Изобретение относится к обработке металлов давлением, а именно к способам изготовления гаек холодной объемной штамповкой.
Известен способ изготовления самостопорящей гайки с конусным выступом, включающий отрезку заготовки, предварительную осадку заготовки, первое предварительное оформление шестигранника и наружной фаски, второе предварительное оформление шестигранника с образованием внутренних конусных углублений, окончательное оформление шестигранника, высадку конуса и наметок, пробивку отверстия (см. РД 37.002.0465-85 Холодная объемная штамповка специальных крепежных и фасонных деталей. Технологические процессы и инструмент. Горький, 1986 г., с.51, 49, рис.52, 53.)
При данном способе затруднительно получать заготовки самостопорящих гаек с увеличенными размерами высоты, т.к. с увеличением высоты конического выступа одновременно происходит увеличение высоты для пробивки отверстия, что, в свою очередь, приводит к повышению усилий при получении отверстия и, следовательно, к низкой стойкости инстумента.
Известен способ изготовления многогранной гайки с выступом, включающий отрезку заготовки, предварительную осадку заготовки, первую предварительную формовку выступа с коническим глухим отверстием, вторую предварительную формовку выступа с оформлением наметок под пробивку отверстия, пробивку отверстия, окончательную формовку выступа и многогранной поверхности (патент США 2871492, кл. НКИ 10-86, 1956 г.).
Недостатки известного способа:
- низкая стойкость инструмента при первой предварительной формовке выступа;
- низкое качество и точность исполнительных размеров внутреннего отверстия под нарезку резьбы, необходимость введения дополнительных операций для повышения качества отверстия под нарезку резьбы.
Наиболее близким к изобретению по совокупности существенных признаков является способ изготовления гайки с выступом, включающий отрезку заготовки, осадку заготовки, первую предварительную формовку выступа с глухим отверстием, вторую предварительную формовку выступа с одновременным предварительным оформлением шестигранной поверхности, окончательную формовку выступа и шестигранной поверхности, пробивку отверстия (Кузнечно-штамповочное производство. 1985 г. № 9, стр. 15, рис.3).
Основной недостаток данного способа - низкая стойкость инструмента, особенно при изготовлении гаек из труднодеформируемых материалов. Согласно данному способу, размеры концевого выступа ограничиваются толщиной стенки при ее формовке, т.к. уменьшение последней приводит к увеличению степени деформации при оформлении цилиндрического выступа и, следовательно, к повышению нагрузок на инструмент при применении труднодеформируемых материалов.
Изобретение решает задачу повышения стойкости инструмента при изготовлении гаек различной высоты из труднодеформируемых материалов с выступами цилиндрической, конической формы.
Данная задача решена тем, что в способе изготовления гайки с выступом, включающем отрезку заготовки, осадку заготовки, первую предварительную формовку выступа с глухим отверстием, вторую предварительную формовку выступа с одновременным предварительным оформлением шестигранной поверхности, окончательную формовку выступа и шестигранной поверхности, пробивку отверстия, согласно изобретению, наружный диаметр выступа, полученный при первой предварительной формовке выступа с глухим отверстием, больше, чем наибольший наружный диаметр выступа готовой гайки, а вторую предварительную формовку выступа осуществляют редуцированием с уменьшением наружного диаметра выступа, полученного после первой предварительной формовки.
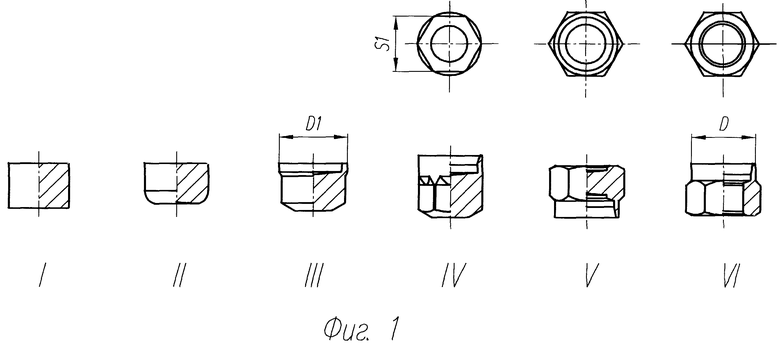
В зависимости от конфигурации гайки, одновременно с окончательной формовкой выступа и шестигранной поверхности со стороны последней может быть выполнен фланец.
Предварительную формовку шестигранной поверхности выполняют с размером по ключ S1, равным
S1=(0,8-0,98)Dcos30°,
где D - наибольший наружный диаметр выступа готовой гайки.
За счет применения схемы раздачи материала на позиции первой предварительной формовки выступа и схемы редуцирования при второй предварительной формовке выступа повышается стойкость инструмента при получении выступов цилиндрической, конической формы различной высоты, что особенно важно при обработке труднодеформируемых материалов.
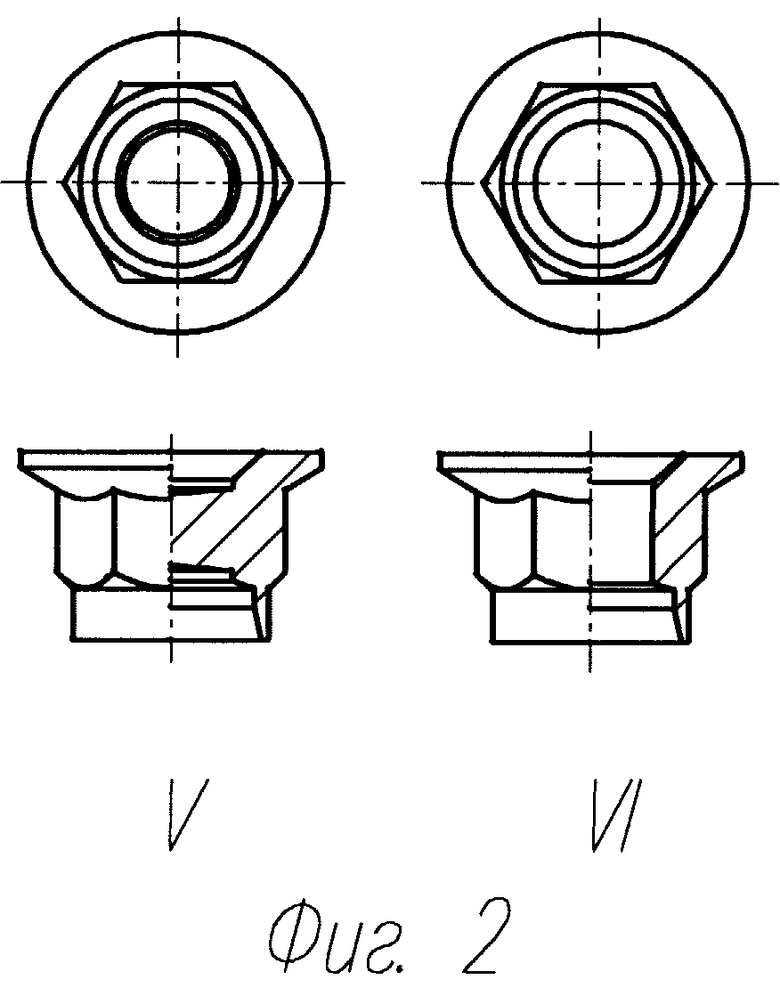
Способ поясняется чертежом, где на фиг.1 представлен способ изготовления гайки с выступом по технологическим позициям; на фиг.2 - вариант способа - получение гайки с выступом и фланцем.
Способ изготовления гайки M16 с выступом осуществляют следующим образом.
На первой позиции отрезают заготовку диаметром 21,7 мм, затем на второй позиции производят предварительную осадку до диаметра 23,1 мм. На третьей позиции производят первую предварительную формовку выступа диаметром D1=25 мм с внутренним глухим коническим отверстием с наименьшим диаметром 20,03 мм и с другой стороны заготовки оформляют наружную фаску. На четвертой позиции производят вторую предварительную формовку выступа редуцированием наружного диаметра до 23,3 мм с внутренним глухим отверстием диаметром 20 мм и предварительно формуют шестигранную поверхность с размером S1=20,5 мм.
На пятой позиции окончательно формуют выступ с наибольшим наружным диаметром D=23,4 мм, длиной 6,2 мм, внутренним глухим отверстием диаметром 19,9 мм и шестигранную поверхность с размером под ключ S=24 мм.
На последней, шестой позиции пробивают отверстие диаметром 14,7 мм под нарезку резьбы М16.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2001 |
|
RU2209703C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2002 |
|
RU2229953C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2003 |
|
RU2241569C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕСНОЙ ГАЙКИ | 2010 |
|
RU2449853C1 |
| СПОСОБ ПРОИЗВОДСТВА ГАЙКИ | 2012 |
|
RU2510303C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОГРАННЫХ ФЛАНЦЕВЫХ ГАЕК С ПОЛЫМ ЦИЛИНДРИЧЕСКИМ ПОДГОЛОВКОМ | 1996 |
|
RU2101123C1 |
| Способ высадки гаек | 1990 |
|
SU1750843A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГОЛОВОК ТОРЦЕВЫХ КЛЮЧЕЙ | 1995 |
|
RU2071863C1 |
| Способ получения заготовок гаек | 1986 |
|
SU1563835A1 |
| Способ получения накидных гаек для трубопроводов | 1982 |
|
SU1140873A1 |
Изобретение относится к области обработки металлов давлением, а именно к способам изготовления гаек холодной объемной штамповкой. Способ изготовления гайки с выступом включает отрезку заготовки, осадку заготовки, первую предварительную формовку выступа с глухим отверстием, вторую предварительную формовку выступа с одновременным предварительным оформлением шестигранной поверхности, окончательную формовку выступа и шестигранной поверхности и пробивку отверстия. Наружный диаметр выступа, полученный при первой предварительной формовке выступа с глухим отверстием, больше, чем наибольший наружный диаметр выступа готовой гайки. Вторую предварительную формовку выступа осуществляют редуцированием с уменьшением наружного диаметра выступа, полученного после первой предварительной формовки. Одновременно с окончательной формовкой выступа и шестигранной поверхности со стороны последней выполняют фланец. Предварительную формовку шестигранной поверхности выполняют с размером под ключ S1=(0,8...0,98)Dcos30°, где D - наибольший наружный диаметр выступа готовой гайки. Достигается повышение стойкости инструмента при изготовлении гаек различной высоты из труднодеформируемых материалов с выступами цилиндрической, конической формы. 2 з.п. ф-лы, 2 ил.
S1=(0,8÷0,98)Dcos30°,
где D - наибольший наружный диаметр выступа готовой гайки.
| АМИРОВ М.Г., ГАРЕЕВ Р.К., НУРКАЕВ И.Б | |||
| Оценка технологической деформируемости при холодной штамповке деталей | |||
| - Кузнечно-штамповочное производство | |||
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
| Способ холодной объемной штамповки гаек | 1990 |
|
SU1777571A3 |
| Способ изготовления полых ступенчатых деталей | 1988 |
|
SU1622072A1 |
| Захватное устройство | 1983 |
|
SU1177152A1 |
| ПЕЧАТНАЯ КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОПРОВОДНЫХ ПОКРЫТИЙ НА ОСНОВЕ ДИСПЕРГИРУЕМЫХ В ВОДЕ ЧАСТИЦ СЕРЕБРА, ЕЕ ПРИМЕНЕНИЕ ДЛЯ ПОЛУЧЕНИЯ ЭЛЕКТРОПРОВОДНЫХ ПОКРЫТИЙ, СПОСОБ ПОЛУЧЕНИЯ ТОКОПРОВОДЯЩИХ ДОРОЖЕК И СУБСТРАТ С ЭЛЕКТРОПРОВОДНЫМ ПОКРЫТИЕМ | 2009 |
|
RU2532949C2 |

