Изобретение относится к области следящих приводов поступательного и вращательного движения, предназначенных для обеспечения синхронного перемещения силовых и исполнительных механизмов, и может быть использовано, в частности при неразрушающем ультразвуковом контроле сварных швов с помощью, например, пьезоэлектрических преобразователей на трубных заводах.
Известен привод вращательного движения с приводным валом, элементы которого связаны механизмом преобразования поступательного перемещения в круговое вращение приводного вала, содержащий блок команд в виде генератора электрических колебаний и датчик угла поворота приводного вала [1].
Недостатком известного привода является сложность системы управления приводом.
Известно устройство для синхронизации работы двух и более пневмоцилиндров, содержащее неподвижную опору с установленными на ней пневмоцилиндрами и механическую связь, соединяющую концы их штоков, и механическую связь, выполненную в виде прямоугольной рамы, валов, звездочек и цепей [2]. Недостатком известного устройства является его сложность и ненадежность в работе.
Задачей заявляемого изобретения является повышение надежности работы следящего привода, предназначенного для синхронизации перемещений контролируемой трубы, датчика положения сварного шва и пьезоэлектрических преобразователей (далее ПЭП).
Это достигается тем, что в следящем приводе, включающем измерительный модуль, содержащий ПЭПы, механизм перемещения измерительного модуля относительно сварного шва трубы, механическую связь между измерительным модулем и механизмом его перемещения, датчик положения сварного шва относительно измерительного модуля, измерительный модуль установлен на вал, соединенный с механизмом перемещения при помощи опор и являющийся центром и осью качания измерительного модуля, механизм перемещения установлен на две плиты, одна из которых, подвижная, соединена с измерительным модулем через опоры, механическая связь выполнена в виде рычагов, один из которых жестко закреплен на валу и при помощи тяги соединен с другим, подвижным рычагом, нижний конец которого соединен с подвижной плитой механизма перемещения при помощи одного кронштейна, а верхний конец соединен с неподвижной плитой механизма перемещения при помощи другого кронштейна с возможностью качания и перемещения на оси, установленной на кронштейне с возможностью изменения ее положения при помощи регулировочных винтов.
На фиг.1 показан следящий привод в среднем (нормальном) положении, в котором ПЭПы расположены симметрично относительно сварного шва.
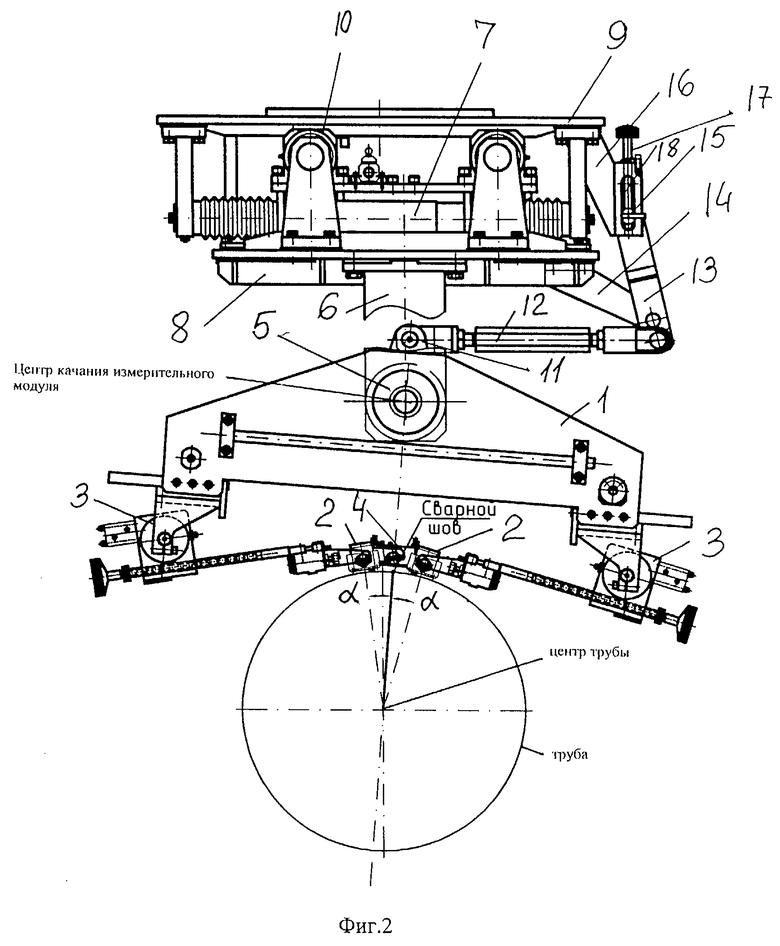
На фиг.2 показан следящий привод в смещенном и развернутом относительно центра трубы положении, при котором центр трубы, ось датчика сварного шва и центр качания измерительного модуля располагаются на одной прямой.
Следящий привод состоит из измерительного модуля 1, пьезоэлектрических преобразователей 2, настроечного механизма 3, датчика 4, вала 5, опоры 6, механизма перемещения 7 измерительного модуля 1. Механизм перемещения 7 имеет подвижную плиту 8, неподвижную плиту 9, привод 10 подвижной плиты 8. Механическая связь состоит из рычага 11, жестко закрепленного на валу 5, тяги 12, подвижного рычага 13, соединенного с рычагом 11 при помощи тяги 12. Нижний конец подвижного рычага 13 соединен шарнирно с тягой 12 и с кронштейном 14, жестко закрепленным на подвижной плите 8, а верхний конец подвижного рычага 13 соединен при помощи оси 15, являющейся осью качания рычага 13, с кронштейном 16, жестко закрепленным на неподвижной плите 9. Ось 15 установлена на кронштейне 16 с возможностью перемещения совместно с верхним концом рычага 13. Для фиксации положения оси 15 в зависимости от типоразмера труб предусмотрены регулировочные винты 17 и шкала настройки 18.
Во время контроля сварной шов контролируемой трубы может сместиться от оси симметрии установки ультразвукового контроля и симметрия расположения ПЭПов относительно оси сварного шва нарушится, что ухудшит качество его прозвучивания.
Чтобы этого не происходило, в предлагаемом следящем приводе при смещении сварного шва относительно оси симметрии установки измерительный модуль 1 поворачивается и наклоняется вслед за сварным швом на угол α, при котором ось симметрии измерительного модуля проходит через ось сварного шва и центр контролируемой трубы.
Следящий привод работает следующим образом.
При смещении сварного шва от номинального положения датчик 4 выдает сигнал на перемещение подвижной плиты 8. Вместе с плитой 8 перемещаются ось качания измерительного модуля 1 и ось качания рычага 13, верхний конец которого скользит по оси 15, при этом он отклоняется от вертикального положения.
Нижний конец рычага 13 через тягу 12 поворачивает рычаг 11 и с ним измерительный модуль 1.
Перемещение измерительного модуля 1 происходит до тех пор, пока датчик 4 сварного шва не окажется над осью сварного шва.
Изменяя положение оси 15 с помощью винтов 17 на кронштейне 16 (выше или ниже), можно изменять зависимость угла качания α от величины смещения подвижной плиты 8.
Это необходимо при перенастройке механизмов на разные типоразмеры контролируемых труб.
Для этой цели предназначены шкалы 18 и регулировочные винты 17, расположенные на кронштейне 16.
Предлагаемый следящий привод позволяет с требуемой точностью отслеживать смещение сварного шва на величину ±20 мм для труб ⊘500 мм.
Для труб большего диаметра допускается отслеживать с требуемой точностью смещение сварного шва на большую величину.
Источники информации
1. Патент РФ N2093714.
2. Патент РФ N2217628.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматизированного ультразвукового контроля сварных соединений стенки резервуаров | 2019 |
|
RU2731165C1 |
| СПОСОБ ОБНАРУЖЕНИЯ СВАРНОГО ШВА НА ТРУБЕ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2343468C2 |
| ТЕЛЕЖКА-НОСИТЕЛЬ | 2005 |
|
RU2309077C2 |
| УСТАНОВКА ИЗМЕРИТЕЛЬНАЯ УЛЬТРАЗВУКОВАЯ И МЕХАНОАКУСТИЧЕСКИЙ БЛОК ДЛЯ НЕЕ | 2007 |
|
RU2351926C2 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ КРУГЛОГО ПРОКАТА | 2006 |
|
RU2313785C1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБ | 2003 |
|
RU2248568C1 |
| Сборочно-сварочная установка | 1991 |
|
SU1816620A1 |
| СПОСОБ СБОРКИ И СВАРКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2129940C1 |
| ТЕЛЕЖКА ПУТЕИЗМЕРИТЕЛЬНАЯ | 2005 |
|
RU2303541C2 |
| Устройство для автоматического слежения за сварным швом | 1990 |
|
SU1758548A1 |
Привод предназначен для неразрушающего контроля сварных швов на трубных заводах. Привод включает измерительный модуль, содержащий пьезоэлектрические преобразователи, механизм перемещения измерительного модуля относительно сварного шва трубы, механическую связь между измерительным модулем и механизмом его перемещения, датчик положения сварного шва относительно измерительного модуля, при этом измерительный модуль установлен на вал, соединенный с механизмом перемещения при помощи опор и являющийся центром и осью качания измерительного модуля, механизм перемещения установлен на две плиты, одна из которых, подвижная, соединена с измерительным модулем через опоры, механическая связь выполнена в виде рычагов, один из которых жестко закреплен на валу и при помощи тяги соединен с другим, подвижным рычагом, нижний конец которого соединен с подвижной плитой механизма перемещения при помощи одного кронштейна, а верхний конец соединен с неподвижной плитой механизма перемещения при помощи другого кронштейна с возможностью качания и перемещения на оси, установленной на кронштейне с возможностью изменения ее положения при помощи регулировочных винтов. Предлагаемый привод позволяет с требуемой точностью отслеживать смещение сварного шва на величину ±20 мм для труб ⊘500 мм. 2 ил.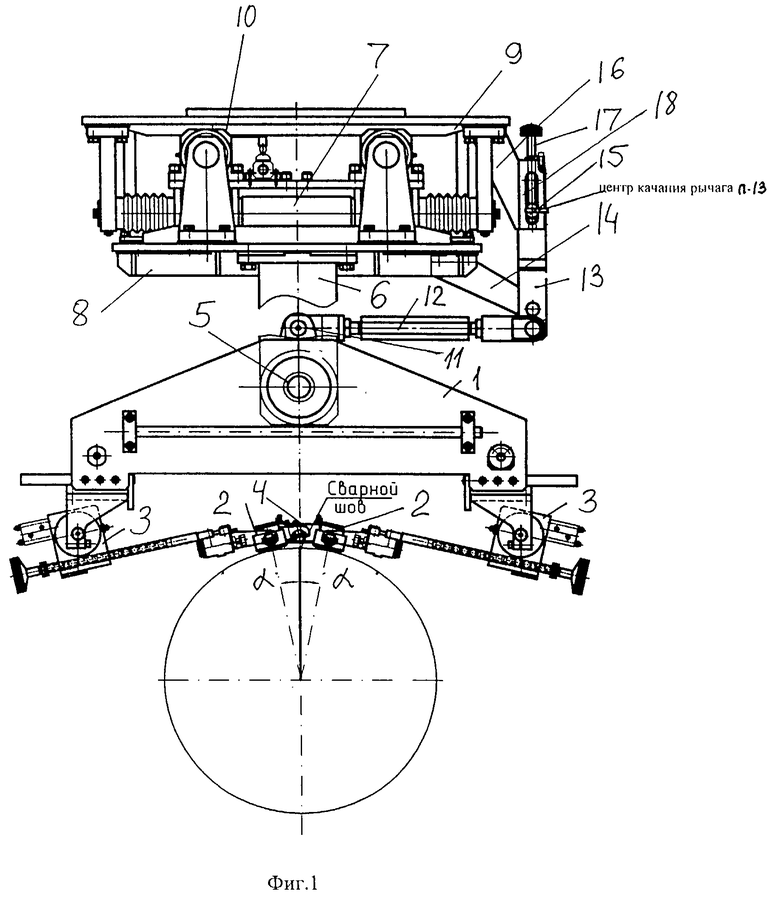
Следящий привод, включающий измерительный модуль, содержащий, например, пьезоэлектрические преобразователи, механизм перемещения измерительного модуля относительно сварного шва трубы, механическую связь между измерительным модулем и механизмом его перемещения, датчик положения сварного шва относительно измерительного модуля, отличающийся тем, что измерительный модуль установлен на вал, соединенный с механизмом перемещения при помощи опор и являющийся центром и осью качания измерительного модуля, механизм перемещения установлен на две плиты, одна из которых, подвижная, соединена с измерительным модулем через опоры, механическая связь выполнена в виде рычагов, один из которых жестко закреплен на валу и при помощи тяги соединен с другим, подвижным рычагом, нижний конец которого соединен с подвижной плитой механизма перемещения при помощи одного кронштейна, а верхний конец соединен с неподвижной плитой механизма перемещения при помощи другого кронштейна с возможностью качания и перемещения на оси, установленной на кронштейне с возможностью изменения ее положения при помощи регулировочных винтов.
| УСТРОЙСТВО ДЛЯ СИНХРОНИЗАЦИИ РАБОТЫ ДВУХ И БОЛЕЕ ПНЕВМОЦИЛИНДРОВ | 2001 |
|
RU2217628C2 |
| ПРИВОД ВРАЩАТЕЛЬНОГО ДВИЖЕНИЯ | 1993 |
|
RU2093714C1 |
| Устройство для синхронизации движения штоков двух гидроцилиндров | 1986 |
|
SU1388590A1 |
| US 3466686 A, 16.09.1969 | |||
| СОСТАВ ДЛЯ КИСЛОТНОЙ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ ПЛАСТА (ВАРИАНТЫ) | 2006 |
|
RU2308475C1 |

