Изобретение относится к электротехнической промышленности и может быть использовано при изготовлении сердечников трансформаторов из ленты аморфных металлов и сплавов.
Известен, принятый за прототип, способ изготовления сердечника трансформатора из ленты аморфных металлов и сплавов (US Patent №5093981, H 01 F 41/02, 10.03.1992 г.). Известный способ-прототип включает в себя получение из ленты пакета, соединение концов лент пакета по стыку с последующей фиксацией профиля сердечника.
Недостатком способа-прототипа является то, что он очень трудоемок, т.к. в нем ленту аморфного металла режут на участки мерной ленты и из этих участков формируют пакеты, которые укладывают со смещением их торцов в стопу высотой, равной толщине сердечника, после чего формуют сам сердечник путем соединения концов пакета. При этом достаточно высоки потери металла в виде отходов. Кроме того, соединение концов пакета приводит к смещению стыков лент пакета, что, в свою очередь, приводит к появлению зазоров в пакете и, следовательно, к увеличению потерь мощности трансформаторов с такими сердечниками.
Задачей предлагаемого изобретения является снижение затрат на изготовление сердечников трансформаторов из ленты аморфных металлов и сплавов.
Технический эффект от предлагаемого изобретения заключается в снижении трудоемкости в изготовлении сердечников трансформаторов, снижении потерь металла, а также снижении потерь мощности при использовании трансформаторов с такими сердечниками.
Поставленная задача и достигаемый технический эффект обеспечиваются тем, что в способе изготовления трансформаторного сердечника из ленты аморфных металлов и сплавов, включающем получение из лент пакета, формирование из пакета сердечника путем стыковки концов лент пакета и фиксацию профиля сердечника, пакет получают из ленты путем формирования рулона на круглой оправке таким образом, чтобы длина внутренней окружности рулона, представляющая собой длину внутреннего периметра сердечника, была равна длине внешней окружности круглой оправки, после чего производят фиксирование положения витков ленты в рулоне двумя фиксаторами резки лент рулона и фиксатором крепления лент рулона, при этом расстояние между плоскостью реза в фиксаторах резки лент рулона и плоскостью фиксатора крепления лент рулона выбирают исходя из условия стыковки плоскостей реза лент рулона на одной из узких граней сердечника при его формировании, а формирование сердечника производят путем разрезания рулона в радиальной плоскости между фиксаторами резки лент рулона, после чего производят снятие ближайшей к фиксатору крепления рулона части фиксатора резки рулона, выпрямление этой освобожденной части рулона в горизонтальной плоскости относительно фиксатора крепления лент рулона, фиксацию выпрямленной горизонтальной части рулона дополнительным фиксатором, снятие второй части фиксатора резки рулона и фиксатора крепления лент рулона, выпрямление в горизонтальной плоскости оставшейся части рулона с образованием горизонтально расположенного пакета, снятие круглой оправки и установку на горизонтально расположенный пакет прямоугольной рамы, внешние контуры которой выполнены соответственно внутреннему размеру сердечника, обмотку рамы пакетом с фиксированием пакета относительно рамы равномерно по крайней мере в трех местах, снятие дополнительного фиксатора и осуществление стыковки концов пакета на узкой грани прямоугольной рамы с последующей фиксацией стыков пакета фиксатором.
Способ изготовления трансформаторного сердечника предусматривает, что после обмотки прямоугольной рамы пакетом производят термообработку пакета трансформаторного сердечника, при этом режим термообработки выбирают исходя из химического состава ленты и требуемой ее конечной текстуры.
Кроме того, способ изготовления трансформаторного сердечника предусматривает по пп.2 и 3, что пакет трансформаторного сердечника термообрабатывают и пропитывают специальным трансформаторным лаком.
Процесс изготовления сердечника трансформатора иллюстрируется чертежами 1-6.
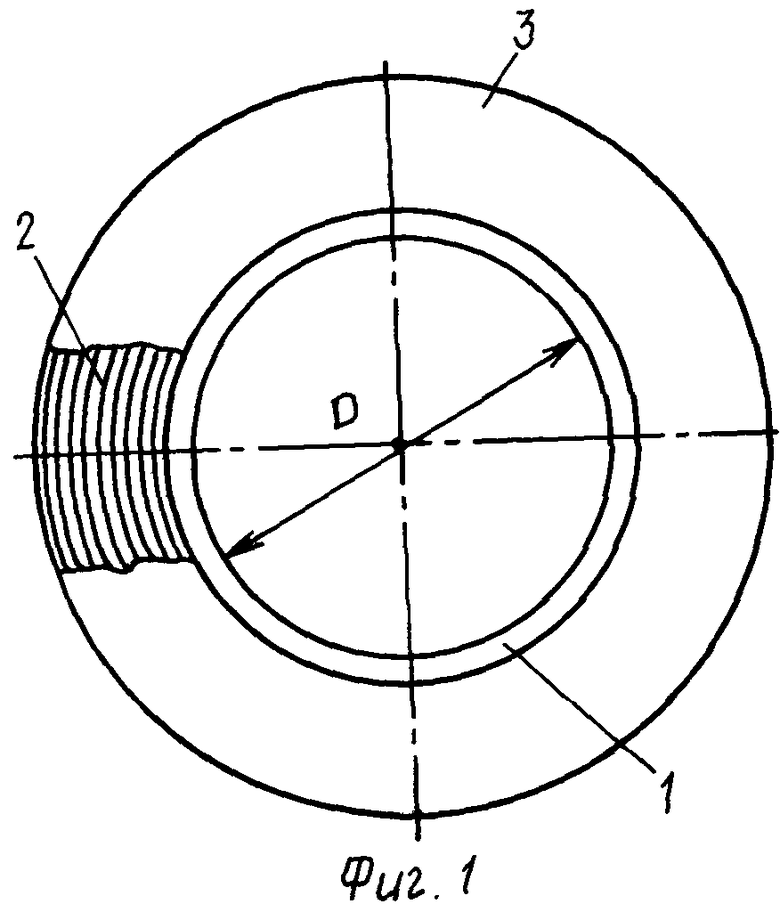
На фиг.1 показан процесс намотки аморфной ленты на круглую оправку с получением рулона.
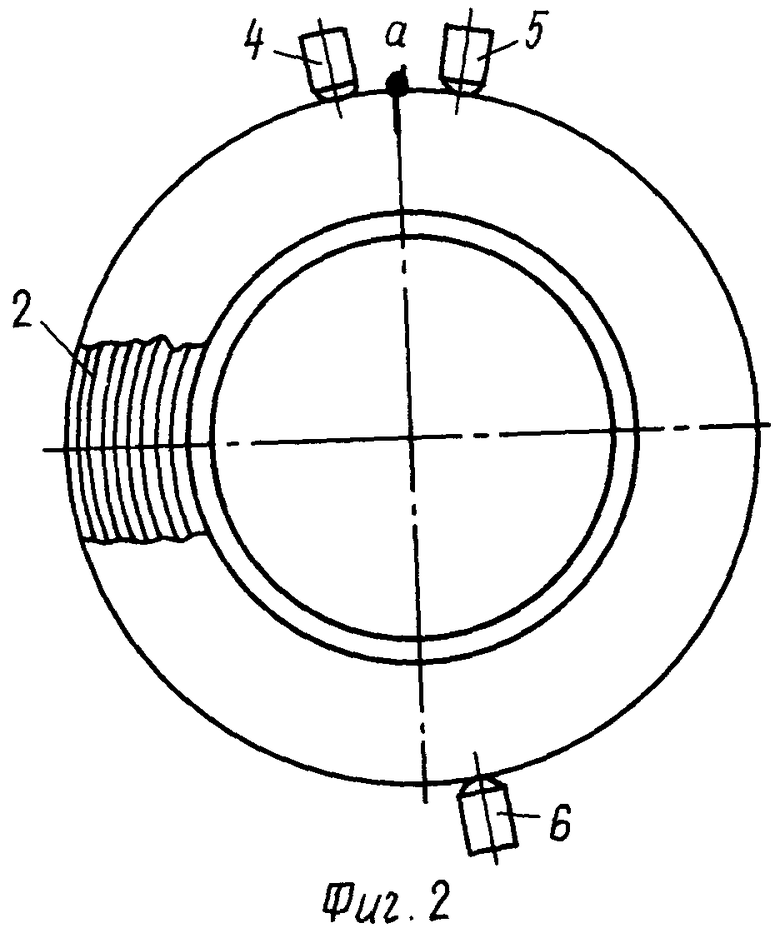
На фиг.2 показана установка фиксаторов резки рулона и фиксатора его крепления.
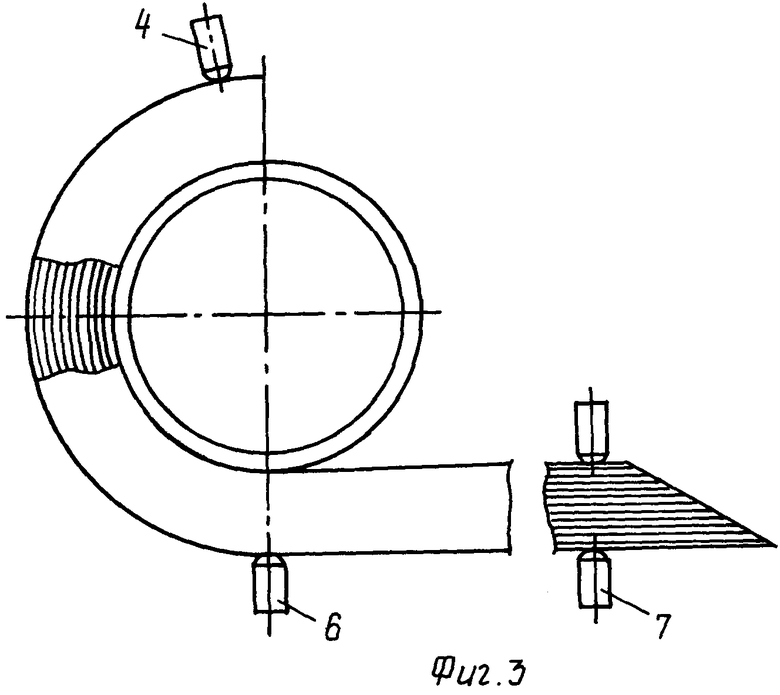
На фиг.3 показано выпрямление освобожденной после резки части рулона и закрепление его конца дополнительным фиксатором.
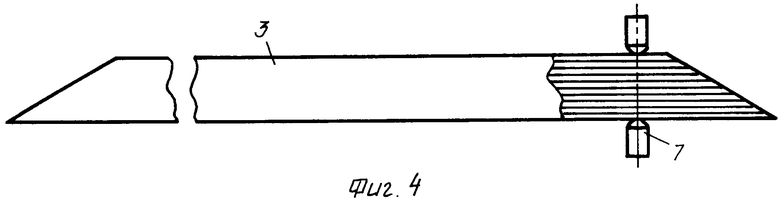
На фиг.4 показано выпрямление другой части рулона и его ориентацию в горизонтальной плоскости.
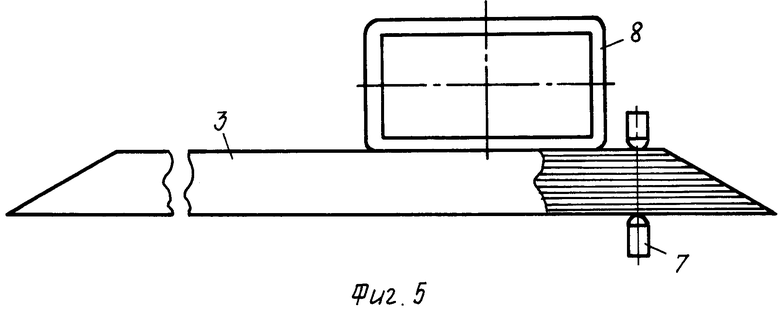
На фиг.5 показана установка на образовавшей пакет прямоугольной рамы, на которой производят формирование сердечника.
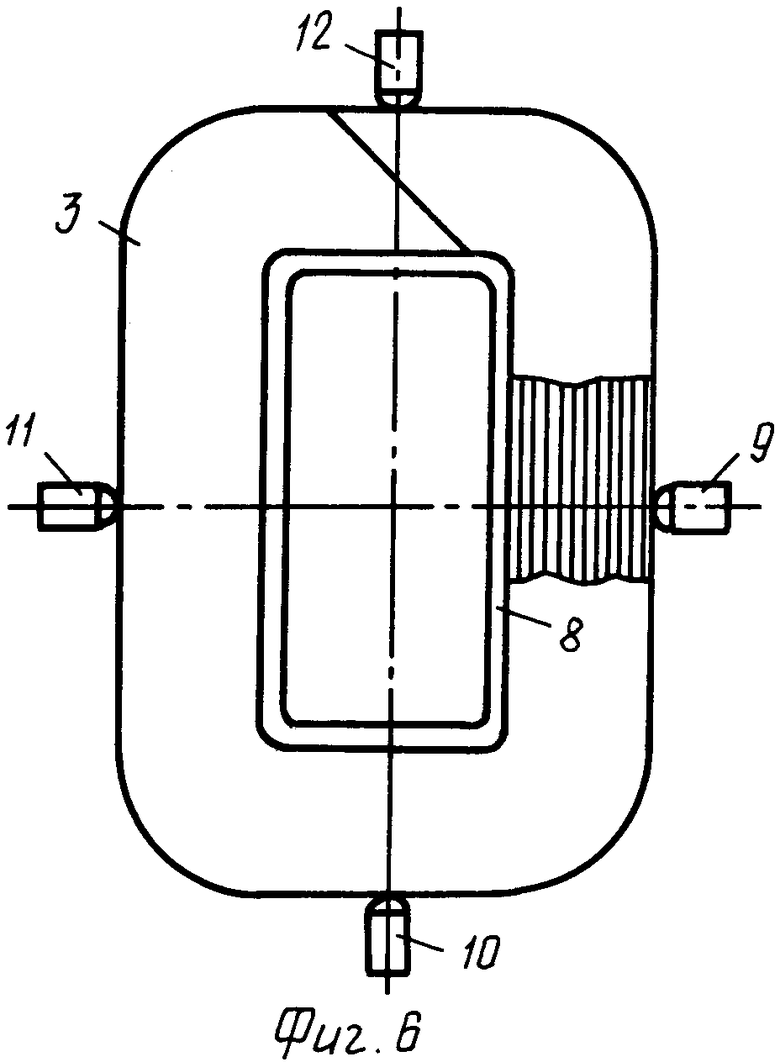
На фиг.6 показан сформированный сердечник с закрепленным фиксатором стыком.
Изготовление трансформаторного сердечника производят следующим образом.
На круглую оправку 1 наматывают аморфную ленту 2 и получают рулон 3. Толщина рулона определяется требуемыми электротехническими характеристиками сердечника. Наружный диаметр D круглой оправки выбирают, исходя из необходимости получения в конечном итоге внутреннего периметра сердечника.
После получения на круглой оправке рулона производят его крепление к круглой оправке двумя фиксаторами 4 и 5 резки рулона и фиксатором 6 крепления рулона к круглой оправке. Расстояние между точкой “а”, находящейся в плоскости реза рулона, и местом крепления рулона фиксатором 6 к круглой оправке выбирают исходя из условия смыкания плоскостей реза лент рулона на узкой грани сердечника при его формировании.
После установки фиксаторов 4, 5 и 6 производят резку рулона через точку “а” в радиальной плоскости. Резку осуществляют любым из известных способов, позволяющим получать чистую плоскость реза. В случае предлагаемого изобретения использовали электроэррозионный способ резки в охлаждающей нейтральной среде (например, воде с антикоррозионными добавками).
После разрезания рулона с него снимают фиксатор резки 5, располагают эту часть рулона в горизонтальной плоскости, фиксируя образовавшуюся часть пакета фиксатором 7 в основании образовавшейся наклонной плоскости реза.
После установки фиксатора 7 освобождают разрезанный рулон от фиксаторов 4 и 6, выпрямляют рулон в горизонтальной плоскости и удаляют круглую оправку. На пакет устанавливают прямоугольную раму 8, повторяющую внутренний профиль сердечника, и, не снимая фиксатора 7, обматывают установленную прямоугольную раму 8 пакетом.
Обмотку рамы пакетом производят с фиксированием пакета фиксаторами 9, 10 и 11 относительно рамы равномерно по крайней мере в трех местах. После этого снимают фиксатор 7 и осуществляют стыковку концов пакета на узкой грани прямоугольной рамы 8 с последующей фиксацией стыков пакета фиксатором 12.
После обмотки прямоугольной рамы пакетом производят термообработку трансформаторного сердечника, при этом режим термообработки выбирают, исходя из химического состава ленты и требуемой ее конечной текстуры.
После завершения термообработки снимают фиксаторы 9, 10, 11 и 12 и прямоугольную раму 8 и осуществляют пропитку собранного пакета трансформаторным лаком.
После сушки собранный пакет, как уже готовый сердечник трансформатора отправляют потребителю.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ СБОРКИ ЛЕНТОЧНОГО МАГНИТОПРОВОДА РАСПРЕДЕЛИТЕЛЬНОГО ТРАНСФОРМАТОРА | 2010 |
|
RU2414016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕНТОЧНОГО МАГНИТОПРОВОДА РАСПРЕДЕЛИТЕЛЬНОГО ТРАНСФОРМАТОРА | 2009 |
|
RU2408944C1 |
| МАГНИТНЫЙ ЭКРАН И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2627928C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЗАМКНУТОГО КОНТУРА ЛЕНТОЧНОГО МАГНИТОПРОВОДА РАСПРЕДЕЛИТЕЛЬНОГО ТРАНСФОРМАТОРА ИЗ БЛОКОВ ПАКЕТОВ МНОГОСЛОЙНЫХ АМОРФНЫХ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 2012 |
|
RU2515494C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2130681C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРАНСФОРМАТОРА | 2014 |
|
RU2572834C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АСИНХРОННОГО ЭЛЕКТРОДВИГАТЕЛЯ И АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ | 1998 |
|
RU2127016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2011 |
|
RU2496212C2 |
| ТРЕХФАЗНЫЙ МАГНИТНЫЙ СЕРДЕЧНИК ДЛЯ МАГНИТОИНДУКЦИОННОГО УСТРОЙСТВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2635098C1 |
| АМОРФНЫЙ СПЛАВ | 1992 |
|
RU2044799C1 |
Изобретение относится к области электротехники и может быть использовано при изготовлении сердечников трансформаторов из ленты аморфных металлов и сплавов. Сущность изобретения состоит в том, что согласно предложенному способу изготавливают трансформаторный сердечник из ленты аморфных металла и сплава путем получения рулона и последующего изготовления из него пакета требуемой толщины, а затем получения из данного пакета трансформаторного сердечника путем обмотки специальной рамы упомянутым пакетом. При этом, согласно изобретению, осуществляют фиксирование фиксаторами положения витков ленты при намотке рулона, при его резке, при выпрямлении пакета и при формировании из пакета сердечника. Технический результат состоит в снижении трудоемкости изготовления сердечников трансформаторов, в снижении потерь металла, а также - потерь мощности при использовании трансформаторов с предлагаемыми сердечниками. 2 з.п. ф-лы, 6 ил.
| US 5093981 А, 10.03.1992 | |||
| RU 92002552 A, 20.01.1995 | |||
| Устройство для изготовления витых ленточных магнитопроводов | 1985 |
|
SU1317499A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТОГО ЛЕНТОЧНОГО МАГНИТОПРОВОДА | 1999 |
|
RU2156021C2 |
| Способ изготовления магнитопровода электромагнита | 1990 |
|
SU1830593A1 |
| Способ изготовления ленточных витых магнитопроводов | 1990 |
|
SU1829054A1 |
| US 4507947 A, 02.04.1985 | |||
| ЕР 0101252 A3, 22.02.1984. | |||

