05
О ел
УО
0f/aJ
Изобретение относится к обработке металлов давлением и может быть использовано в листопрокатном производстве при резке полосового проката.
Известна установка для резки полосового проката, содержащая барабанные летучие ножницы, правильную машину, комбинированный привод, соединенный с правильной машиной и посредством вала с ведуш,им барабаном ножниц, тормозной электродвигатель, соединенный с ведущим барабаном ножниц и датчиком угла поворота вала, систему управления тормозным электродвигателем, связанную с датчиком угла поворота вала 1.
Недостатком известной установки является низкая точность длин отрезаемых полос.
Это объясняется следующим образом.
При наладке установки оператор выбирает рабочую скорость порезки, для чего задает необходимую скорость подачи поло- сы правильной машиной к летучим ножницам, устанавливая соответствующее число оборотов приводного двигателя. Для получения карточек заданной длины необходимо выбрать соответствующее соотношение скорости барабанов к скорости полосы. Для этого выбирается соответствующее передаточное число в коробке переменных передач комбинированного привода. При этом скорость полосы не совпадает со скоростью ножей в момент реза и ножницы работают с «опережением, если полоса движется медленнее ножей, или с «подпором, если полоса движется быстрее ножей. И в том и другом случае участок полосы между ножницами и правильной машиной перемещается в поперечном по отношению к основному движению полосы направлению. В первом случае полоса «продергивается, во втором - «выпучивается. Для компенсации рывков полосы в промежутке между ножницами и правильной машиной организованы специальные проводки. Однако при резке с обгоном в момент реза петля полностью не выбирается и полоса продергивается через все стоящие перед ножницами машины вплоть до петлевой ямы. В результате нарушается точность подачи полосы и отрезаемых листов. В момент реза к барабанам летучих ножниц прикладывается импульсно момент от сил резания и, чтобы из-за динамических процессов в приводной линии не открывались зазоры, к приводному барабану ножниц прикладывается тормозной момент от тормозного электродвигателя.
Используемые в летучих ножницах барабанного типа устройства для согласования мгновенных скоростей полосы и ножей в момент реза сложны конструктивно, в изготовлении и ремонте, поэтому в отечественных агрегатах резки карточек они не применяются.
Целью изобретения является повышение точности длин отрезаемых полос за счет синхронизации скоростей движения проката и режущих кромок ножей барабанных ножниц в момент реза.
Поставленная цель достигается тем, что установки для резки полосового проката, содержащая барабанные летучие ножницы, правильную машину, комбинированный привод, соединенный с правильной машиной и посредством вала с ведущим барабаном ножниц, тормозной электродвигатель, соединенный с ведущим барабаном ножниц и датчиком угла поворота вала, систему управления тормозным электродвигателем, связанную с датчиком угла поворота вала,снабжена двумя упруго-демпфирующими элементами, один из которых соединен с правильной мащиной, а другой - с валом ведущего барабана ножниц, и датчиком реза, соединенным через датчик угла поворота вала с тормозным электрод виге теле м и связанным с системой управления тормозным электродвигателем.
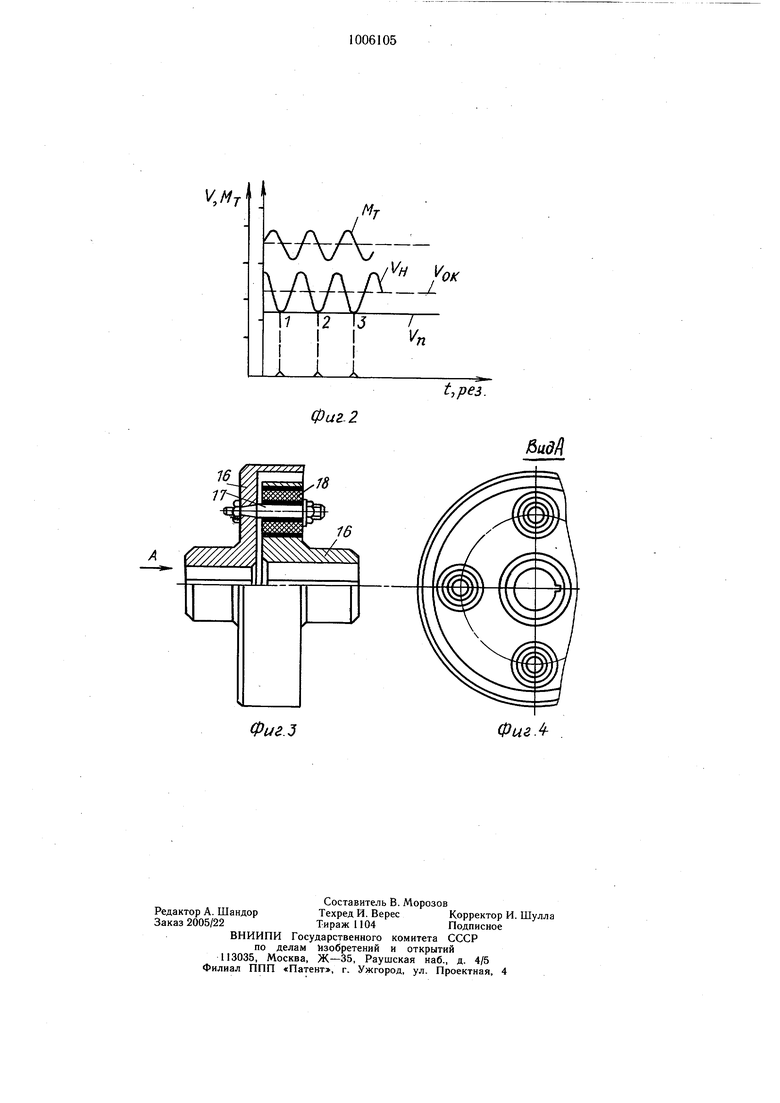
На фиг. 1 изображена функциональная схема устройства для резки полосового проката; на фиг. 2 - график скоростей движения полосы и барабанов ножниц в процессе порезки; на фиг. 3 - упруго-демпфирующее устройство, разрез; на фиг. 4 - вид А на фиг. 3.
Установка состоит из приводного электродвигателя 1, барабанных летучих ножниц 2, состоящих из ведущего 3 и ведомого 4 барабанов, правильной машины 5, соединенной через первый упруго-демпфирующий элемент 6 с комбинированным приводом 7, который состоит из конических раздаточных редукторов 8, коробки 9 переменных передач и силового редуктора 10; второго упруго-демпфирующего элемента 11, соединяющего комбинированный привод 7 с валом ведущего барабана 3 ножниц, тормозного электродвигателя 12, соединенного с ведущим барабаном 3 ножниц и датчиком 13 угла поворота вала, связанного с системой 14 управления тормозным электродвигателем 12, датчика 15 реза, связанного с системой 14 управления тормозным электродвигателем 12, и через датчик 13 угла поворота вала соединенного с тормозным электродвигателем 12.
Установка работает следующим образом.
В соответствии с необходимой длиной отрезаемой полосы (карточки), выбирается передаточное отнощение в коробке скоростей. Этим обеспечивается необходимое соотнощение скорости барабанов ножниц к скорости полосы. Датчиком угла поворота вала ведущего барабана отмечается прохождение ножей барабанов ножниц через вертикальную плоскость (момент реза). Задается среднее значение тормозного момента, равным 5- 10% номинального момента приводного двигателя, путем установки в системе управления тормозным электродвигателем тока Динамического торможения. Для получения листов различной длины необходимо применять различные отношения скорости полосы {|,к скорости ножей VH, однако при этом, для устранения рывков и подпоров в полосе, в момент резания это отношение должно быть в пределах 1 -{-0,97. Очевидно, что это условие можно выполнить только при неравномерном вращении ножей в течение промежутка времени между смежными резами. Для обеспечения указанных условий используется тормозной двигатель 12, момент которого изменяется с помощью системы 14 управления в функции угла поворота вала барабана ножниц по синусоидальному закону (М М, sinoJt, где MO - максимальное значение тормозного момента, равное момента главного двигателя, of-круговая частота, равная частоте реза, t - время. В результате периодчческого изменения тормозного момента угол поворота барабана будет изменяться по закону ч 4o+asincJt, где - cf. cJot а крутильная жестh lкость линии привода ножниц, о/о - постоянная угловая частота вращения барабанов, устанавливаемая в соответствии с длиной отрезаемой карточки, Р - круговая частота собственных колебаний линии привода. Скорость VH барабанов ножниц будет изменяться во времени по косинусоидальному законуl f«З-ЧVH - ;-Кб -Rrfacjtostc t cJoKtf- -l(5aaJcosaJt VpH--AV , где R,j- радиус ножей барабанов ножниц. Изменение скорости барабанов ДУ осуществляется ,относительно значения скорости VOH заданного коробкой скоростей (фиг. 2). На фиг. 2 обозначено М - тормозной момент; VOH - средняя скорость ножниц, задаваемая коробкой скоростей в соответствии с отрезаемой длиной карточки; УП - скорость полосы, 1,2, 3 - точки реза, где мгновенная скорость полосы и ножниц равны. Рез полосы осуществляется в тот момент, когда скорости ножей барабанов ножниц и полосы совпадают или близки друг другу (трчки 1,2,3 на .фиг. 2). Требуемое значение величины изменения скорости AVH достигается соответствующим выбором величины тормозного момента MQ, величин С жесткости линии привода и Р частоты собственных колебаний линий привода барабанных ножниц, значения которых определяются и регулируются за счет податливости упругодемпфирующего элемента 11, который содержит муфты 16, пальцы 17, упругие элементы 18. Совмещение момента совпадения скоростей барабанов ножниц и полосы с моментами резов осуществляется соответствующей ориентацией датчика реза на валу барабана ножниц (точки 1,2,3 на фиг. 2). При этом частоты колебаний тормозного момента и скорости барабанов ножниц, равны частоте резов. Практически указанную ориентациюг датчика реза на валу барабана ножниц оператор производит поворачивая датчик (например, сельсин) вокруг своей оси до полного исчезновения в момент реза «подергивания участка полосы в промежутке между ножницами и правильной мащиной. Для обеспечения синусоидального закона изменения тормозного момента в систему управления тормозным электродвигателем подается синусоидальный сигнал с датчика реза (например, сельсина). Упруго-демпфирующие элементы 6 и 11 осуществляют активную виброизоляцию комбинированного привода и правильной мащины от барабанов летучих ножниц. Например, применительно к агрегатам поперечной резки жести листопрокатного цеха № 3 Магнитогорского металлургического комбината с летучими барабанными ножницами завода СКМЗ (диаметр барабанов 0 500 мм, число ножей на барабане равно 2) при порезке полосы из стали 08 кп шириной 712 мм и толщиной 0,25 мм на карточки длиной 512 мм при скорости полосы V, 2,9 м/с необходимая степень синхронизации скоростей ножей и полосы в момент реза, при которой снижается разброс длин карточек на 1,5 мм, как показали расчеты, обеспечивается при тормозном моменте Мд 70 нм и следующих параметрах резино-металлических втулок упруго-демпфирующих элементов 6 и 11: DH 50 мм, dgj, 25 мм, h 50 мм, резина - маслостойкая, амортизационная, где D н - наружный диаметр; Ауц - внутренний диаметр; h - высота резино-металлических втулок, В упруго-демпфирующем элементе 11, соединяющем приводной барабан летучих ножниц с комбинированным приводом, использовано четыре резино-металлические втулки, а в элементе 6, соединяющем правильную машину с комбинированным приводом - две резино-металлические втулки. Использование данного изобретения обеспечивает повышение точности дли1 отрезаемых полос за счет синхронизации скоростей движения проката и режущих кромок ножей барабанных ножниц в момент реза.
V V/ V/
-f f f r-irir-T
II I
1 1 i
фиг-2
JoK
n
Фиг.З
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки полосового проката | 1978 |
|
SU743794A1 |
| Способ резки полосового проката | 1982 |
|
SU1159732A1 |
| Цифроаналоговое устройство управления летучими ножницами с механизмом выравнивания скоростей | 1990 |
|
SU1712078A1 |
| Устройство управления летучими ножницами, снабженными механизмом выравнивания скоростей | 1990 |
|
SU1712080A1 |
| Летучие ножницы | 1976 |
|
SU707705A1 |
| Способ регулирования подачи полосы к ножницам | 1980 |
|
SU998013A1 |
| СПОСОБ УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ УСТАНОВКИ БАРАБАННЫХ ЛЕТУЧИХ НОЖНИЦ С ЭЛЕКТРИЧЕСКОЙ СВЯЗЬЮ ТРАНСПОРТИРУЮЩЕГО И РЕЖУЩЕГО УСТРОЙСТВ ПРИ МЕРНОЙ РЕЗКЕ ПОЛОСОВОГО ПРОКАТА | 2001 |
|
RU2259905C2 |
| Устройство управления летучими ножницами с механизмом выравнивания скоростей | 1989 |
|
SU1682058A1 |
| Устройство для управления летучими ножницами с механизмом выравнивая скоростей | 1990 |
|
SU1712077A1 |
| Устройство управления летучими ножницами ,работающими в режиме непрерывного вращения | 1987 |
|
SU1440627A1 |
УСТАНОВКА ДЛЯ РЕЗКИ ПОЛОСОВОГО ПРОКАТА, содержащая барабанные летучие ножницы, правильную машину, комбинированный привод, соединенный с правильной машиной и посредством вала с ведущим барабаном ножниц, тормозной электродвигатель, соединенный с ведущим барабаном ножниц и датчиком угла поворота вала, систему управления тормозным электродвигателем, связанную с датчиком угла поворота вала, отличающаяся тем, что, с целью повыщения точности длин отрезаемых полос путем синхронизации скоростей движения проката и режущих кромок ножей барабанных ножниц в момент реза, она снабжена двумя упруго-демпфирующими элементами, один из которых соединен с правильной машиной, а другой - с валом ведущего барабана ножниц, и датчиком реза, соединенным через датчик угла поворота вала с тормозным электродвигателем и связанным с системой управления тормозным электродвигателем.
| I | |||
| Установка для резки полосового проката | 1978 |
|
SU743794A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
