Изобретение относится к средствам неразрушающего контроля и может быть ис- пользовано в различных отраслях народного хозяйства, в частности в котлост- роении, для направления сканирующего устройства с дефектоскопической аппаратурой по сварному шву в процессе его контроля,
В настоящее время актуальной задачей является обеспечение высокой достоверности результатов неразрушающего контроля сварных соединений, в связи с чем при проведении дефектоскопии качества сварного шва с валиком усиления существует проблема поддержания симметричного расположения Преобразователей относительно
сварного шва, так как в противном случае (при изменении расстояния) валик усиления или зона перехода его в основной металл фиксируется как дефект. Это становится причиной перебраковки сварного шва в процессе автоматизированного контроля.
Известно устройство слежения за сварным швом в процессе его контроля. Так, например, известен узел автоматического слежения за сварным швом в устройстве для ультразвукового контроля, имеющий датчик линейных перемещений, выполненный в виде электроиндуктивного датчика, расположенного между ультразвуковыми преобразователями устройства контроля, которые закреплены на каретке сканирую3
00
ел
-N
оо
щего механизма, перемещающегося при контроле вдоль сварного шва. Электроиндуктивный датчик электрически соединен с электродвигателем через систему обработки выходного сигнала, при этом узел слежения имеет исполнительный механизм в виде ходового винта и сидящей на нем ходовой гайки, ходовой винт соединен с валом электродвигателя.
Недостаток устройства состоит в том, что команды управления на исполнительный механизм поступают не от датчика непосредственно, а через блок обработки данных, обычно содержащий логические элементы, реле, при этом объективно существующие погрешности таких блоков снижают точность работы узла слежения. Кроме того, электроиндуктивный датчик также чувствителен к случайным неодно- родностям сварных швов, что является причиной срабатывания на ложные изменения направления сварного шва.
Наиболее близкой к предлагаемой является оптическая следящая система в устройстве для автоматического ультразвукового контроля, которая содержит расположенный в корпусе источник питания, датчик линейных перемещений на фотодатчиках, представляющий собой сбалансированный мост, в два плеча которого включены фотосопротивления. Опорной линией для следящей системы является валик усиления, имеющий отличные от свариваемого материала светотехнические показатели. Увеличение или уменьшение освещенности одного из фотосопротивлений при смещении устройства относительно шва вызывает разбаланс моста. Усиленный сигнал от фотодатчика управляет работой реверсивного двигателя исполнительного механизма, который смещает фотооптический датчик относительно осевой линии сварного шва в сторону уменьшения ошибки. Устройство содержит контрольную аппаратуру, размещенную на самоходной тележке.
Недостатком устройства является то, что датчик указанной конструкции выдает управляющий сигнал от косвенных признаков характеристик сварного шва, а не по его геометрии (конфигурации). Таким образом, он реагирует на наличие случайных наплывов, шероховатостей, масляные пятна и другие производственные объекты сварных швов, что снижает точность слежения и, соответственно, достоверность контроля изделия.
Цель изобретения - повышение точности слежения.
Поставленная цель достигается тем, что устройство для автоматического слежения
за сварным швом, содержащее корпус и датчик линейных -перемещений, связанный с исполнительным механизмом, имеющим реверсивный привод, снабжено балансным
механизмом, выполненным в виде рычага с коромыслом, установленным с возможностью качания на оси, проходящей через ры- чаг, который шарнирно соединен с ползушкой, установленной с возможностью
0 смещения относительно вертикальной оси симметрии корпуса посредством регулировочных винтов, при этом датчик линейных перемещений выполнен в виде двух элементов из сегнетоэластичного материала, один
5 конец каждого из которых жестко связан с рычагом, а на других концах установлены постоянные магниты, ориентированные между собой разноименными полюсами, причем установленный между ними общий
0 постоянный магнит закреплен на коромысле и ориентирован одноименным полюсом к каждому из магнитов.
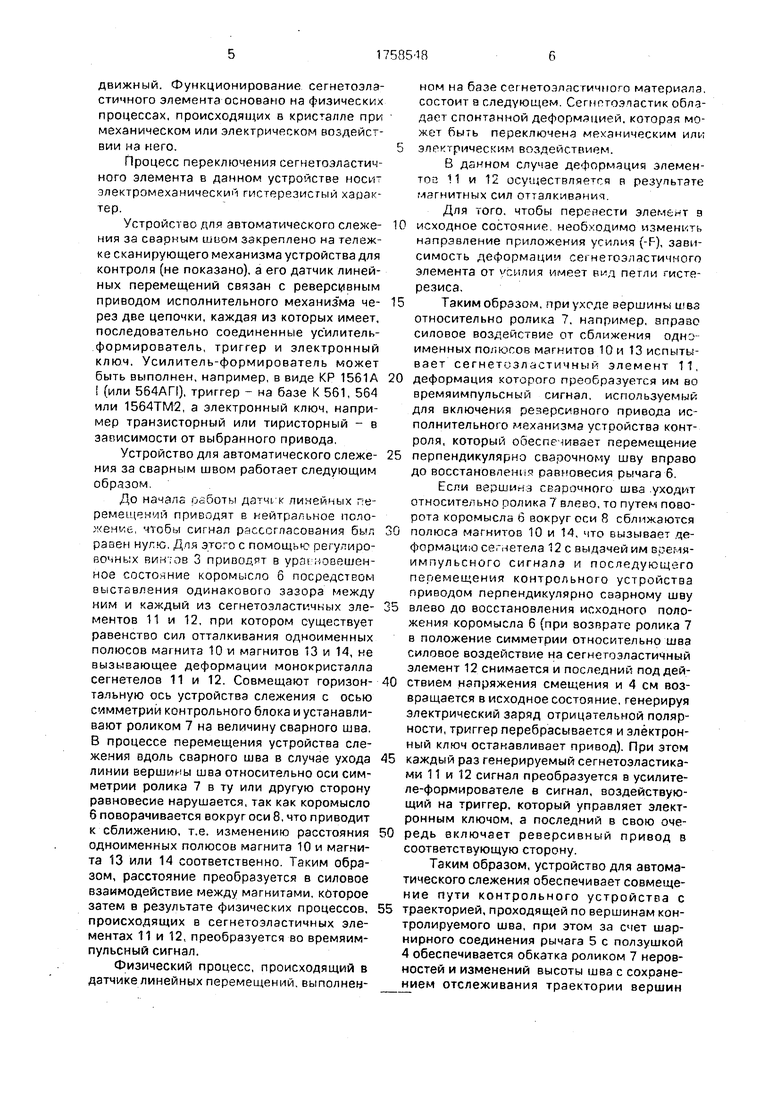
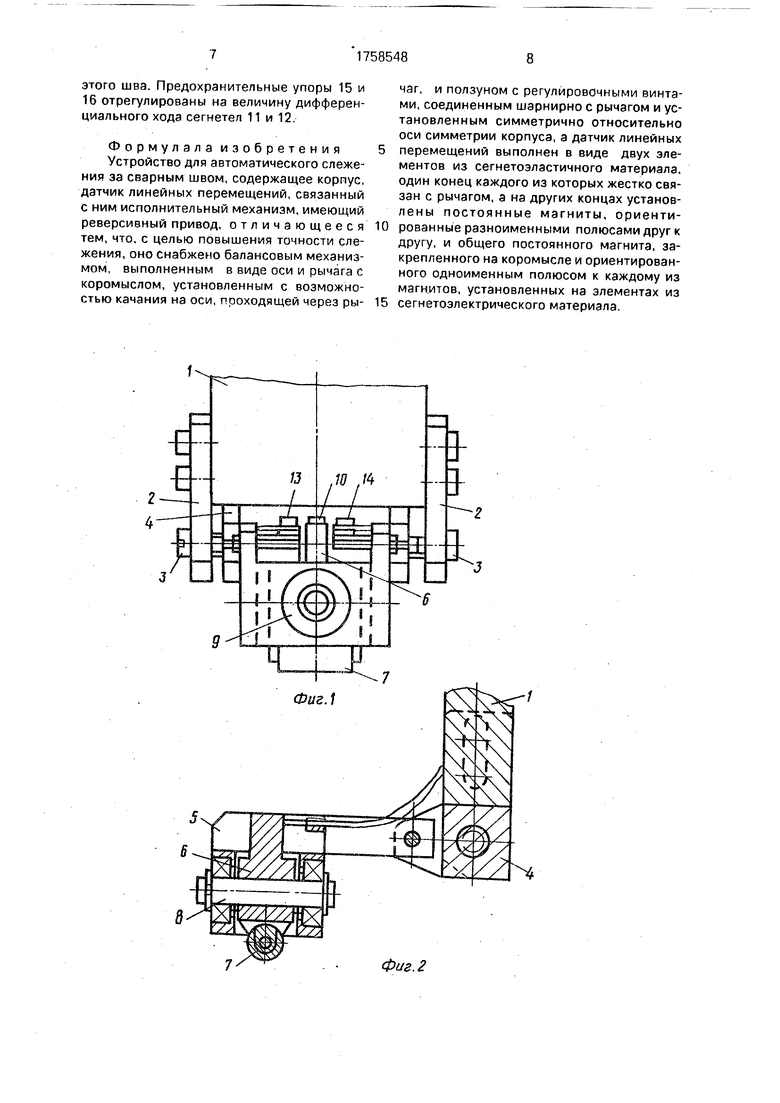
На фиг.1 изображено устройство, общий вид; на фиг.2 - то же. сечение по верти5 кзльной оси симметрии: на фиг.З - то же, вид сверху.
Устройство для автоматического слежения за сварным швом содержит корпус 1 с закрепленными на нем планками 2, с кото0 рыми с помощью регулировочных винтов 3 связан ползун 4,
С ползуном 4 связан балансовый механизм, выполненный в виде рычага 5 и коромысла 6 с опорным роликом 7, которое
5 установлено с возможностью качания на оси 8 в подшипниках 9, проходящий через рычаг 5 ползун 4 с регулировочными винтами 3 шарнирно соединен с рычагом 5 балан- сового механизма и установлен с
0 возможностью смещения относительно вертикальной оси симметрии корпуса.
На коромысле 6 балансового механизма закреплен общий постоянный магнит 10, а с двух сторон от коромысла установлены эле5 менты 11 и 12 из сегнетоэластичного материала, которые одним концом жестко связаны с рычагом 5, а на других установлены постоянные магниты, ориентированные друг к другу разноименными полюсами 13 и
0 14 соответственно. Магнит 10 ориентирован одноименным полюсом к каждому из последних, при этом рычаг 5 снабжен предо- хранительными упорами 15 и 16, расположенными на расстоянии, соответст5 вующем величине дифференциального хода сегнетоэластиков 11 и 12,
Сегнетоэластичные элементы представляют собой монокристалл молибдата гадолиния С (, закрепленный в зажимы, один из которых неподвижный, другой подвижный. Функционирование сегнетоэла- стичного элемента основано на физических процессах, происходящих в кристалле при механическом или электрическом воздействии на него.
Процесс переключения сегнегозлзстич- ного элемента в данном устройстве носи электромеханический гистерезистый характер.
Устройство для автоматического слежения за сварным швом закреплено на тележке сканирующего механизма устройства для контроля (не показано), а его датчик линейных перемещений связан с реверсивным приводом исполнительного механизма через две цепочки, каждая из которых имеет, последовательно соединенные усилитель- формирователь, триггер и электронный ключ. Усилитель-формирователь может быть выполнен, например, в виде КР 1561А I (или 564АП), триггер - на базе К 561, 564 или 1564ТМ2, а электронный ключ, например транзисторный или тиристорный - в зависимости от выбранного привода.
Устройство для автоматического слежения за сварным швом работает следующим образом
До начала огботы датш к пикейных перемещений приводят в нейтральное псло- хечмё, чтобы сигнал рассогласования был раоен нулю. Дня этого с помощью регулировочных винтов 3 приводят в ypai довешенное состояние коромысло 6 посредством выставления одинакового зазора между ним и каждый из сегнетоэластичных элементов 11 и 12, при котором существует равенство сил отталкивания одноименных полюсов магнита 10 и магнитов 13 и 14, не вызывающее деформации монокристалла сегнетелов 11 и 12. Совмещают горизонтальную ось устройства слежения с осью симметрии контрольного блока и устанавливают роликом 7 на величину сварного шва. В процессе перемещения устройства слежения вдоль сварного шва в случае ухода линии вершины шва относительно оси симметрии ролика 7 в ту или другую сторону равновесие нарушается, так как коромысло 6 поворачивается вокруг оси 8, что приводит к сближению, т.е. изменению расстояния одноименных полюсов магнита 10 и магнита 13 или 14 соответственно. Таким образом, расстояние преобразуется в силовое взаимодействие между магнитами, которое затем в результате физических процессов, происходящих в сегнетоэластичных элементах 11 и 12, преобразуется во времяим- пульсный сигнал.
Физический процесс, происходящий в датчике линейных перемещений, выполненном на базе сегнетоэласгичного материала, состоит в следующем. Сегнг-тоэпастик обладает спонтанной деформацией, которая может быть переключена механическим или 5 электрическим воздействием.
В данном случае деформация элементов 11 и 12 осуществляется в результате магнитных сил отталкивания.
Для того, чтобы перенести элемент э 10 исходное состояние необходимо у зменкть направление приложения усилия (-F), зависимость деформации сегчетозлястичного элемента от УСИЛИЯ имеет вид петли гистерезиса.
15Таким образом, при уходе вершины швз
относительно ролика 7, например, апраао силовое воздействие от сближения одноименных полюсов магнитов 10 и 13 испытывает сегнетозластичный элемент 11, 0 деформация которого преобразуется им во времяимпульсный сигнал, используемый для включения резерсивного привода исполнительного механизма устройства контроля, который обеспечивает перемещение 5 перпендикулярно сварочному шву вправо до восстановлена равновесия рычага 6.
Если вершинз сварочного шва уходит относительно ролика 7 влево, то путем поворота коромысла б вокруг оси 8 сближаются 0 полюса магнитов 10 и 14, что вызывает деформацию сегнетела 12с выдачей им время- импульсного сигнала и последующего перемещения контрольного устройства приводом перпендикулярно сварному шву 5 влево до восстановления исходного положения коромысла 6 (при возврате ролика 7 в положение симметрии относительно шва силовое воздействие на сегнегоэластичный элемент 12 снимается и последний поддей- 0 ствием напряжения смещения и 4 см возвращается в исходное состояние, генерируя электрический заряд отрицательной полярности, триггер перебрасывается и электронный ключ останавливает привод). При этом 5 каждый раз генерируемый сегнетоэластика- ми 11 и 12 сигнал преобразуется в усилителе-формирователе в сигнал, воздействующий на триггер, который управляет электронным ключом, а последний в свою оче- 0 редь включает реверсивный привод в соответствующую сторону.
Таким образом, устройство для автоматического слежения обеспечивает совмещение пути контрольного устройства с 5 траекторией, проходящей по вершинам контролируемого шва, при этом за счет шарнирного соединения рычага 5 с ползушкой 4 обеспечивается обкатка роликом 7 неровностей и изменений высоты шва с сохранением отслеживания траектории вершин
этого шва. Предохранительные упоры 15 и 16 отрегулированы на величину дифференциального хода сегнетел 11 и 12
Формулала изобретения Устройство для автоматического слежения за сварным швом, содержащее корпус, датчик линейных перемещений, связанный с ним исполнительный механизм, имеющий реверсивный привод, отличающееся тем, что, с целью повышения точности слежения, оно снабжено балансовым механизмом, выполненным в виде оси и рычага с коромыслом, установленным с возможностью качания на оси, исходящей через ры0
5
чаг, и ползуном с регулировочными винтами, соединенным шарнирно с рычагом и установленным симметрично относительно оси симметрии корпуса, а датчик линейных перемещений выполнен в виде двух элементов из сегнетоэластичного материала, один конец каждого из которых жестко связан с рычагом, а на других концах установлены постоянные магниты, ориентированные разноименными полюсами друг к другу, и общего постоянного магнита, закрепленного на коромысле и ориентированного одноименным полюсом к каждому из магнитов, установленных на элементах из сегнетоэлектрического материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКОЕ СКАНИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ИЗДЕЛИЙ | 1987 |
|
SU1602193A1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1985 |
|
SU1280530A1 |
| СЛЕДЯЩИЙ ПРИВОД | 2004 |
|
RU2259502C1 |
| Устройство автоматизированного ультразвукового контроля сварных соединений стенки резервуаров | 2019 |
|
RU2731165C1 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1989 |
|
SU1670586A1 |
| УСТРОЙСТВО ДЛЯ СЛЕЖЕНИЯ ЗА СВАРНЫМ ШВОМ | 2007 |
|
RU2343469C2 |
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1989 |
|
SU1663536A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Устройство для слежения за сварнымшВОМ | 1979 |
|
SU829365A1 |
| Устройство для слежения по стыку | 1971 |
|
SU434696A1 |

Изобретение относится к средствам неразрушающего контроля, может быть использовано в различных отраслях народного хозяйства, в частности в котлост- роении для направления сканирующего устройства с дефектоскопической аппаратурой по сварному шву в процессе его контроля. Цель изобретения - повышение точности слежения. Устройство содержит корпус, датчик линейных перемещений, связанный с исполнительным механизмом, датчик линейных перемещений выполнен на базесег- нетоэластиков и снабжен балансным механизмом для регулировки положения датчика относительно сварного шва, выполненным в виде рычага, шарнирно закрепленного на ползушке и установленного с возможностью качания в вертикальной плоскости, на котором закреплено коромысло, установленное с возможностью качания вместе с продольной осью рычага, при этом на коромысле расположен общий постоянный магнит датчика, а элементы сегнетоэла- стика закреплены с двух сторон от магнита на рычаге и снабжены также постоянными магнитами.3 ил.
8
Фиг. 2
ft
Фиг.З
| Устройство для автоматизированного ультразвукового контроля сварного шва | 1985 |
|
SU1280530A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU170979A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
