Изобретение относится к упаковочной технике и может быть использовано в пищевой, химической, фармацевтической и других отраслях промышленности.
Известно устройство для упаковки предметов между корпусным материалом, например полимерной пленкой, и покровным материалом, например фольгой, содержащее механизмы разматывания корпусного и покровного материалов, транспортер, устройства формования и термосклеивания, загрузочное приспособление, прижимную плиту и механизм отделения упаковок (а.с. №1414710, кл. В 65 В 9/04, опубл. 07.08.1988).
Это устройство имеет тот недостаток, что вследствие всегда имеющегося неравенства шага транспортера и шага по этикеткам, нанесенным на покровный материал, происходит смещение этикетки относительно формуемой емкости, что ухудшает внешний вид выходного изделия и соответственно уменьшает его конкурентную способность на рынке.
Известен способ коррекции относительного положения корпусного и покровного материалов в автоматических упаковочных машинах, включающий перемещение транспортера с корпусным и покровным материалами на фиксированный шаг, определение рассогласования положения покровного материала относительно корпусного посредством оптического датчика по метке, нанесенной на покровный материал, и смещение последнего относительно корпусного материала в направлении уменьшения рассогласования. Способ реализуется соответствующим устройством, содержащим транспортер для перемещения корпусного и покровного материалов на фиксированный шаг, узел термосварки обоих материалов с системой управления и оптический датчик, служащий для определения положения покровного материала относительно корпусного по метке, нанесенной на покровный материал (см. патент US 4018028, опубликованный 19.04.1977).
В указанных способе и устройстве смещение покровного материала относительно корпусного ведут путем его растяжения в направлении уменьшения рассогласования, вследствие чего устройство сложно по конструкции, поскольку содержит специальный механизм для пластической деформации покровного материала. Очевидно, что способ и устройство могут быть использованы только для покровных материалов, допускающих пластическую деформацию (например, фольга). Покровные материалы, не обладающие этим свойством, в частности, такой перспективный материал, как микспап, не могут быть использованы. Задачей, на решение которой направлено заявляемое изобретение, является создание простой автоматической упаковочной машины, допускающей использование покровных материалов с различными механическими характеристиками.
Технический результат, который может быть получен при осуществлении изобретения, заключается в упрощении конструкции, а следовательно, стоимости машины, а также в увеличении универсальности способа и машины за счет возможности использования покровных материалов с различными механическими характеристиками.
Указанный выше технический результат достигается тем, что в известном способе коррекции относительного положения корпусного и покровного материалов в автоматических упаковочных машинах, включающем перемещение транспортера с корпусным и покровным материалами на фиксированный шаг, определение рассогласования положения покровного материала относительно корпусного посредством оптического датчика по метке, нанесенной на покровный материал, и смещение последнего относительно корпусного материала в направлении уменьшения рассогласования, смещение покровного материала ведут изменением времени выдержки корпусного и покровного материалов при термосварке, а фиксированный шаг S перемещения транспортера устанавливают из условия St0<S<St1, где St0 и St1 - расстояние между соседними метками на покровном материале после термосварки с временем выдержки соответственно t0 и t1.
Для реализации заявленного способа в известном устройстве коррекции относительного положения корпусного и покровного материалов в автоматических упаковочных машинах, содержащем транспортер для перемещения корпусного и покровного материалов на фиксированный шаг, узел термосварки обоих материалов с системой управления и оптический датчик, служащий для определения положения покровного материала относительно корпусного по метке, нанесенной на покровный материал, новым является то, что система управления узлом термосварки связана с таймером с переменными уставками времени, однозначно связанными со значениями выходных сигналов оптического датчика и служащими для определения времени выдержки корпусного и покровного материалов при термосварке, а фиксированный шаг S перемещения транспортера устанавливают из условия St0<S<St1, где St0 и St1 - расстояние между соседними метками на покровном материале после термосварки с временем выдержки соответственно t0 и t1.
Изобретение иллюстрируется тремя рисунками, где на
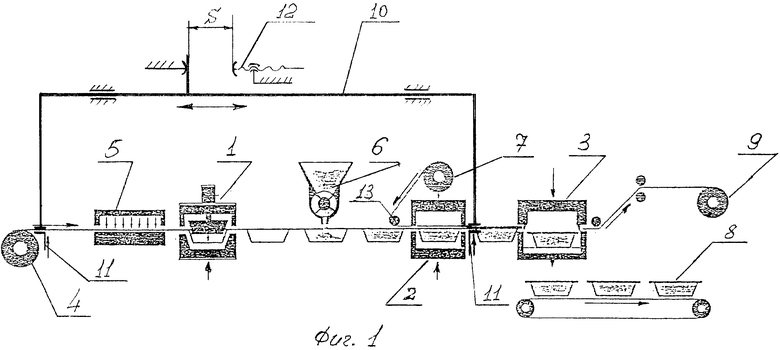
на фиг.1 изображена схема наиболее полной автоматической упаковочной машины;
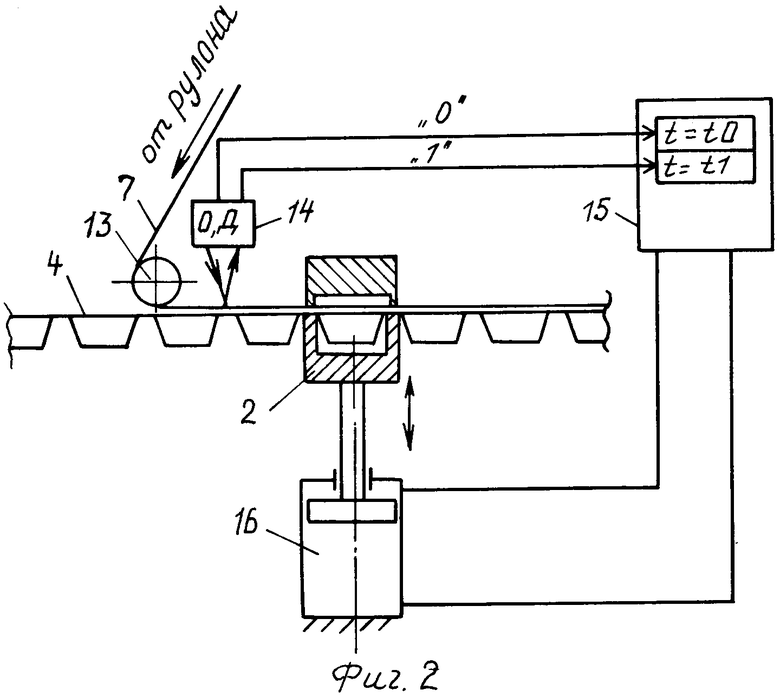
на фиг.2 более подробно показано место установки оптического датчика и его связи по системе управления с узлом термосварки;
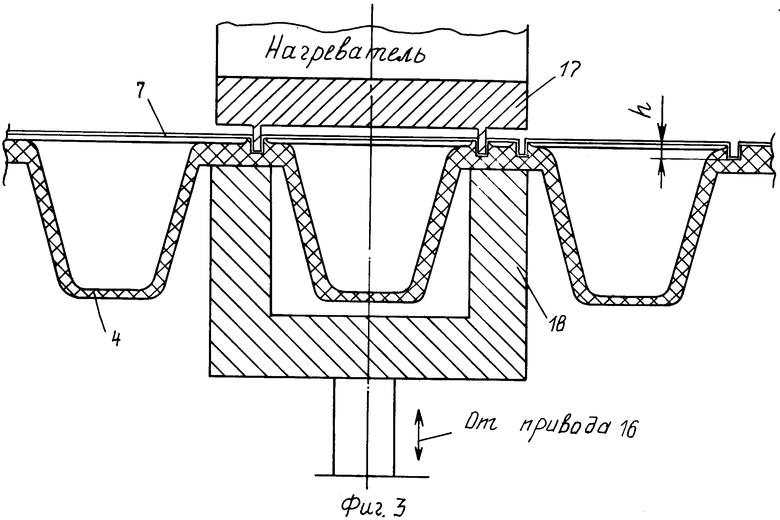
на фиг.3 представлен результат термосварки покровного и корпусного материалов при различных временах выдержки в устройстве термосварки.
Автоматическая упаковочная машина для продуктов, размещаемых между корпусным и покровным материалом, состоит преимущественно из установленных в определенной технологической последовательности устройств для формовки емкостей 1, термосварки 2 и вырубки 3. Полимерная пленка из рулона 4 поступает через нагреватель 5 в устройство формовки емкостей 1. После заполнения полученных емкостей продуктом с помощью дозатора 6 производится их укупорка покровным материалом, свернутым в рулон 7 и покрытым термосваривающимся слоем. Данная операция осуществляется в устройстве термосварки 2. Далее укупоренные емкости поступают в устройство вырубки 3, где осуществляется вырубка готовых форм 8 с продуктом. Отходы, если они есть, наматываются на барабан 9. Перемещение корпусного 4 и покровного 7 материалов вдоль машины осуществляется транспортером 10 с управляемыми захватами 11. При ходе транспортера вправо (привод не показан) захваты 11 сжаты и перемещают оба материала на фиксированный шаг S, который настраивается с помощью, например, регулируемого упора 12. При ходе транспортера 10 влево захваты разжаты, и оба материала неподвижны - остаются зажатыми в устройствах 1; 2 и 3. Покровный материал 7 укладывается с помощью направляющего валика 13 на корпусной материал 4 в зоне перед устройством термосварки 2.
Оптический датчик 14 (фиг.2), как правило, устанавливается между направляющим валиком 13 и устройством термосварки 2. Он определяет интенсивность луча, отраженного от поверхности покровного материала. На покровный материал для этого наносится контрастная (относительно фона) метка. В самом простом варианте исполнения на выходе датчика 14 формируется сигнал, имеющий два уровня - “0” или “1” в зависимости от того, куда попадает луч датчика - на метку или на фон покровного материала. Этот сигнал подается в систему управления 15 привода 16 устройства термосварки 2. Система управления 15 содержит таймер с двумя уставками времени t0 и t1. Если на выходе датчика 14 будет “0”, то система управления 15 с помощью таймера удерживает устройство термосварки 2 в закрытом положении время t0, если сигнал “1” - то соответственно t1.
В устройстве термосварки 2 (фиг.3) корпусной 4 и покровный 7 материал зажимается между верхним 17 и нижним 18 концентраторами сварки. В результате под действием высоких температуры и давления на корпусном материале формируется сварочный шов, глубина h которого существенно зависит от времени сварки. При малом времени выдержки t1 глубина сварочного шва небольшая и шаг St1 между метками на покровном материале после сварки с этой выдержкой максимален. При большем времени выдержки t0 глубина h увеличивается и соответственно шаг St0 становится меньше. Как показывают экспериментальные исследования на автоматических упаковочных машинах, при изменении времени термосварки на 0,5 сек разность между St0 и St1 достигает 0,3 мм. Именно найденная закономерность и позволила предложить способ и создать простое и надежное устройство коррекции относительного положения корпусного и покровного материалов на автоматических упаковочных машинах. Оно не требует установки специальных механизмов коррекции, а использует только те устройства, которые уже имеются на упаковочной машине, для выполнения необходимых технологических функций. Достаточно несколько модифицировать систему управления 15 устройством термосварки 2 и установить шаг S перемещения транспортера 10 в соответствии с соотношением
St0<S<St1,
Работает предлагаемое устройство следующим образом. В исходном положении (фиг.1) транспортер 10 находится в крайнем левом положении, а устройство формовки 1, термосварки 2 и вырубки 3 максимально разведены, позволяя осуществить перемещение ленты с емкостями. По команде от системы управления машиной захваты 11 зажимают ленту и перемещают ее на шаг S до касания с регулируемым упором 12. После этого устройства формовки 1, термосварки 2 и вырубки 3 смыкаются, осуществляя необходимые технологические операции. После этого захваты 11 отпускаются и транспортер 10 осуществляет холостой обратный ход. После остановки ленты с емкостями с оптического датчика 14 считывается выходной сигнал. Если сигнал “0” (луч попал на фон покровного материала), то таймер выдает максимальное время выдержки t0 на привод устройства термосварки 2. В результате покровный материал 7 дополнительно сместится вправо относительно корпусного материала 4 на величину (S-St0), приближая правую границу контрастной метки к лучу датчика. В результате через некоторое количество циклов метка, нанесенная на покровный материал, попадет под луч оптического датчика 14. В этом случае датчик выдаст сигнал “1” и соответственно таймер установит время выдержки устройства термосварки 2 в закрытом положении, равное t1<t0. Покровный материал 7 при этом сместится влево относительно датчика 14 на величину (S-St1). Таким образом, предлагаемое устройство коррекции положения покровного материала относительно корпусного будет всегда удерживать покровный материал на правой границе метки, а нанесенная на покровный материал этикетка всегда будет точно уложена на отформованную емкость.
В заключение отметим, что в качестве метки может быть использован любой контрастный цветовой переход на этикетке, а функции описанного регулятора, т.е. задание времени выдержки t0 или t1 в зависимости от сигнала оптического датчика, может взять на себя контроллер, управляющий всем циклом работы упаковочной машины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАЗМАТЫВАНИЯ И ПРОТЯГИВАНИЯ РУЛОННОГО МАТЕРИАЛА | 2021 |
|
RU2753622C1 |
| АВТОМАТИЧЕСКАЯ УПАКОВОЧНАЯ МАШИНА ПРЕИМУЩЕСТВЕННО ДЛЯ ЖИДКИХ И ПОЛУЖИДКИХ ПРОДУКТОВ | 1998 |
|
RU2138427C1 |
| УСТРОЙСТВО РАЗМАТЫВАНИЯ И ПРОТЯГИВАНИЯ РУЛОННОГО МАТЕРИАЛА | 2022 |
|
RU2790182C1 |
| УЛУЧШЕННЫЙ SBAS-ПРИЕМНИК | 2008 |
|
RU2478221C2 |
| ЛИСТОВОЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОК ПИЩЕВЫХ ПРОДУКТОВ И УПАКОВКИ, ИЗГОТОВЛЕННЫЕ ИЗ ТАКОГО МАТЕРИАЛА | 2002 |
|
RU2294867C2 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ТРУБЫ, СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ СКВАЖИНЫ, СИСТЕМЫ, ТРУБЫ | 2019 |
|
RU2813246C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ТРАНСПОРТНОГО СРЕДСТВА НА ОПРЕДЕЛЕННОЙ ТЕРРИТОРИИ | 2000 |
|
RU2246098C2 |
| Способ определения траектории объекта в окружающем пространстве для построения 3D карты | 2024 |
|
RU2830723C1 |
| КРЫШКОДЕЛАТЕЛЬНАЯ МАШИНА | 1993 |
|
RU2042528C1 |
| Способ управления подачей длинномерного материала к режущему элементу | 1987 |
|
SU1449499A1 |
Изобретение относится к области автоматических упаковочных машин и касается способа коррекции относительного положения корпусного и покровного материалов в автоматических упаковочных машинах, включающего перемещение транспортера с корпусным и покровным материалами на фиксированный шаг, определение рассогласования положения покровного материала относительно корпусного посредством оптического датчика по метке, нанесенной на покровный материал, и смещение последнего относительно корпусного материала в направлении уменьшения рассогласования. Смещение покровного материала ведут изменением времени выдержки корпусного и покровного материалов при термосварке, а фиксированный шаг S перемещения транспортера устанавливают из условия St0<S<St1, где St0 и St1 - расстояние между соседними метками на покровном материале после термосварки со временем выдержки соответственно t0 и t1. Предложено устройство для осуществления способа. Данный способ позволяет более точно размещать маркировку по отношению к корпусам упаковок. 2 н.п. ф-лы, 3 ил.
| US 5269123 A, 14.12.1993 | |||
| US 4018028 A, 19.04.1977 | |||
| В П Т Б | 0 |
|
SU397446A1 |
| Устройство для упаковывания штучных изделий в футляры | 1988 |
|
SU1641710A1 |

