Изобретение относится к способам термической обработки сталей, в частности высокопрочных коррозионно-стойких хромоникелевых сталей мартенситного класса с высокой стабильностью переохлажденного аустенита, которые применяются в стационарном и транспортном атомном энергомашиностроении, судостроении, теплоэнергетике, в оборонной технике и отраслях народного хозяйства.
Возможности освоения производства массивных заготовок из высокопрочных коррозионно-стойких сталей мартенситного класса ограничиваются образованием высокого уровня структурных превращений при закалке, приводящему в ряде случаев к разрушению.
Известен способ термической обработки сталей мартенситного класса, включающий закалку с 1000-1050oC и отпуск при 600-770oC [1]. При такой термической обработке после закалки образуется высокий уровень остаточных напряжений, что может привести к образованию трещин в массивных изделиях.
Наиболее близким по технической сущности и принятый за прототип является способ по а.с. СССР N 749914, публ. 23.07.80 (бюл. N 27), включающий закалку и отпуск, отличающийся тем, что закалку производят путем многократных охлаждений до температур, лежащих в интервале Мн - Мк, и нагрева до температур отпуска, при этом каждый раз температуру охлаждения понижают и после достижения ею значения Мк - (20-30)oC производят окончательный отпуск в течение 10 ч и охлаждение на воздухе.
Применение способа термической обработки по авт. св. N 749914 [2] с регулированием фазовых γ_→α- превращений при охлаждении массивных изделий из аустенитного состояния позволило впервые освоить производство поковок из слитков массой до 55,6 т стали 07Х16Н4Б (ГОСТ 5632), отвечающих требованиям атомного энергетического машиностроения [3, 4]. Однако очень часто механические свойства массивных поковок после термической обработки по известному способу имеют пониженные пластические свойства и сопротивление ударным нагрузкам при значительно большей прочности, что обусловлено наличием в структуре повышенного содержания мартенсита закалки, снижающего структурную стабильность стали при эксплуатационных нагревах. Имели место случаи появления склонности к межкристаллитной коррозии и неоднородности свойств по сечению заготовок. При дальнейших попытках освоения производства заготовок из слитков еще большей массы реально и разрушение [4, 5].
Задачей настоящего изобретения является создание способа термической обработки, обеспечивающего повышение пластичности, сопротивления ударным нагрузкам, стойкости против коррозионного растрескивания и межкристаллитной коррозии, обеспечивающего однородность свойств по сечению массивных заготовок.
Поставленная задача достигается тем, что в способе термической обработки, включающем закалку и многократный отпуск с охлаждением до температур, лежащих в интервале Мн-Мк, закалку ведут с температур 1050-1080oC со скоростью не менее критической до температуры Мн + 100 ± 10oC, затем выдерживают в печи при этой температуре до выравнивания последней по всему сечению изделия, после чего охлаждают на воздухе до температуры (Мк + (Мн - Мк)/3) ± 10oC и затем незамедлительно подвергают высокому отпуску путем нагрева до Aс1 + (20-50)oC, охлаждению до температур Мк с последующим повторением высокого отпуска не менее одного раза.
Выбор температуры закалки в пределах 1050 - 1080oC обеспечивает полное растворение карбидов и карбонитридов и получение однородного аустенитного состояния.
Ускоренное охлаждение при закалке в интервале температур 750-500oC предотвращает возможное выделение карбидов и других избыточных фаз.
Замедленное охлаждение перед началом мартенситного превращения (посадка в печь с температурой примерно на 100oC выше температур начала мартенситных превращений и выдержка до выравнивания температур по сечению) способствует одновременности протекания мартенситных превращений во всех объемах и, как следствие, уменьшению уровня остаточных напряжений и получению однородности свойств.
Изменение температуры на поверхности массивных изделий и в центральных объемах при двухстадийной термической обработке по известному способу и по предлагаемому поясняется чертежом. При двухстадийной термической обработке по известному способу в результате разбивки γ_→α- превращения на две стадии (при которой на каждой стадии должно превращаться одинаковое количество аустенита) количество мартенсита закалки (вторичного) после охлаждения с температур отпуска на поверхности будет равным 50%, а в центральных объемах массивных заготовок из-за перепада температур может достигать 80-90%. Тогда как при термической обработке по предлагаемому способу количество мартенсита закалки, образующегося из остаточного аустенита при охлаждении с температур отпуска на поверхности и в центральных объемах, примерно 30 и 35% соответственно. Заключительный высокий отпуск после охлаждения до температуры конца мартенситного превращения обеспечивает получение оптимальной структуры, представляющей смесь высокоотпущенного мартенсита (80%), стабильного аустенита (~15%) и не более 5% мартенсита закалки (третичного). Ниже представлены примеры осуществления способа.
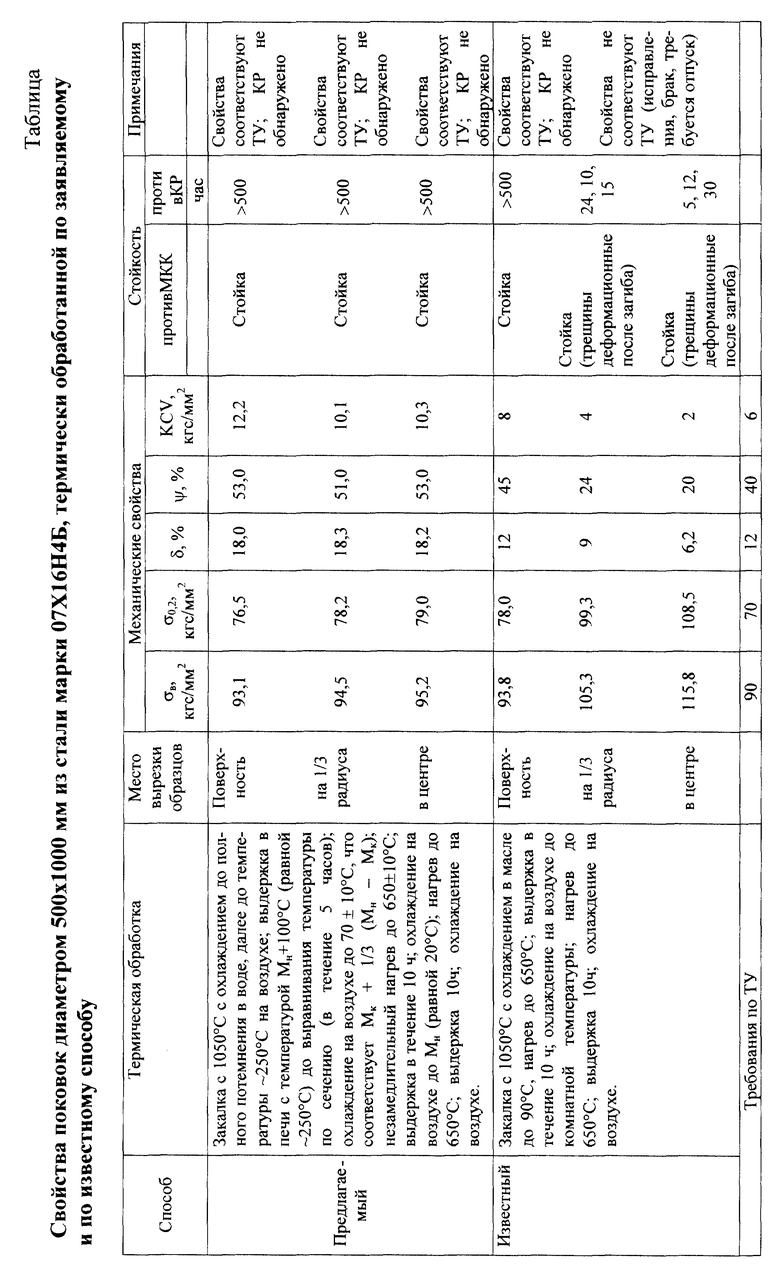
В электродуговых печах была выплавлена сталь марки 07Х16Н4Б, содержащая в мас.%: C - 0,08; Mn - 0,41; Si - 0,28; Cr - 15,78; Ni -4,09; Cu - 0,08; Nb - 0,32; S - 0,014; P - 0,01. Сталь разливалась в слитки массой 12 т, которые в горячем состоянии были переданы на нагрев под ковку для изготовления заготовок диаметром 500х1000 мм. Термическая обработка одной части заготовок производилась по известному, другой - по предлагаемому способу. Результаты испытаний механических свойств и коррозионной стойкости представлены в таблице.
Из данных, приведенных в таблице, видно, что в случае использования предлагаемого способа режима термической обработки обеспечивается однородность свойств по сечению, повышаются пластические свойства, сопротивление ударным нагрузкам, а также стойкость против коррозионного растрескивания и межкристаллитной коррозии, что открывает возможность к освоению производства поковок из стали такого типа из слитка значительно большей массы, становится возможным освоение поковок для корпусов реакторов транспортной атомной энергетики.
Источники информации
1. Азбукин В.Г., Баландин Ю.Ф., Житков В.В., Павлов В.Н. Способ термической обработки / Авт. св. N 749914 от 23.07.1980.
2. Шмыков А.А. Справочник термиста. - М., 1956, с. 230.
3. В.Г. Азбукин, В.И. Горынин, В.Н. Павлов. Перспективные коррозионно-стойкие материалы для оборудования и трубопроводов АЭС. - СПб: ЦНИИ КМ "Прометей", 1998.
4. Азбукин В.Г. О природе и механизме фазовых и структурных изменений в стали типа 07Х16Н4Б при низкотемпературных нагревах / Вопр. судостроения. Сер. Металловедение. Металлургия. - 1983. - Вып. 38. - С.3 - 9.
5. Азбукин В. Г. , Воронина Е.В., Данилова А.Н., Пригода В.В. Рентгеноструктурные исследования изменения фазового состава стали марок 07Х16Н4Б и 05Х10Н5М2 после низкотемпературных нагревов / Вопр. судостроения. Сер. Металловедение. Металлургия. - 1983. - Вып. 38. - С.10-16.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНАЯ КОРРОЗИОННОСТОЙКАЯ СВАРИВАЕМАЯ СТАЛЬ ДЛЯ СОСУДОВ ДАВЛЕНИЯ И ТРУБОПРОВОДОВ | 1996 |
|
RU2122600C1 |
| ВЫСОКОПРОЧНАЯ КОРРОЗИОННО-СТОЙКАЯ СВАРИВАЕМАЯ СТАЛЬ ДЛЯ ТРУБОПРОВОДОВ | 2001 |
|
RU2188874C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОПРОЧНОЙ КОРРОЗИОННО-СТОЙКОЙ СТАЛИ МАРТЕНСИТНОГО КЛАССА | 2009 |
|
RU2388833C1 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ПОКОВОК | 2003 |
|
RU2235791C1 |
| Способ термической обработки высокопрочных коррозионностойких сталей мартенситного класса | 1977 |
|
SU749914A1 |
| СТАЛЬ ДЛЯ ФАСОННЫХ ОТЛИВОК | 2000 |
|
RU2183689C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТИПА ВАЛОВ | 1991 |
|
RU2012600C1 |
| СПОСОБ ТЕРМОЦИКЛИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ СВАРНЫХ КОНСТРУКЦИЙ МАГНИТОПРОВОДОВ ИЗ НЕРЖАВЕЮЩИХ ФЕРРИТНЫХ СТАЛЕЙ | 1992 |
|
RU2034047C1 |
| СПОСОБ КРИОГЕННО-ДЕФОРМАЦИОННОЙ ОБРАБОТКИ СТАЛИ | 2008 |
|
RU2365633C1 |
| СПОСОБ СВАРКИ РАЗНОРОДНЫХ СТАЛЕЙ | 1991 |
|
RU2022738C1 |
Изобретение относится к области термической обработки массивных слитков и заготовок из стали мартенситного класса, применяемых в атомной энергетике, судовом и химическом машиностроении. Задачей изобретения является создание способа термической обработки, обеспечивающего повышение пластичности, сопротивления ударным нагрузкам, стойкости против коррозионного растрескивания и межкристаллитной коррозии, обеспечивающего однородность свойств по сечению массивных заготовок и снижение уровня остаточных напряжений. Поставленная задача достигается тем, что закалку с температур 1050-1080oС ведут со скоростью не менее критической до температуры (Мн+100)±10oС, выдерживают в печи при этой температуре до выравнивания последней по всему сечению изделия, после чего охлаждают на воздухе до температуры (Мк+(Мн-Мк)/3)±10oС и затем незамедлительно подвергают высокому отпуску путем нагрева до Aс1+(20-50)oC и охлаждения до температуры Мк с последующим повторением высокого отпуска не менее одного раза. 1 табл., 1 ил.
Способ термической обработки коррозионно-стойких хромоникелевых сталей мартенситного класса, включающий закалку и многократный отпуск с охлаждениями до температур, лежащих в интервале Мн-Мк, отличающийся тем, что закалку с температур 1050-1080oС ведут со скоростью не менее критической до температуры (Мн+100)±10oС, выдерживают в печи при этой температуре до выравнивания последней по всему сечению изделия, после чего охлаждают на воздухе до температуры (Мк+(Мн-Мк)/3)±10oС, затем незамедлительно подвергают высокому отпуску путем нагрева до Aс1+(20-50)oС и охлаждения до температуры Мк с последующим повторением высокого отпуска не менее одного раза.
| Способ термической обработки высокопрочных коррозионностойких сталей мартенситного класса | 1977 |
|
SU749914A1 |
| Способ упрочняющей термической обработки листов | 1983 |
|
SU1516498A1 |
| GB 1096978, 12.07.1965 | |||
| БИРМАН С.Р | |||
| Экономнолегированные мартенситностареющие стали | |||
| -М.: Металлургия, 1974, с | |||
| Способ приготовления кирпичей для футеровки печей, служащих для получения сернистого натрия из серно-натриевой соли | 1921 |
|
SU154A1 |

