1
(21)4371249/27-27
(22)28.01.88
(46)15.11 .90. Б:ол. № 42
(71)Институт черной металлургии
(72)Л.А. Левицкий, В.И. Хейфец, Б.А.Чернышев, Б,Г. Овчаров, CiB.Калибатовский, А.Ф, Шулежко, Е.Ф.Амилаев и В.К. Лящеико
(53)621.771.29 (088.8)
(56)Фригге Го Планиров1С кузнечных цехов с учетом производства заготовок для раскатки колец. - Черные металлы, 1971, №.1б, с. 27-36.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ КОЛЬЦЕВЬЬХ ИЗДЕЛИЙ
(57)Изобретение относится к обработке металлов давленкек Цель изобретения -- повышегаге качества -профильных кольцевых изделий за счет уменьшения
дефектов типа утяжки по торцу. Заготовку, нагретую до температуры деформации, предварительно формуют, получая полуфабрикат высотой, превышающей в 1,05-1,5 раза высоту готового кольцевого изделия. Затем полую кольцевую заготовку прокатывают на ради- ально-осевом кольцепрокатном стане. Деформацию в радиальном направлении в процессе прокатки осуществляют с перемещением одного из радиальных валков вдоль оси прокатываемой заготовки. Величину перемещения поддерживают равной половине величины обжатий по высоте за один оборот заготовки. Способ позволяет получить изделия сложного профиля без утяжки по торцовьм граням с отклонениями по высоте готового изделия в преде - лак от +2 до -1 мм. 5 ил., 2 табл. 6
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления кольцевых изделий с гребнем | 1989 |
|
SU1703232A1 |
| Способ прокатки кольцевых изделий | 1985 |
|
SU1480941A1 |
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Способ прокатки кольцевых изделий и устройство для его осуществления | 1990 |
|
SU1792780A1 |
| Способ изготовления кольцевых изделий | 1991 |
|
SU1764750A1 |
| Способ прокатки кольцевых изделий | 1990 |
|
SU1791067A1 |
| Способ прокатки кольцевых изделий | 1985 |
|
SU1382557A1 |
| Способ изготовления профильных кольцевых изделий | 1990 |
|
SU1784384A1 |
| Кольцепрокатный стан | 1979 |
|
SU804138A1 |
| Способ прокатки кольцевых изделий | 1989 |
|
SU1708483A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение качества профильных кольцевых изделий за счет уменьшения дефектов типа утяжки по торцу. Заготовку, нагретую до температуры деформации, предварительно формуют, получая полуфабрикат высотой, превышающей в 1,05-1,5 раза высоту готового кольцевого изделия. Затем полую кольцевую заготовку прокатывают на радиально-осевом кольцепрокатном стане. Деформацию в радиальном направлении в процессе прокатки осуществляют с перемещением одного из радиальных валков вдоль оси прокатываемой заготовки. Величину перемещения поддерживают равной половине величины обжатий по высоте за один оборот заготовки. Способ позволяет получить изделия сложного профиля без утяжин по торцовым граням с отклонениями по высоте готового изделия в пределах +2 ... -1 мм. 5 ил., 2 табл.
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении горячекатаных кольцевых изделий типа венцов, обойгч крупногабаритных подшипников и т,п.
Цель изобретения - повышение качества профильных кольцевых изделий за счет устранения утяжки по т ор до -BVM гр а ням.
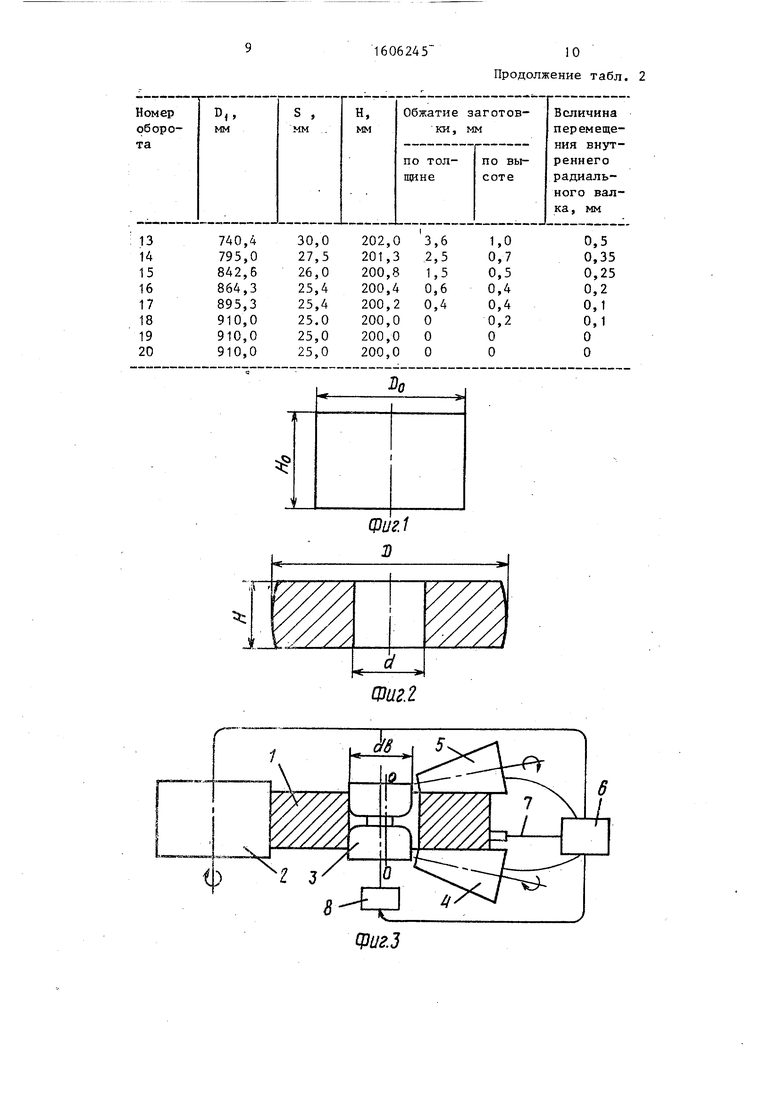
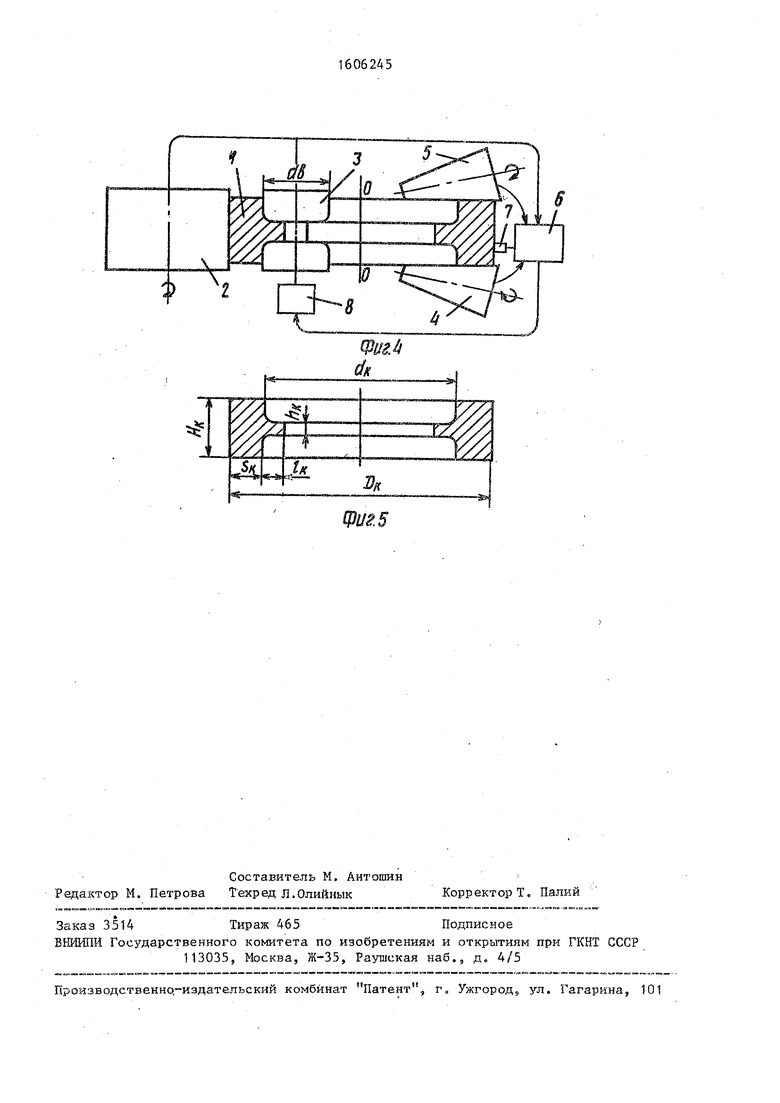
На фиг.1 представлена исходная заготовка на фиг„2 - полая заготовка после формовки5 на фнг.З - схема процесса прокатки в начальной стадии; на фиг.4 - то же, в конечной стадии; на фиг ,. ;- готовое кольцевое изделие.
Способ осуществляют следующим образом.
Исходную заготовку (фиг.1) с размерами D, HP нагревают до температуры деформации и подают на преесовьи участок, где на кузнечно-прессовом оборудовании формуют по диаметру и высоте полую кольцевую заготовку с размерами D, d, Н, причем высота полой кольцевой заготовки больше В) 1,05-1,5 раза высоты готового профильного кольцевого изделия Н,;. Затем полую кольцевую заготовку 1 (фиг.З) подают на радиально-осевой кольцепро- катный стан с наружным радиальным вал- ,ком 2 и надевают на профильный внуто:О5
N3 4 СД
ренний радиальный валок 3 (фиг.З и 4). Посредством силового гидроцилиндра (не указан) профильный внутренний радиальный валок перемещается к на- руяшому радиальному валку 2, Полая кольдевая заготовка таже лолсится тор- довей гранью на нижний осевой валок 4. Верхний осевой валок .5 посредсттовка в процессе прокатки вращается за счет вращения наружного радиального валка и одного или двух осевых валков, вращение передается от элект
вом силового цилиндра (не указан) пе- IQ изделия, определяет перемещение внут- ремещается к полой кольцевой заготов- раннего радиального валка вдоль оси ке до соприкосновения с ней. После -прокатываемого кольцевого изделия
этого начинают обжимать полую кольце- в направле1таи осевого обжатия, вую заготовку между радиальными и осе-При прокатке кольцевых изделий
вымы валками. Полая к ольцевая заго- -15 при обжатии в радиальном направле НИИ деформация не проникает на всю толщину сечения о Приграничные с валками зоны металла уширяются больше средних. Из-за неравномерности де- родвигателей через редукторы (не ука- 20 Формации образуются дефекты типа заны). Процесс деформации полойутяжки по торцовым граням. Для уст- .
кольцевой заготовки по толщцне стен-ранения данного вида дефектов необки производят за счет перемещенияходимо осуществлять обжатие загопрофильного внутреннего валка 3 к на- тонки по высоте (устранение уширения ружному радиальному валку 2 поср.ед . 25 и обжатия по основному сечению) . ством гидроцилиндра (не указан). Обжа- Для осуществления обжатия изделий тия по высоте производят за счет перемещения .верхнего осевого валка 5 к нижнему осевому валку 4, установленному неподвилшо, посредством гидро- п изделия. Когда высота заготовки боль- (не указан).ше высоты готового изделия более чем
Данные о величине обжатий (переме щение верхнего осевого валка 5) полой кольцевой заготовки по высоте в процессе прокатки поступают в обрабатывающей блок 6. Туда же поступают данные о перемещении внутреннего радиального валка к наружному ради альному валку в плоскоеТИ5 перпендикулярной оси 00 прокатьшаемого кольца и текущем наружном диаметре прокатываемого изделия, определяемого с помощью датчика 7 (фиг 3 и 4) . В обрабатывающем блоке 6 на основе полученных /.данных происходит расчет величины перемещения профильного внутреннего радиального валка вдоль оси 00 прокатываемого кольца в нап- ра.влении осевого обжатия и подается сигнал 9 исполнительный блок 8 (фиГеЗ i
к 4). Прокатку кольцевого изделия 50 в пределах 1 у 05-1 , 5 в зависимости
осуа1,ествляют с перемещением профиль- от величины высоты готовго кольцевоного внутреннего радиального валка до получения готового кольцевого изделия с конечными размерами и профилем :0к5 dj, 1, Ьк (фиг.З), . I
Перемещение профильного внутрен-Iдиапазона 1.05--1,,5 следует выбирать
него радиального валка может быть .для большего отношения высоты готового профильного кольцевого изделкя.к
35
40
по высоте необходимо, чтобы высота исходной кольцевой заготовки бьша больше высоты готового,кольцевого
в 1,5, вследствие постоянства объема уменьшается толщина стенки исходной кольцевой заготовкнэ поэтому при прокатке изделия толщина готового изделия получается раньше высоты, готового изделия, тем самым удлиняется цикл прокатки, при этом из-за обжатия по высоте .-в конце прокатки возможно образованр1е закатов и утяжки по боковой наружной поверхности.
Когда высота заготовки больше вы- соты готового изделия меньше чем в 1,05, конечная высота равна ьгысоте готового кольцевого изделия и при этом заготовка обжимается только по толпдане, поэтому возникают дефекты типа утяжки по торцовым граням.
Исходя из этих условий приняты границы определения высоты заготовки
го изделия Н ,
Экспериментально установлено, что большее значение высоты заготовки из
45
осущестЕшено мехазгачески посредством
зубчатой передачи, а та1сже через силовой гидродилиндр связанный с внутренним валком.
Измеряя перемещения верхнего осевого валка, текущее значение наружного диаметра и перемещение внутреннего радиального валка в плоскости, перпендикулярной оси прокатываемого
тонки по высоте (устранение уширени и обжатия по основному сечению) . Для осуществления обжатия изделий изделия. Когда высота заготовки бол ше высоты готового изделия более че
по высоте необходимо, чтобы высота исходной кольцевой заготовки бьша больше высоты готового,кольцевого
в 1,5, вследствие постоянства объема уменьшается толщина стенки исходной кольцевой заготовкнэ поэтому при прокатке изделия толщина готового изделия получается раньше высоты, готового изделия, тем самым удлиняется цикл прокатки, при этом из-за обжатия по высоте .-в конце прокатки возможно образованр1е закатов и утяжки по боковой наружной поверхности.
Когда высота заготовки больше вы- соты готового изделия меньше чем в 1,05, конечная высота равна ьгысоте готового кольцевого изделия и при этом заготовка обжимается только по толпдане, поэтому возникают дефекты типа утяжки по торцовым граням.
Исходя из этих условий приняты границы определения высоты заготовки
го изделия Н ,
Экспериментально установлено, что большее значение высоты заготовки из
толщине стенки () и большей высоты готового профильного кольцевого изделия.
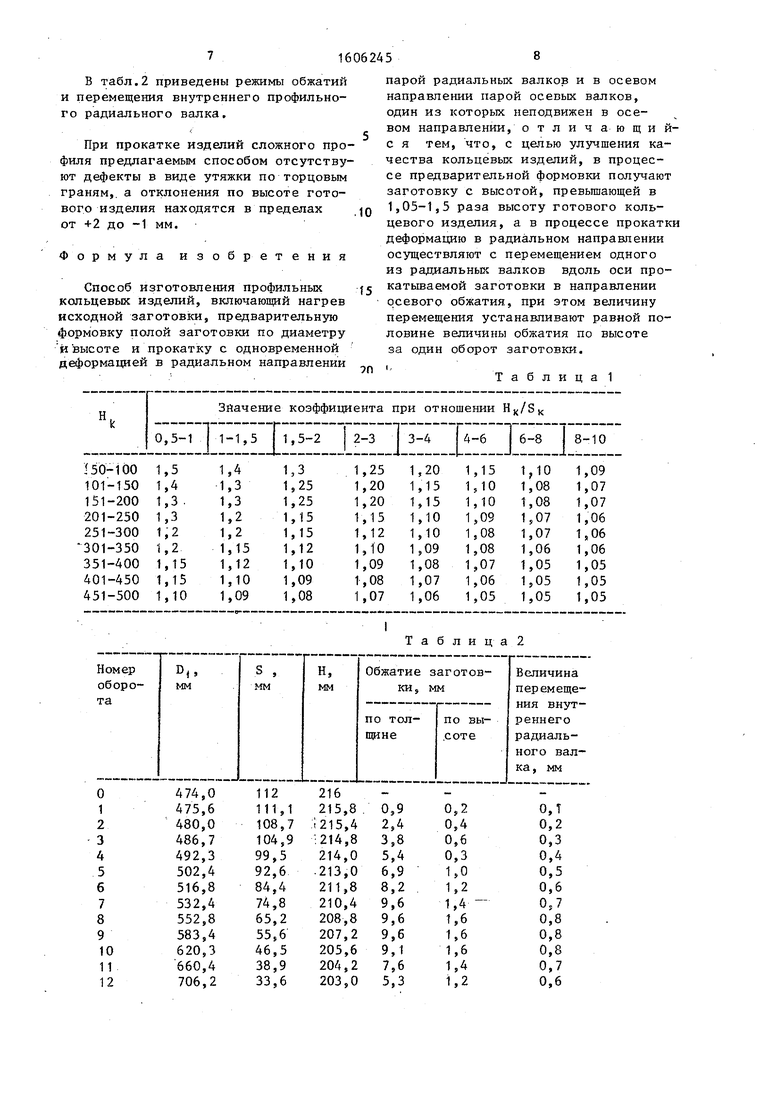
В. табл.1 приведены рекомендуемые значения коэффициентов для определения высоты исходной заготовки в зависимости от конечной высоты профильного кольцевого изделия Н , и отношения HK/S.,,
16
При прокатке из-за обжатия по вы . соте заготовки происходит оседание сечения прокатываемого кольцевого изделия относительно калибра валка. Если радиальный валок не опускается на величину оседания сечения прокатываемого изделия, т.е. если в процессе прокатки радиальный валок не перемещается вдоль оси заготовки на величину, равную половине величи ны обжатия по высоте за один оборот заготовки, происходит искривление прокатываемого изделия относительно калибра валка, что приводит к невыполнению профиля изделия и невозможности получения качественного изделия.
Пример. Исходную заготовку (фиг,1) с размерами 365x286 мм массой m 235 кг нагревают до температуры деформации 1250°С, затем на прессе усилием Р 40 МН формируют по диаметру и высоте с получением полой кольцевой заготовки с размерами , равными 474x250x216 мм.
Высоту П исходной кольцевой заготовки выбирают на основании высоты готового кольцевого изделия мм отношения (4 8 и даиньм, приведенным в табл.1. Высота исходной кольцевой заготовки равна Н 1,08, Н ;j 216 (мм). Затем полую кольцевую заготовку подают нарадиально-осевой кольцепрокатный стан надевают на профильный внутренний радиальный валок 3 диаметром d 240 №г. Посредством силового гидроцилиндра (не указан) профт-шьный внутренний радиальный валок перемещают к наружному радиальному калку 2 диаметром Вь 600 мм.
Полая, кольцевая заготовка также находится на ншгснем осевом валке 4. Верхний осевой валок 5 посредством силового гидроцилиндра (не указан) .перемещают к полой кольцевой заготовке до соприкосновения с ней. После этого начинают обжатие полой кольце
62456
вой заготовки между радиальными и осевыми валками.
Поиая кольцевая заготовка в про- с цессе прокатки вращается за счет вращения наружного радиального валка и нижнего осевого валка от двигателей постоянного тока через редукТо- ры (не указаны). Деформацию полой 0 кольцевой заготовки по толщине стенки производят за счет перемещения профильного внутреннего валка 3 к наружному радиальному валку 2 посредством гидроцилиндра с усилием Р J5 МН (не указан). Обжатие по высоте производят за счет перемещения верхнего осевого валка 5 к нижнему осевому валку 4, установленному неподвижно, посредством, гидроцилинд- 20 ра с усилием Р 1,25 МН (не указан) .
Величину обжатий прокатываемой заготовки по высоте определяют по перемещению верхнего осевого валка, 25 данные о росте диаметра регистрируют специальным измерителем текущего наружного диаметра прокатываемой заготовки 7, установленными между осевыми валками, обжатия по толщине 30 стенки прокатываемой заготовки определяют по перемещению внутреннего профильного радиального валка 3. Эти данные поступают в обрабатывающий блок 6, где производят расчет величины перемещения внутреннего профильного радиального валка 3. Сигнал из обрабатывающего блока 6 подают на вход исполнительного блока 8 - гидроцилиндра .
Посредством исполнительного блока 8 осуществляют перемещение внутреннего профильного радиального валка З.вниз вдоль оси прокатываемой заготовки 00 в процессе прокатки.
дПрокатку кольцевого изделия ведут
до конечных размеров изделия хНу.л1,хЬ 910)860 200x30x20 (мм). Согласно предлагаемому способу изготовлена опытно-промьшшеиная пар0 кольцевых изделий типа венцов с указаннь1ми размерами. Исследования качества прокатанных изделий показали, что дефекты-типа . утяжки по то|. цовой грани отсутствуют.
5
0
Одновременно исследовали качество изделий, изготовленных известным способом, дефект типа утяжки по торцовой грани наблюдают у 30% изделий.
В табл.2 приведены режимы обжатий и перемещения внутреннего профильного радиального валка.
При прокатке изделий сложного профиля предлагаемым способом отсутствуют дефекты в виде утяжки по торцовым граням,, а отклонения по высоте готового издачия находятся в пределах от +2 до -1 мм.
Формула изобретения
Способ изготовления профильных кольцевых изделий, включающий нагрев исходной заготовки, предварительную формовку полой заготовки по диаметру и высоте и прокатку с одновременной деформацией в радиальном направлении
0
5
П
парой радиальных валков и в осевом направлении парой осевых валков, один из которых неподвижен в осевом направлении, отличающий- с я тем, что, с целью улучшения качества кольцевых изделий, в процессе предварительной формовки получают заготовку с высотой, превьппающей в 1,05-1,5 раза высоту готового кольцевого изделия, а в процессе прокатки деформацию в радиальном направлении осуществляют с перемещением одного из радлальных валков вдоль оси прокатываемой заготовки в направлении осевого обжатия, при этом величину перемещения устанавливают равной половине величины обжатия по высоте за один оборот заготовки.
(,
Т а б л и ц а 1
Таблица2
1606245
10 Продолжение табл. 2
Фиг.1 S
-А
Фиг.2
ОзиаЗ
