I
Изобретение относится к литейному производству, в основном к изготовлению постоянных магнитов.
Известна форма для изготовления постоянных магнитов, содержащая заливочиую воронку, прибыль, полости, оформляющие магниты и холодильник 1.
Недостатком этой формы является то, что металл при поступлении в полость, оформляющую магниты, завихряется, что ведет к нарушению направленной кристаллизации и снижению маг нитных свойств полученных магнитов.
близкой по технической сущности к предлагаемой является форма для изготовления литых постоянных магнитов с однонаправленной струк турой, включающая заливочную воронку, прибыль, соединенную с полостями, оформляющими магниты, и холодильник 1121.
Однако поступление в такую форму иеталла турбулентными потокам1 не обеспечивает направленной кристаллизации магнита, что выражается в увеличении угла отклонения кристаллов от оси наилегчайшего намагничивания и снижении магнитной энергии магнитов .
Целью изобретения является повышение магнитной энергии за счет уменьшения угла отклонения кристаллов.
Указанная цель достигается тем, что форма, включающая заливочную воронку, прибыль, соединенную с полостями, оформляющими магниты, и холодильник, снабжена перфорированной пластиной, площадь каждого отверстия которой 0,25- мм, расположенной
15 между прибылью и торцовой поверхностью каждой полости, размещенной про-тивоположно холодильнику, оформляющему другой полюс магнита.
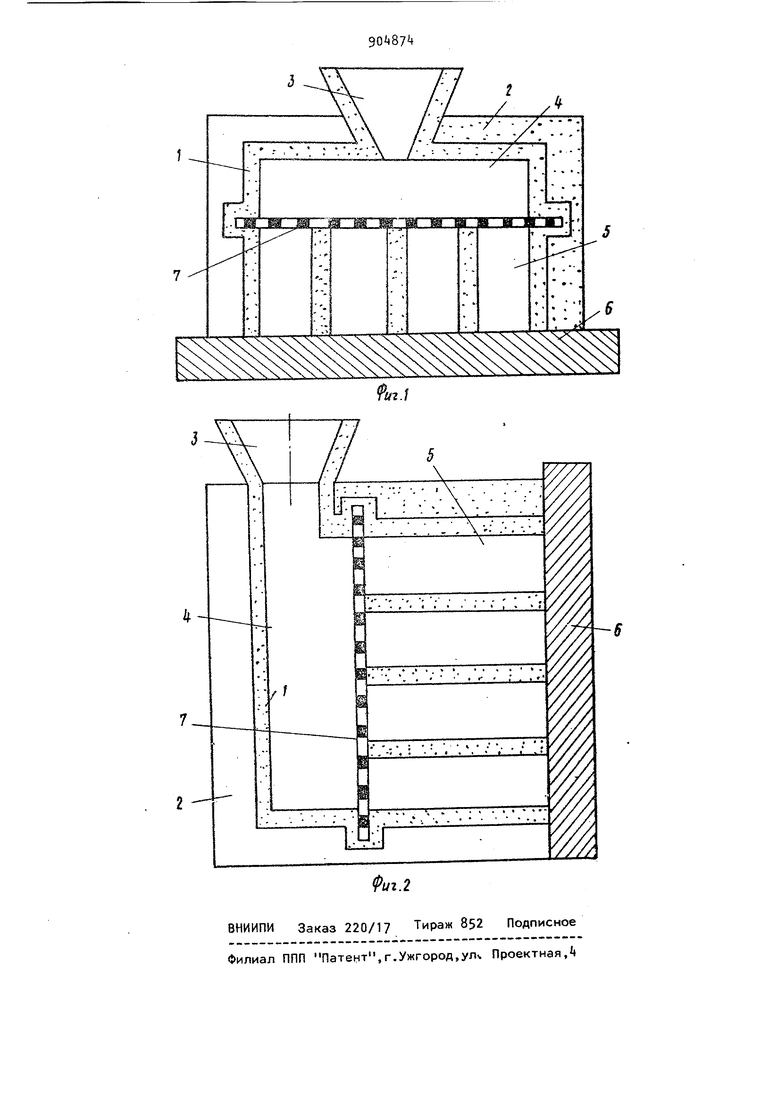
На фиг. 1 изображена форма для
20 вертикальной заливки магнитов, общий вид в разрезе; на фиг, 2-форма для горизонтальной заливки магнитов, общий вид в разрезе.
П p и м e р. Форма может быть выполнена, например, комбинированной: она содержит внутреннюю масть 1 , изготовленную, например, керамической по выплавляемым моделям, и наружную часть 2, изготовленную из огнеупорного - аполнителя, например смеси шамота, и борной кислоты.
Внутренняя керамическая часть 1 формы оформляет заливочную воронку 3 и прибыль , соединенную с полостями 5 для получения магнитов. Торцовые поверхности полостей 5, оформляющие один из полюсов магнита, снабжены холодильником 6,
Между прибылью k и торцовыми поверхностями полостей 5) расположенными противоположно холодильнику 6, установлена пластина 7, из абляционных Ст. е. огнеупорных,нетеплопроводных и не изменяющих свои размеры при кратковременном контакте с жидким металлом) материалов. Пластина может быть выполнена, например, из стеклоткани марки КС-П-ЛА СТу 6-11-318-78) или молибдена толщиной 0,5-2,0 мм с отверстиями. Площадь каждого от.верстия составляет 0,,0 мм .
Заливка формы осуществляемся следующим образом .
Расплавленный металл заливают в полость формы через заливочную воронку 3. Металл, заполняющий прибыль
I.„
Ч и задерживающийся в ней на -доли секунды пластиной 7, стабилизиуется. Через отверстия пластины 7 металл проникает тонкими струйками в полости 5 и постепенно заполняет их. После окончательного заполнения полостей 5 и прибыли процесс заливки формы заканчивают.
Благодаря пластине движение металла из турбулентного превращается в ламинарное, при этом струйки металла, обволакивающиеся тончайшими окисными пленками, поступают в полости 5 s направлении к холодильнику 6. Кристаллизация металла начинается с момента контакта жидкого металла с холодильником 6.
В результате описанного заполнения формы металлом процесс кристаллизации осуществляется следующим образом. Жидкий металл, прилегающий к фронту кристаллизации (к холодильнику 6), отдает тепло, в основном, кристаллизующемуся слою по оси tooil магнита (оси наилегчайшего намагничивания) , создавая тем самым упорядоченный, однонаправленный и последовательный рост кристаллов.
Уменьшение угла отклонения кристаллов от оси наилегчайшего намагничивания (оси 001)с 9° до 4° способствует улучшению магнитных свойст литых магнитов: коэрцитивная сила увеличивается, в среднем, на 50 Э, магнитная индукция - на 300 гс, магнитная энергия - на 10-15.
Формула изобретения
Форма для изготовления литых постоянных магнитов с однонаправленной структурой, включающая заливочную ,вооонку, прибыль, соединенную с полостями, оформляющими магниты, и холодильник, отличающаяся тем, что, с целью повышения магнитной энергии за счет уменьшения угла отклонения кристаллов, она снабжена .перфорированной пластиной, площадь каждого отверстия которой 0,25 4,О мм, расположенной между прибылью и торцовой поверхностью каждой полости, размещенной противоположно холодильнику, оформляющему другой полюс магнита.
Источники информации, принятые во внимание при экспертизе
1. Литейное производство, 197, f 2, с. 3.
2.Патент США № 3233295, кл. 164-121, 1966.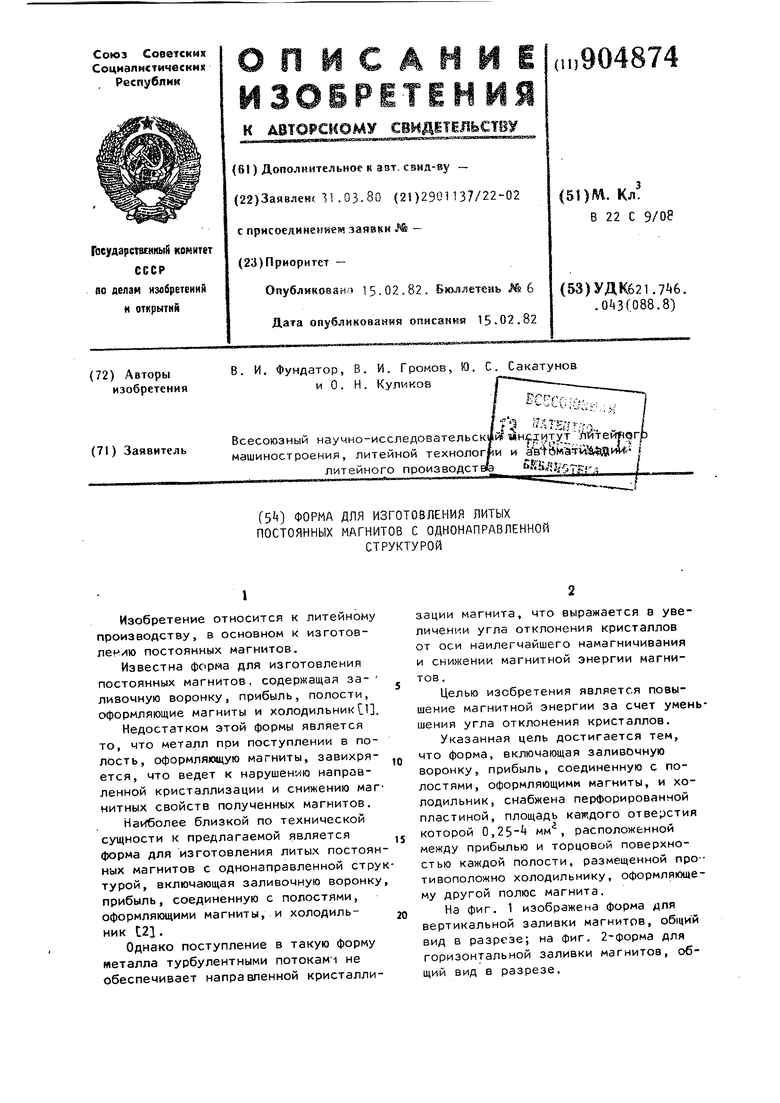
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления литых постоянных магнитов с направленной структурой | 1982 |
|
SU1133028A1 |
| Способ получения литых многополюсных магнитов и устройство для его осуществления | 1980 |
|
SU954170A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1984 |
|
SU1337185A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1982 |
|
SU1063537A1 |
| Литейная металлическая форма для изготовления отливок инструмента с внутренними каналами охлаждения | 1983 |
|
SU1205992A1 |
| Литейная форма для получения отливок направленной кристаллизацией | 1986 |
|
SU1340896A1 |
| КОКИЛЬ ДЛЯ ЛИТЬЯ ЛОПАСТЕЙ КОРАБЕЛЬНЫХ ГРЕБНЫХ ВИНТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2602314C2 |
| Устройство для получения отливок направленной кристаллизацией | 1987 |
|
SU1608018A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2284244C2 |
| Способ производства поршней для двигателей внутреннего сгорания с нирезистовым кольцом | 2024 |
|
RU2828524C1 |