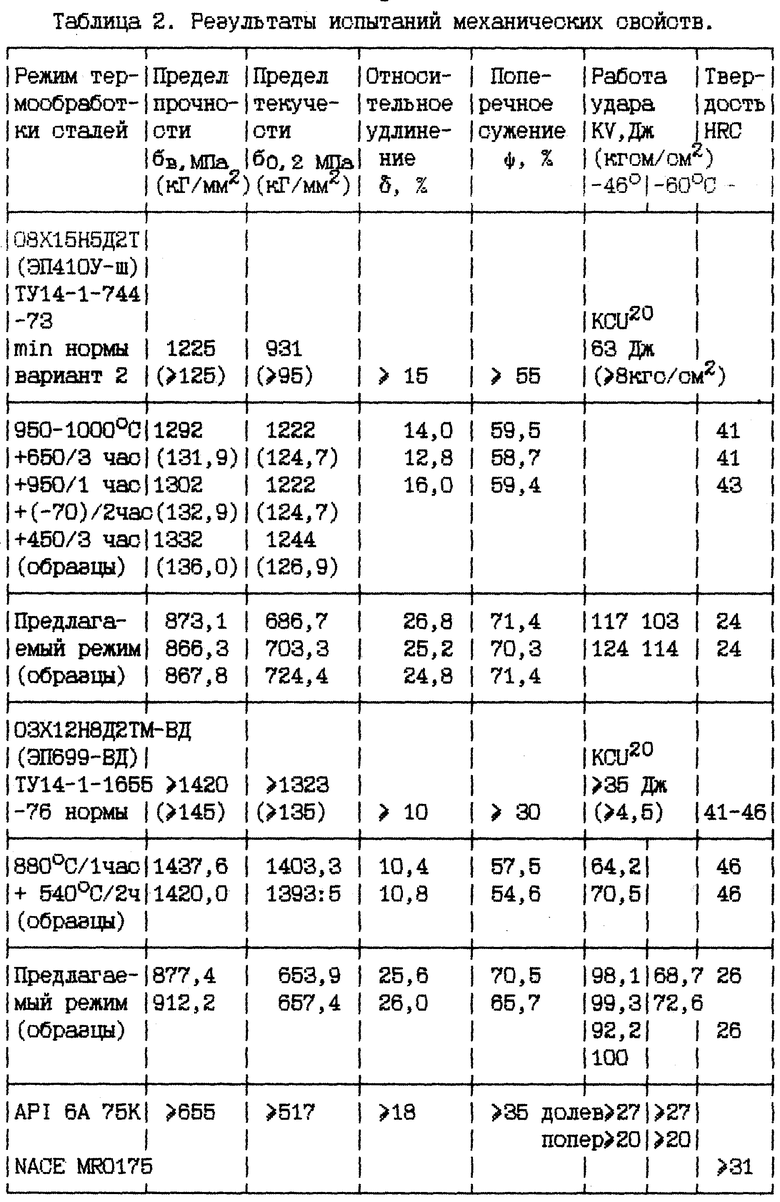
Стали 08Х15Н5Д2Т (ЭП410У-ш) и 0ЗХ12Н8Д2ТМ-ВД (ЭП699-ВД), предназначенные для работы в авиационной технике, после термообработки по предлагаемому режиму приобрели свойства, позволяющие использовать их как коррозионно-стойкие, сероводородостойкие под напряжением в оборудовании, используемом в нефтегазовой отрасли (таблица 2).
Результаты испытаний сталей 08Х15Н5Д2Т (ЭП410У-ш) и 0ЗХ12Н8Д2ТМ-ВД (ЭП699-ВД) с термообработкой по предлагаемому способу на стойкость к сероводородному коррозионному растрескиванию под напряжением по методу А стандарта NACE ТМ0177 показаны в таблице 3.
Термическая обработка по предлагаемому режиму повышает пластические характеристики стали и работу удара при отрицательных температурах, снижает твердость, т.е. характеристики, необходимые для эксплуатации деталей из сталей в климатических условиях Севера и средней полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОЙ КОРРОЗИОННО-СТОЙКОЙ НАПЛАВКИ НА ЛЕГИРОВАННЫХ И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЯХ | 2005 |
|
RU2309989C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ АУСТЕНИТНОЙ ДИСПЕРСИОННО-ТВЕРДЕЮЩЕЙ СТАЛИ | 2001 |
|
RU2201971C2 |
| КОРРОЗИОННОСТОЙКАЯ ВЫСОКОПРОЧНАЯ СТАЛЬ | 2012 |
|
RU2519337C1 |
| Способ термической обработки малоуглеродистых мартенситно- стареющих нержавеющих сталей | 1978 |
|
SU779415A1 |
| АУСТЕНИТНАЯ ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ ВЫСОКОПРОЧНАЯ СТАЛЬ, СТОЙКАЯ К СЕРОВОДОРОДНОМУ РАСТРЕСКИВАНИЮ ПОД НАПРЯЖЕНИЕМ | 2009 |
|
RU2415962C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОРРОЗИОННО-СТОЙКИХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 2013 |
|
RU2535889C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1999 |
|
RU2148660C1 |
| ДИСПЕРСИОННО-ТВЕРДЕЮЩАЯ СТАЛЬ (ВАРИАНТЫ) И ИЗДЕЛИЕ ИЗ СТАЛИ (ВАРИАНТЫ) | 2007 |
|
RU2383649C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИЙ | 1997 |
|
RU2129166C1 |
| Способ термообработки высоколегированных вторично-твердеющих сталей | 1979 |
|
SU991518A1 |
Изобретение относится к металлургии, в частности к термической обработке мартенситных дисперсионно-твердеющих сталей. Техническим результатом является повышение стойкости к сероводородному растрескиванию деталей, работающих в кислых средах под нагрузкой не ниже 0,8 от 517 МПа в климатических условиях Севера, повышение уровння пластических характеристик, работы удара при отрицательных температурах. Это достигается тем, что при термической обработке мартенситных дисперсионно-твердеющих сталей проводится закалка с температуры 900-1000°С в течение 1 часа и дважды двойное старение в интервале температур 650°С и не выше 675°С±20°С и при температуре 620°С±10°С в течение не менее 4-х часов при каждом нагреве. 1 з.п. ф-лы, 2 табл.
| Способ термической обработки нержавеющих сталей мартенситного класса | 1988 |
|
SU1539221A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ НЕРЖАВЕЮЩИХСТАЛЕЙ | 0 |
|
SU249409A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОПРОЧНЫХ КОРРОЗИОННО-СТОЙКИХ ХРОМОНИКЕЛЕВЫХ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 2001 |
|
RU2176674C1 |
| ВСЕСОЮЗНАЯ 1|Пнт:нтно-ТЕ):;^Г1г.::^;5| | 0 |
|
SU305195A1 |
| БИРМАН С.Р., Экономнолегированные мартенситностареющие стали, 1974, с.163. | |||

