Изобретение относится к области обработки металлов давлением и может использоваться на всех кольцепрокатных станах.
Известен способ-аналог прокатки колец (см. \Разработка алгоритмического и программного обеспечения, создание и исследование микропроцессорных систем управления специальными металлургическими машинами и агрегатами. Этап 1. Разработка алгоритмического и программного обеспечения для систем управления кольцепрокатными станами. Отчет по НИР. ВНИИМЕТМАШ. Москва. 1988. Том 1. Рук. Л.Я.Шагас, О.К.Храпченков (107 с.). С.7...14\), заключающийся в том, что кольцо обжимают в радиальном направлении наружным и внутренним валками, причем наружный валок - приводной и вращается с заданной скоростью, а внутренний валок перемещается в радиальном направлении к наружному валку, обеспечивая этим рост наружного диаметра кольца. В осевом направлении кольцо обжимают между торцевыми валками. Следящий ролик непрерывно измеряет текущий наружный диаметр кольца, а опорные валки, поддерживающие кольцо, раздвигаются на окружность, равную текущему наружному диаметру кольца.
Недостатком этого способа-аналога является то, что опорные валки раздвигают на окружность, равную текущему, измеренному в данный момент, наружному диаметру кольца, без учета возможной овальности прокатываемого кольца. Эта овальность может получаться из-за начальной овальности заготовки, смещения центра заготовки и т.д. Вследствие этого, если заготовка была овальная, то и прокатанное кольцо получится овальным. Таким образом, опорные валки в процессе прокатки не только не правят кольцо, но и могут даже при большой начальной овальности "поломать" его форму. Очевидно, что если прокатанное кольцо имеет овальную форму, то его необходимо прокатывать с большими припусками по внешнему диаметру, для того чтобы последующей обработкой придать ему форму идеального кольца. Следовательно, при этом возрастут потери металла.
Известен другой способ-аналог прокатки колец (см. "Control Device for out of Roundness of Ring rolling mill". Патент N62-114741 (Япония),1987 г., Oumi Tanko, Seiji Yoshimoto), который состоит из аналогичных вышеописанному операций и имеет тот же самый недостаток.
Наиболее близким из существующих аналогов (прототипом) является известный способ прокатки колец (см. Патент СССР, N 936796, кл. В 21 Н 1/06, 1973 г.), заключающийся в том, что обжимают заготовку кольца в радиальном направлении между вращающимися с заданной скоростью и перемещающимися навстречу один другому наружным и внутренним валками и в осевом направлении между торцевыми валками, непрерывно измеряют текущий наружный диаметр прокатываемого кольца посредством следящего ролика, расположенного в одной осевой плоскости с наружным и внутренним валками, и осуществляют правку некруглости прокатываемого кольца посредством двух перемещающихся в радиальном направлении опорных валков.
Недостаток этого способа заключается в следующем. Два опорных валка, крепящихся по обе стороны от наружного валка на специальных держателях, соприкасаются с наружной поверхностью кольца. При увеличении наружного диаметра кольца в процессе прокатки опорные валки разводятся на наружный диаметр прокатываемого кольца, при этом держатели опорных валков приближаются к упорам, смонтированным на равных расстояниях от центра кольца. Когда наружный диаметр кольца достигает заданного значения в конце основного периода прокатки, держатели стопорятся и, следовательно, опорные валки, разведенные на заданную окружность, определяют окончательный наружный диаметр кольца, а также правят кольцо, придавая ему минимальную овальность, за счет прокатки его в застопоренных опорных валках определенное время. Следовательно, правка овальности кольца осуществляется не в процессе непосредственной прокатки кольца, а после нее. Тем самым полное время прокатки кольца увеличивается, а производительность кольцепрокатного стана уменьшается.
Задачей предлагаемого изобретения является уменьшение общего времени прокатки кольца за счет совмещения процесса непосредственной прокатки кольца с процессом его правки.
Технический результат от решения поставленной задачи выражается в существенном повышении производительности кольцепрокатного стана и ускорении производственного цикла в целом.
Поставленная задача и достигаемый при этом технический результат достигаются тем, что в способе прокатки колец, заключающемся в обжиме заготовки кольца в радиальном направлении между вращающимися с заданной скоростью и перемещающимися навстречу один другому наружным и внутренним валками и в осевом направлении между торцевыми валками, непрерывно измеряют текущий наружный диаметр прокатываемого кольца посредством следящего ролика, расположенного в одной осевой плоскости с наружным и внутренним валками, и осуществляют правку некруглости прокатываемого кольца посредством двух перемещающихся в радиальном направлении опорных валков, дополнительно при измерении наружного диаметра прокатываемого кольца вырабатывают синхронизированные между собой временные метки определения овальности прокатываемого кольца с частотой, пропорциональной частоте его вращения, и временные метки измерения текущего наружного диаметра прокатываемого кольца с частотой, превышающей частоту выработки временных меток определения овальности прокатываемого кольца в количество раз, равное произведению количества участков уменьшения и увеличения наружного диаметра овала кольца за один оборот прокатываемого кольца на определенное минимальное число измерений наружного диаметра кольца, достаточное для выявления тенденции увеличения или уменьшения наружного диаметра прокатываемого кольца, при этом в момент формирования временной метки измерения текущего наружного диаметра прокатываемого кольца определяют и запоминают текущий наружный диаметр прокатываемого кольца, вырабатывают логические признаки увеличения и уменьшения его наружного диаметра при условии увеличения или уменьшения его не менее определенного числа раз подряд и запоминают последовательность формирования этих логических признаков в период между вырабатываемыми временными метками определения овальности прокатываемого кольца, определяют и запоминают текущее экстремальное - минимальное и максимальное значение наружного диаметра прокатываемого кольца, храня его для расчетов на текущем и последующем цикле вычислений экстремума, причем в момент определения этого текущего экстремума определяют и запоминают число временных меток измерения текущего наружного диаметра прокатываемого кольца в период между двумя последовательными, текущим и предшествующим, экстремумами наружного диаметра, храня его для расчетов на текущем и последующем цикле вычислений экстремума, и одновременно с этим вычисляют и запоминают средний текущий наружный диаметр прокатываемого кольца как полусумму его экстремальных значений, полученных на текущем и предшествующем циклах измерений экстремума, если оба экстремальных значения его - минимальное и максимальное - определялись до этого момента, по меньшей мере один раз, храня для расчетов на текущем и последующем цикле вычислений экстремума, вычисляют и запоминают текущий коэффициент наклона как частное от деления разности текущих средних наружных диаметров, полученных на текущем и предшествующем циклах измерений экстремума, на полусумму чисел временных меток измерения текущего наружного диаметра прокатываемого кольца, определенных в период между двумя последовательными его экстремумами, полученными на текущем и предшествующем циклах измерений экстремума, вычисляют и запоминают текущее начальное значение наружного диаметра прокатываемого кольца как сумму среднего текущего наружного диаметра, полученного на текущем цикле измерения наружного диаметра и произведения текущего коэффициента наклона на половину числа временных меток измерения наружного диаметра, полученных на текущем цикле измерения экстремума между двумя последовательными экстремумами наружного диаметра прокатываемого кольца, вычисляют заданное текущее значение наружного диаметра прокатываемого кольца как сумму текущего начального значения наружного диаметра и произведения текущего коэффициента наклона на число временных меток измерения текущего наружного диаметра, отсчитанных с момента определения последнего текущего экстремального значения наружного диаметра, в момент выработки временной метки определения овальности кольца, если за период между предыдущей и текущей временными метками определения овальности не менее определенного числа раз вырабатывали логические признаки увеличения и уменьшения наружного диаметра прокатываемого кольца, а перемещение в радиальном направлении опорных валков осуществляют соответственно заданному текущему значению наружного диаметра прокатываемого кольца, если вырабатывали логический признак его овальности, или соответственно текущему наружному диаметру его, если этот признак отсутствует.
Осуществление предлагаемого изобретения поясняется чертежами, представленными на фиг.1-3.
На фиг.1 представлена диаграмма изменения наружного диаметра прокатываемого кольца во времени.
На фиг.2 представлена схема прокатываемого кольца, имеющего овал, с обозначением соответствующих экстремальных точек наружного диаметра кольца.
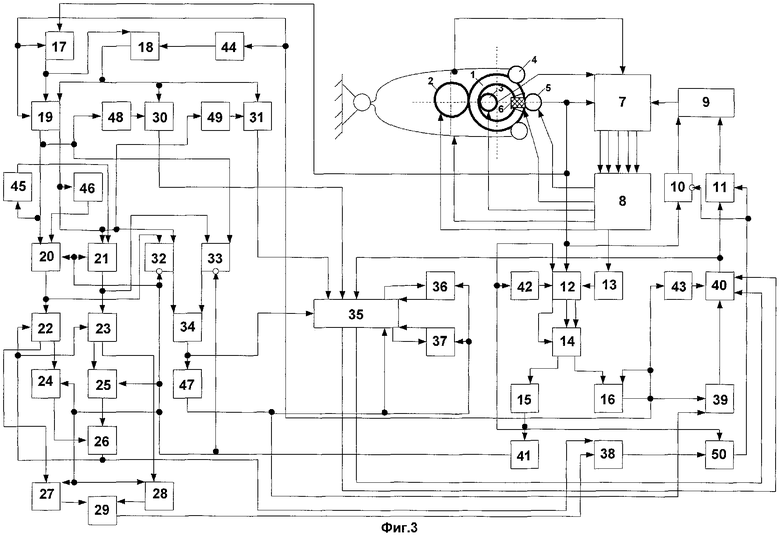
На фиг.3 представлено устройство управления кольцепрокатного стана, реализующее предлагаемый способ прокатки колец.
Предложенный способ поясняется чертежом - см.фиг.1.
Если нет овальности кольца, то наружный диаметр Dki кольца изменяется во времени t в соответствии с кривой 1, где D3 - начальный диаметр заготовки. При этом опорные валки, "поддерживающие" кольцо во время прокатки, будут раздвигаться, устанавливаясь на окружности в соответствии с кривой 1.
Если есть овальность кольца, то наружный диаметр кольца будет изменяться во времени в соответствии с кривой 2. Как видно из диаграммы на фиг.1, кривая 2 будет периодически отклоняться относительно кривой 1. Однако если раздвигать опорные валки таким образом, чтобы они устанавливались на окружность с диаметром, соответствующим кривой 1 в конкретный момент времени, то они будут непрерывно править овальность кольца, стремясь придать ему тот наружный диаметр, который был бы у него, если бы овальности не было. То есть опорные валки будут в этом случае так править кольцо (от оборота к обороту), чтобы реальное изменение текущего наружного диаметра кольца во время прокатки стремилось бы к соответствующему изменению наружного диаметра кольца без овала (по кривой 1). Овальность кольца будет при этом компенсироваться от оборота к обороту. Очевидно, что если овальности кольца не было или если она скомпенсировалась в процессе прокатки, то опорные валки раздвигают во времени в соответствии с кривой 1, т.е. по текущему наружному диаметру кольца не имеющего овал.
Таким образом, предлагаемый способ прокатки колец раздвигает опорные валки в соответствии с заданным значением наружного диаметра прокатываемого кольца, которое стремится (в конкретный момент времени) к значению соответствующего наружного диаметра прокатываемого кольца, не имеющего овала (по кривой 3 - фиг.1).
На кривой 2 выделен участок АВСД для иллюстрации, каким образом вычисляется заданное значение наружного диаметра кольца, если оно имеет овал. В момент подхода к экстремуму (т.т. А, В, С, Д,...) вычисляется текущее экстремальное значение - минмимальное или максимальное значение наружного диаметра кольца - Dmin i или Dmax i, которые сохраняются до следующего цикла вычислений (у следующего экстремума). По этим значениям вычисляется текущий средний диаметр Dcp i

Одновременно подсчитывается число временных меток измерения диаметра кольца в период между двумя последовательными (данным и предшествующим) экстремумами наружного диаметра кольца, т.е на отрезке ВС (предполагается, что рассматриваются вычисления в т. С). Это время обозначено как Ti″. Dcp i и Ti″ запоминают для вычислений на следующем этапе расчета. Одновременно, вычисляют текущий коэффициент наклона Ki как

где Dcpi-1 - текущий средний диаметр кольца, полученный на предшествующем цикле вычисления экстремума;
Ti′, Ti″ - времена измерения диаметра кольца в период между двумя последовательными экстремумами на предшествующем и данном цикле вычислений экстремума.
В общем случае они вычисляются подсчетом числа временных меток на соответствующем участке

где n - целое число;
ΔTi - "единичный" масштаб данной временной метки (например, миллисекунды);
Далее одновременно вычисляется текущее начальное значение диаметра Dначi как

И далее в период между данным (т.С) и следующим экстремумах (т.Д) заданное значение наружного диаметра кольца Dзадi будет определяться как

где Tj - время (определяемое числом соответствующих временных меток) измерения диаметра кольца, начиная с момента определения последнего экстремума (в данном случае в т.С).
При этом заданное значение наружного диаметра кольца после подхода к следующему экстремуму (в т.Д) уточняется в соответствии с ф. (1),...,(4) и т.д.
Как видно из диаграммы на фиг.1, последовательный расчет и уточнение коэффициентов в соответствии с формулами (1),...,(4) позволяет установить опорные валки в соответствии с соответствующими значениями заданного наружного диаметра прокатываемого кольца, стремящихся (в конкретный момент времени) к соответствующим значениям наружного диаметра прокатываемого кольца не имеющего овала (кривая 3 - фиг.1).
Очевидно, что если прокатываемое кольцо имеет овал, то за один оборот наружный диаметр кольца будет последовательно увеличиваться или уменьшаться, т.е. участки увеличения и уменьшения наружного диаметра кольца чередуются - см.фиг.1 и 2. Поэтому в предлагаемом способе прокатки колец логический признак овальности кольца будет выработан, когда несколько раз (заданное определенное число) подряд чередовались участки увеличения и уменьшения внешнего диаметра кольца, т.е. внешний диаметр кольца сначала увеличивался (уменьшался), затем уменьшался (увеличивался), затем опять увеличивался (уменьшался) и т.д.
Очевидно, что для определения овальности кольца необходимо вырабатывать временные метки определения овальности кольца, причем их частота должна быть приблизительно равна частоте вращения кольца. Это условие обеспечивается, если эти временные метки вырабатываются с периодом Δtx, определяющимся из соотношения

где Di - текущий наружный диаметр кольца в момент выработки этой временной метки;
V - окружная скорость прокатки.
Частота временных меток измерения диаметра кольца должна быть выше. Так как критерием уменьшения или увеличения наружного диаметра кольца принят критерий, когда наружный диаметр кольца уменьшался или увеличивался не менее N1 раз подряд, а участков уменьшения и увеличения наружного диаметра овала при одном обороте прокатываемого кольца - четыре, то частота этих временных меток должна быть не менее чем в 4*N1 выше частоты временных меток определения овальности кольца, т.е. период следования этих меток

Следует отметить, что предлагаемый способ работает на исправление овальности кольца при условии, что темп роста наружного диаметра кольца таков, что следящий ролик на овальном кольце определяет участки уменьшения или увеличения текущего диаметра кольца на соответствующем обороте.
Следует также отметить, что Dcpi вычисляется только после того, как хотя бы один раз определены оба значения наружного диаметра овального кольца - минимальное и максимальное. Эти значения вычисляются еще на первом обороте кольца (когда еще не выработан логический признак овальности кольца). Поэтому к моменту раздвижки опорных валков в соответствии с заданным значением наружного диаметра кольца - данный параметр определен.
То же относится к числу временных меток измерения наружного диаметра кольца в период между последовательными экстремумами.
Для пояснения предлагаемого изобретения на фиг.3 приведено устройство управления, реализующее предлагаемый и описанный выше способ прокатки колец. Кольцо (1) обжимается в радиальном направлении между наружным валком (2) и внутренним валком (3). Опорные валки (4) "поддерживают" кольцо, раздвигаясь на заданную окружность. Следящий ролик (5) измеряет текущий наружный диаметр прокатываемого кольца. Торцевые валки (6) обжимают кольцо в осевом направлении. Информация о положении механизмов поступает в систему управления кольцепрокатного стана (КПС) (7), которая формирует управляющие сигналы и через схему управления приводами (8) выдает их на исполнительные механизмы. Устройство управления включает также первый элемент ИЛИ (9), первый ключ (10) и второй ключ (11), первый вычислительный блок (12), задатчик кода (13), третий ключ (14), первый таймер (15), второй таймер (16), первый регистр (17), первый элемент памяти (18), компаратор (19), первый счетчик (20), второй счетчик (21), четвертый ключ (22), пятый ключ (23), второй элемент памяти (24), третий элемент памяти (25), первый элемент И (26), четвертый элемент памяти (27), пятый элемент памяти (28), второй элемент ИЛИ (29), второй регистр (30), третий регистр (31), второй элемент И (32), третий элемент И (33), третий элемент ИЛИ (34), второй вычислительный блок (35), шестой элемент памяти (36), седьмой элемент памяти (37), четвертый И (38), третий счетчик (39), третий вычислительный блок (40), первый элемент задержки (41), второй элемент задержки (42), третий элемент задержки (43), четвертый элемент задержки (44), пятый элемент задержки (45), шестой элемент задержки (46), седьмой элемент задержки (47), восьмой элемент задержки (48), девятый элемент задержки (49), восьмой элемент памяти (50).
Устройство управления работает следующим образом. Через первый элемент ИЛИ 9 в систему управления КПС 7 поступает информация о текущем наружном диаметре кольца, на которые должны быть разведены опорные валки 4 - через первый ключ 10 - текущий наружный диаметр кольца, через второй ключ 11 - заданное текущее значение наружного диаметра кольца Dзадi. Эти ключи управляются восьмым элементом памяти 50, причем разрешающий сигнал на одном из этих ключей является запрещающим для другого. Первый вычислительный блок 12 осуществляет вычисления в соответствии с формулами (5) и (6), причем на первый таймер 15 поступает временная уставка в соответствии с формулой (5), на второй таймер 16 поступает временная уставка в соответствии с формулой (6).
Для вычисления временной уставки, в соответствии с формулой (5), на вход первого вычислительного блока 12 поступает код текущего наружного диаметра кольца (от следящего ролика 5) и код окружной скорости прокатки (с выхода задатчика кода 13). В момент записи временной уставки в первый таймер 15 (времени цикла определения овальности кольца) - через третий ключ 14, этот таймер начинает отрабатывать заданный интервал времени, отработав который, он выдает со своего выхода временную метку определения овальности прокатываемого кольца, которая служит для выработки логического признака овальности (на вход восьмого элемента памяти 50); установки нового цикла определения овальности кольца(на вход первого вычислительного блока 12 для вычислений по ф.ф. (5), (6) и туда же, через второй элемент задержки 42, для выдачи сигнала на открытие третьего ключа 14); для сбросов первого счетчика 20, второго счетчика 21, второго элемента памяти 24, третьего элемента памяти 25, четвертого элемента памяти 27, пятого элемента памяти 28 и для "блокировки" выработки сигналов экстремума во втором элементе И 32 и третьем элементе И 33 (через первый элемент задержки 41). В момент записи кода во второй таймер 16, он начинает отрабатывать заданный интервал времени в соответствии с ф. (6) (временную метку измерения текущего наружного диаметра прокатываемого кольца), отработав который, он выдает со своего выхода управляющий сигнал, который служит для: нового запуска этого таймера, выдачи сигнала в третий вычислительный блок 40 для вычисления по формуле (4) (через третий элемент задержки 43), для подсчета временных меток измерения текущего наружного диаметра прокатываемого кольца в третьем счетчике 39, для выработки логических признаков увеличения или уменьшения текущего наружного диаметра кольца (на вход первого регистра 17, компаратора 19, и первого элемента памяти 18 - через четвертый элемент задержки 44). В первом регистре 17 по сигналу со второго таймера 16 записывается код текущего наружного диаметра кольца. В компараторе 19 он сравнивается с кодом текущего наружного диаметра кольца, полученного на предыдущем цикле измерения и хранящемся в первом элементе памяти 18 (в этот элемент памяти запись кода наружного диаметра кольца осуществляется из первого регистра 17 по сигналу со второго таймера 16, задержанного четвертым элементом задержки 44). Компаратор 19, сравнивая коды текущего наружного диаметра кольца, полученные на данном и предшествующем циклах измерения, вырабатывает управляющий сигнал на своем первом выходе, если текущий наружный диаметр кольца больше предшествующего, и на своем втором выходе, если меньше предшествующего. Очевидно, что в первом случае идет процесс увеличения наружного диаметра кольца, а во втором случае - процесс уменьшения наружного диаметра прокатываемого кольца. Сигналы с первого выхода компаратора 19 подсчитываются первым счетчиком 20, а со второго выхода - вторым счетчиком 21, причем сигнал, увеличивающий содержимое одного из этих счетчиков на единицу, является одновременно сигналом сброса для другого из этих счетчиков (через пятый элемент задержки 45 или шестой элемент задержки 46). Если один из этих счетчиков насчитал не менее N1 сигналов с соответствующего выхода компаратора 19, то на его выходе формируется сигнал логической "1", который поступает, через четвертый ключ 22 или пятый ключ 23, на вход второго элемента памяти 24 или третьего элемента памяти 25, где запоминается. Таким образом, эти элементы памяти запоминают, что на кольце были участки, где наружный диаметр кольца увеличивался и уменьшался.
Если были оба периода увеличения и уменьшения наружного диаметра кольца, то оба элемента памяти - второй элемент памяти 24 и третий элемент памяти 25 в единичном состоянии. Тогда на выходе первого элемента И 26 - единичный сигнал, который поступает на входы четвертого ключа 22 и пятого ключа 23. Этот управляющий сигнал отключает выходы этих ключей, которые идут ко второму элементу памяти 24 и третьему элементу памяти 25, и подключает выходы этих ключей, идущих к четвертому элементу памяти 27 и пятому элементу памяти 28 (таким образом, если на выходе первого элемента И 26 - нулевой уровень сигнала, то работают второй и третий элементы памяти, а если единичный уровень сигнала, то работают четвертый и пятый элемент памяти). Если на прокатываемом кольце будет опять участок увеличения или уменьшения наружного диаметра кольца, то, после того как он "подсчитается" в соответствующем первом счетчике 20 или втором счетчике 21, соответствующий логический признак "1" будет запомнен в четвертом элементе памяти 27 или пятом элементе памяти 28. Тогда, в момент выработки первым таймером 15 управляющего сигнала, на входах четвертого элемента И 38 будут единичные сигналы разрешения и по сигналу с этого таймера установится в единичное состояние восьмой элемент памяти 50, который выдаст разрешающий сигнал выборки заданного текущего значения наружного диаметра прокатываемого кольца в систему управления КПС 7, через второй ключ 11. Если участки увеличения или уменьшения наружного диаметра кольца за один его оборот не чередовались (например, наружный диаметр кольца непрерывно возрастал), то на входах четвертого элемента И 38 в момент прихода управляющего сигнала от первого таймера 15 будут нулевые сигналы. Следовательно, в этом случае восьмой элемент памяти 50 установится в нулевое состояние и выдаст соответствующий управляющий сигнал выборки наружного диаметра кольца через первый ключ 10.
Экстремальное значение текущего наружного диаметра кольца определяется следующим образом. Если допустим, экстремум определяется в т.С (см.фиг.1) и был период увеличения наружного диаметра кольца, причем первый счетчик 20 насчитал не менее N1 соответствующих сигналов, то на его выходе разрешающий управляющий сигнал. Как только система обнаружит, что наружный диаметр кольца уменьшается, на втором выходе компаратора 19 появляется управляющий сигнал. Этот сигнал через второй элемент И 32 формирует сигнал определения экстремума (так как первый счетчик 20 еще не сброшен и на его выходе высокий разрешающий сигнал - он сбросится через время, определяемое шестым элементом задержки 46; на входе второго элемента И 32, соединенном с выходом первого таймера 15 через первый элемент задержки 41, также разрешающий сигнал). Этот сигнал определения экстремума через третий элемент ИЛИ 34 поступает на вход второго вычислительного блока 35, который в этот момент выполняет действия в соответствии с ф.ф. (1),...,(3). Аналогично вычисляется экстремум у точки минимума.
Следует отметить, что ввиду того что соответствующий сигнал с выхода компаратора 19 поступает на управляющий вход третьего регистра 31 (который хранит текущее номинальное значение наружного диаметра кольца) задержанным девятым элементом задержки 49, то в момент определения экстремума в этом регистре будет храниться минимальное значение наружного диаметра кольца, соответствующее т.В (см.фиг. 1). Таким образом текущее экстремальное значение (максимум наружного диаметра в т.С) и предшествующее экстремальное значение (минимум наружного диаметра в т.В) поступают на входы второго вычислительного блока 35 соответственно с выхода второго регистра 30 и третьего регистра 31. Запись в эти регистры осуществляется соответственно по сигналам с выходов компаратора 19, задержанных восьмым элементом задержки 48 или девятым элементом задержки 49, путем переписи информации в них из первого элемента 18 памяти. По сигналу определения экстремума второй вычислительный блок 35 осуществляет вычисления в соответствии с формулами (1),...,(3), причем Dcpi-1 и Ti′ выбираются соответственно из шестого элемента памяти 36 и седьмого элемента памяти 37, а число Ti″ выбирается из третьего счетчика 39. Далее этим же сигналом, задержанным седьмым элементом задержки 47, осуществляется передача вычисленных Dначi и Ki в третий вычислительный блок 40, а также запись значений Dcp i и Ti″ соответственно в шестой элемент памяти 36 и седьмой элемент памяти 37 для расчетов на следующем цикле определения экстремума и сброс третьего счетчика 39. Следовательно, третий вычислительный блок 40 готов к расчету заданного текущего значения наружного диаметра прокатываемого кольца по формуле (4) на очередном цикле измерений экстремума.
Таким образом решается поставленная задача предлагаемого изобретения - уменьшение общего времени прокатки кольца за счет совмещения процесса непосредственной прокатки кольца с процессом его правки.
Вследствие этого существенно повышается производительность работы кольцепрокатного стана и осуществляется ускорение производственного цикла в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления частотой вращения наклонных валков кольцепрокатного стана | 1990 |
|
SU1734904A1 |
| Способ прокатки кольцевых изделий | 1989 |
|
SU1708483A1 |
| ИЗМЕРИТЕЛЬ ВНУТРЕННЕГО ДИАМЕТРА ОБОДА ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА ПРИ ПРОКАТКЕ | 1992 |
|
RU2082081C1 |
| Отключающее устройство к кольцепрокатному стану | 1981 |
|
SU1013061A1 |
| Способ автоматического регулирования толщины полосы | 1981 |
|
SU1005970A1 |
| Способ изготовления профильных кольцевых изделий | 1988 |
|
SU1606245A1 |
| КОМАНДНЫЙ БЛОК ДЛЯ ЭКСТРЕМАЛЬНОГО РЕГУЛЯТОРА | 2011 |
|
RU2475797C1 |
| Кольцепрокатный стан | 1980 |
|
SU946750A1 |
| МНОГОКАНАЛЬНАЯ СИСТЕМА ДЛЯ ОБРАБОТКИ И СОКРАЩЕНИЯ ИЗБЫТОЧНОСТИ ДАННЫХ ИЗМЕРЕНИЙ | 2004 |
|
RU2271033C1 |
| Способ управления центрирующими роликами кольцепрокатного стана | 1987 |
|
SU1496886A1 |
Изобретение относится к области обработки металлов давлением и может использоваться на кольцепрокатных станах. Задачей изобретения является повышение производительности стана и ускорение производственного цикла в целом. Способ прокатки колец заключается в том, что кольцо обжимают в радиальном направлении наружным и внутренним валками, причем наружный валок - приводной и вращается с заданной скоростью, а внутренний валок перемещается в радиальном направлении к наружному валку, обеспечивая этим рост наружного диаметра кольца. В осевом направлении кольцо обжимают между торцевыми валками. Следящий ролик непрерывно измеряет текущий наружный диаметр кольца, а опорные валки, поддерживающие кольцо, раздвигаются на окружность, равную текущему наружному диаметру кольца. В процессе непосредственной прокатки определяют текущую овальность прокатываемого кольца, на ее основе вычисляют заданный наружный диаметр прокатываемого кольца (в конкретный момент времени), значения которого близки или совпадают с соответствующими значениями прокатываемого кольца, не имеющего овальности, и раздвигают опорные валки в соответствии с заданным наружным диаметром прокатываемого кольца. Изобретение обеспечивает уменьшение общего времени прокатки кольца за счет совмещения процесса непосредственной прокатки кольца с процессом его правки. 3 ил.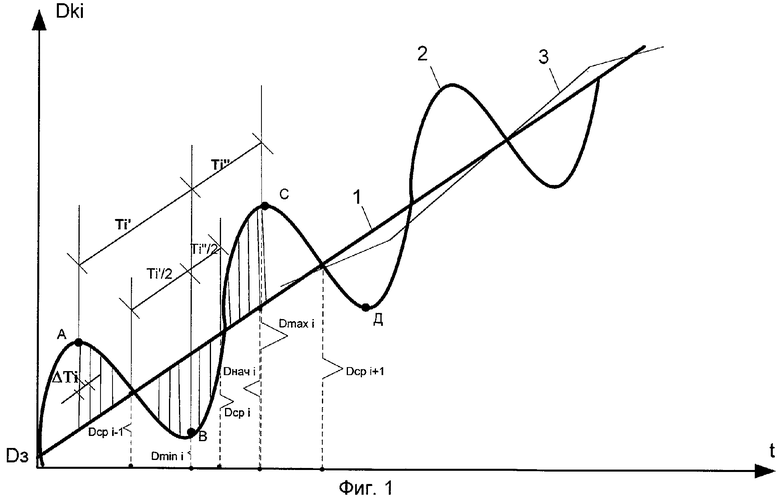
Способ прокатки колец, включающий обжим заготовки кольца в радиальном направлении между вращающимися с заданной скоростью и перемещающимися навстречу один другому наружным и внутренним валками и в осевом направлении между торцевыми валками, непрерывное измерение текущего наружного диаметра прокатываемого кольца посредством следящего ролика, расположенного в одной осевой плоскости с наружным и внутренним валками, и осуществление правки некруглости прокатываемого кольца посредством двух перемещающихся в радиальном направлении опорных валков, отличающийся тем, что при измерении наружного диаметра прокатываемого кольца вырабатывают синхронизированные между собой временные метки определения овальности прокатываемого кольца с частотой, пропорциональной частоте его вращения, и временные метки измерения текущего наружного диаметра прокатываемого кольца с частотой, превышающей частоту выработки временных меток определения овальности прокатываемого кольца в количество раз, равное произведению количества участков уменьшения и увеличения наружного диаметра овала кольца за один оборот прокатываемого кольца на определенное минимальное число измерений наружного диаметра кольца, достаточное для выявления тенденции увеличения или уменьшения наружного диаметра прокатываемого кольца, при этом в момент формирования временной метки измерения текущего наружного диаметра прокатываемого кольца определяют и запоминают текущий наружный диаметр прокатываемого кольца, вырабатывают логические признаки увеличения и уменьшения его наружного диаметра при условии увеличения или уменьшения его не менее определенного числа раз подряд и запоминают последовательность формирования этих логических признаков в период между вырабатываемыми временными метками определения овальности прокатываемого кольца, определяют и запоминают текущее экстремальное - минимальное и максимальное значение наружного диаметра прокатываемого кольца, храня его для расчетов на текущем и последующем цикле вычислений экстремума, причем в момент определения этого текущего экстремума определяют и запоминают число временных меток измерения текущего наружного диаметра прокатываемого кольца в период между двумя последовательными, текущим и предшествующим, экстремумами наружного диаметра, храня его для расчетов на текущем и последующем цикле вычислений экстремума, и одновременно с этим вычисляют и запоминают средний текущий наружный диаметр прокатываемого кольца как полусумму его экстремальных значений, полученных на текущем и предшествующем циклах измерений экстремума, если оба экстремальных значений его - минимальное и максимальное - определяли до этого момента по меньшей мере один раз, храня для расчетов на текущем и последующем цикле вычислений экстремума, вычисляют и запоминают текущий коэффициент наклона как частное от деления разности текущих средних наружных диаметров, полученных на текущем и предшествующем циклах измерений экстремума, на полусумму чисел временных меток измерения текущего наружного диаметра прокатываемого кольца, определенных в период между двумя последовательными его экстремумами, полученными на текущем и предшествующем циклах измерений экстремума, вычисляют и запоминают текущее начальное значение наружного диаметра прокатываемого кольца как сумму среднего текущего наружного диаметра, полученного на текущем цикле измерения наружного диаметра и произведения текущего коэффициента наклона на половину числа временных меток измерения наружного диаметра, полученных на текущем цикле измерения экстремума между двумя последовательными экстремумами наружного диаметра прокатываемого кольца, вычисляют заданное текущее значение наружного диаметра прокатываемого кольца как сумму текущего начального значения наружного диаметра и произведения текущего коэффициента наклона на число временных меток измерения текущего наружного диаметра, отсчитанных с момента определения последнего текущего экстремального значения наружного диаметра, в момент выработки временной метки определения овальности кольца, если за период между предыдущей и текущей временными метками определения овальности не менее определенного числа раз вырабатывали логические признаки увеличения и уменьшения наружного диаметра прокатываемого кольца, а перемещение в радиальном направлении опорных валков осуществляют соответственно заданному текущему значению наружного диаметра прокатываемого кольца, если вырабатывали логический признак его овальности, или соответственно текущему наружному диаметру его, если этот признак отсутствует.
| Кольцепрокатный стан | 1973 |
|
SU936796A3 |

