Изобретение относится к технологии обработки проволоки и может быть использовано в станках для изготовления спиралей, пружин.
Известны механизмы для подачи проволоки в устройствах для ее обработки, которые содержат основание с опорой для установки катушки с проволокой и опорные ролики для направления проволоки к устройству для ее обработки (см. описания к авторским свидетельствам СССР №671905, B 21 F 23/00, 1977 [1], №751479, B 21 F 21/00, 1978 [2]). Недостатками этих механизмов является необходимость приложения значительных усилий для протяжки проволоки в начале ее сматывания для вращения тяжелой катушки, что приводит к износу элементов, осуществляющих протяжку проволоки к устройству для ее обработки.
Наиболее близким аналогом является механизм подачи проволоки к устройству для ее обработки по патенту РФ №2076500, МПК 6 B 21 F 23/00, опубл. 27.03.97. [3]. В соответствии с патентом катушка с проволокой устанавливается на основании на неподвижной вертикальной оси и оборудована бегунком в виде кронштейна, ось поворота которого ориентирована по касательной к окружности направляющего ролика. При работе проволока протягивается через направляющую - трубку, огибает ролик на конце кронштейна, заставляет его вращаться и сматывать проволоку с неподвижной катушки. Недостатками механизма является более сложная его конструкция, предполагающая наличие откидывающей стойки, двух подшипников, дополнительного основания под направляющий ролик, что удорожает механизм, а также недостаточно надежная подача проволоки к устройству ее обработки, поскольку использует кронштейн с роликом на конце - элементом ориентации проволоки, с которого проволока может соскользнуть и нарушить процесс производства.
Задачей изобретения является упрощение конструкции механизма подачи проволоки, его удешевление, повышение надежности и долговечности его работы.
Задача решается конструкцией механизма подачи проволоки, включающего опору для установки упаковки проволоки - катушки или бухты с проволокой, на основание, опора состоит из двух неподвижных относительно друг друга втулок с возможностью съема одной из них относительно другой, установленных на неподвижной вертикальной оси, на верхнюю втулку (неподвижную вертикальную ось) установлен поворотный механизм с кронштейном с установленным на нем за пределами упаковки проволоки элементом ориентации проволоки, механизм подачи содержит также направляющую для проволоки для ее подачи на устройство ее обработки. Отличием предложенного механизма подачи проволоки является форма выполнения поворотного механизма с элементом ориентации проволоки и форма выполнения направляющей, которое заключается в следующем. Поворотный механизм представляет собой полую трубку, установленную на неподвижной вертикальной оси с возможностью свободного поворота относительно этой оси, кронштейн расположен перпендикулярно оси поворота, в нижней части полой трубки, в верхней части выполненной скошенной плоскостью со стороны расположения кронштейна с углом скоса по отношению к вертикальной оси, меньшим угла между этой осью и направлением подачи проволоки из бухты, т.е. меньше угла между этой осью и линией, соединяющей верхний конец полой трубки с местом расположения на кронштейне элемента ориентации, элемент ориентации установлен жестко на конце кронштейна и представляет собой пластину-зажим со стяжным отверстием, в котором установлена цилиндрическая втулка с наружным диаметром, равным отверстию зажима, внутренним отверстием с диаметром, большим диаметра проволоки, выполненной из твердого сплава, элемент ориентации установлен на кронштейне с наклоном оси втулки элемента ориентации по отношению к горизонту, предпочтительно в 45°. Таким же элементом ориентации снабжен конец верхней части полой трубки, который также установлен неподвижно, с осью его втулки, ориентированной по направлению подачи проволоки, приблизительно лежащей на линии соединения верхнего конца полой оси с местом расположения элемента ориентации на кронштейне. Направляющая выполнена в виде ложемента из уголка, один конец которого установлен в достаточной близости к верхнему концу полой трубки во избежание перегиба проволоки, другой конец - непосредственно у подающих роликов, ребро ложемента выполнено с изгибом в горизонтальной и вертикальной плоскостях для ориентации его по направлению подачи проволоки, ложемент снабжен жестко установленными на его гранях элементами ориентации проволоки описанной выше конструкции с осями втулок, ориентированными по направлению расположения ребра ложемента, т.е. по направлению подачи проволоки. Такая конструкция механизма подачи проволоки позволит сориентировать проволоку с наименьшими ее напряжениями без перегибов из бухты к устройству ее обработки, обеспечить свободную ее подачу с минимальными трениями при простоте, надежности и долговечности конструкции.
Известны конструкции элемента ориентации проволоки в механизме подачи проволоки, которые выполнены в виде трубки, втулки с внутренним диаметром, равным или больше диаметра проволоки, с осью, ориентированной вдоль направления подачи проволоки (см. описание к патенту РФ №2076500, МПК 6 B 21 F 23/00, опубл. 27.03.97. [3], описание к патенту РФ №2166399, МПК 7 B 21 F 35/00, опубл. 10.05.2001. [4]). Как правило, указанные втулки установлены жестко, неподвижно относительно других элементов конструкции механизма, например относительно основания, путем сварки. Вследствие воздействия на внутренние поверхности трубки, втулки больших сил трения, вызываемых движением проволоки, они подвергаются быстрому истиранию. При истирании внутренних поверхностей втулки она требует замены, но поскольку она установлена неподвижно, ее удаляют с большими трудностями и неудобствами, при этом портят основание, к которому втулка приварена. Недостатком такой конструкции является недолговечность конструкции в целом, ее низкая надежность и ремонтопригодность.
Наиболее близким аналогом элемента ориентации может быть выбрана конструкция втулки по патенту РФ №2076500 [3].
Задачей изобретения является повышение долговечности конструкции механизма подачи проволоки, надежности и ремонтопригодности.
Задача решается конструкцией элемента ориентации проволоки, включающего втулку с внутренним диаметром, большим диаметра проволоки, отличием которой от прототипа является установка втулки в отверстие пластины-зажима, например, прямоугольной формы, выполненной разрезной по радиусу по типу клеммного зажима, снабженной винтом в месте расположения разреза перпендикулярно ему, установленным с возможностью изменения геометрического размера разреза и отверстия (его увеличения или стягивания) для закрепления в отверстии зажима втулки или ее съема для ее замены на новую.
Известно использование клеммных зажимов для их быстрого съема, например, с клемм аккумулятора в автомобиле. Учитывая, что клеммные зажимы в предложенном механизме для подачи проволоки жестко, несъемно установлены на элементах конструкции механизма: на кронштейне, на полой трубке поворотного механизма, на ложементе, они сохраняют целостность конструкции механизма при износе втулок и их замене, позволяя при этом легко осуществить замену изношенных втулок, это применение их в указанном качестве неизвестно.
На чертеже изображен механизм подачи проволоки к устройству ее обработки с видами А и Б отдельных его элементов.
Механизм подачи проволоки состоит из основания 1, на котором закреплена неподвижно вертикальная ось 2 для установки упаковки проволоки, которая может быть представлена либо катушкой, либо бухтой (не показано). На вертикальной неподвижной оси 2 установлены неподвижно две цилиндрические втулки 3 нижняя и 4 верхняя; последняя установлена с возможностью ее съема с оси 2. Втулки 3 и 4 снабжены элементами фиксации бухты, которые выполнены в виде вертикальных стоек 5 нижней втулки 3, установленных на основании 1 по окружности с диаметром не больше внутреннего диаметра бухты, и обода 6 верхней втулки 4, расположенной на высоте, не меньшей высоты бухты, закрепленного на радиальных прутках - распорках, которые снабжены стойками-укосинами 7, установленными по конусной образующей, меньшим основанием конуса обращенным к основанию 1. На вертикальную ось 2 установлена полая трубка 8 с кронштейном 9 и элементом ориентации проволоки 10, жестко установленным, например приваренным, на конце кронштейна 9. Механизм подачи содержит также направляющую 11 для подачи проволоки на устройство ее обработки. Полая трубка 8 установлена на вертикальной неподвижной оси 2 с возможностью свободного своего поворота относительно этой оси 2, кронштейн 9 расположен перпендикулярно оси 2 в нижней части полой трубки 8. Верхняя часть полой трубки 8 выполнена скошенной плоскостью со стороны расположения кронштейна 9 с углом скоса по отношению к вертикальной оси 2, меньшим угла между этой осью и линией, соединяющей верхний конец полой трубки 8 с концом кронштейна 9. Элемент ориентации 10 установлен жестко на конце кронштейна 9 за пределами бухты и представляет собой клеммный зажим в виде прямоугольной пластины с отверстием, с радиальным разрезом 12, в отверстие которой вставлена цилиндрическая втулка 13 с наружным диаметром, равным отверстию зажима, внутренним отверстием с диаметром, большим диаметра проволоки, выполненной из твердого сплава (см. вид А). Радиальный разрез 12 зажима 10 снабжен винтом 14 с обеспечением возможности изменения размеров радиального разреза 12 и отверстия зажима 10. Элемент ориентации 10 установлен с наклоном оси его втулки 13 по отношению к горизонту, предпочтительно в 45° (вид Б). Таким же элементом ориентации 10 снабжен конец верхней части полой трубки 8, который установлен неподвижно, с осью его втулки 15, приблизительно ориентированной по линии соединения концов полой трубки и кронштейна. Направляющая 11 выполнена в виде ложемента из уголка, один конец которого установлен в достаточной близости к верхнему концу полой трубки 8, на расстоянии, при котором отсутствуют перегибы проволоки. Другой конец направляющей 11 расположен непосредственно у подающих роликов 16 устройства обработки проволоки. Ребро ложемента 11 выполнено с изгибом для ориентации его по направлению подачи проволоки, ложемент снабжен жестко установленными на его гранях элементами ориентации проволоки описанной выше конструкции с осями их втулок, ориентированными по направлению расположения ребра ложемента 11, т.е. по направлению подачи проволоки.
Механизм работает следующим образом. В начале работы в отверстия клеммных зажимов 10 вставляются новые втулки 13 и зажимаются в них винтами 14; верхняя втулка 4 с ободом 6, укосинами 7, полой трубкой 8 с кронштейном 9 снимается с вертикальной стойки 2; на основание 1 по вертикальной стойке 2, стойкам 5 устанавливается бухта (не показано), внутренняя и верхняя часть которой при обратной установке снятой части механизма фиксируется укосинами 7 и ободом 6 верхней части механизма соответственно. Конец проволоки из бухты через втулку 13 клеммного зажима 10 поворотного кронштейна 9, далее по оси 15, к втулке 13 клеммного зажима 10, установленного на конце полой трубки 8, и далее через другие элементы ориентации 10, установленные на ложементе 11, устанавливается в механизме подачи проволоки. Расположение первого элемента ориентации 10 на кронштейне 9 под углом примерно в 45° позволяет установить проволоку в нем без лишних напряжений, а поворотный кронштейн 9, на который воздействуют усилия натяжения проволоки вследствие изменения ее положения по отношению к первоначальному в бухте, поворачивается на оси 2 произвольно и снимает эти усилия. Скос полой трубки 8 под углом, меньшим угла, образованного линией соединения конца кронштейна и верхнего конца трубки, не мешает расположению проволоки на участке от конца кронштейна до верхнего конца трубки и не создает дополнительных трений в механизме. В ложементе 11 проволока, пропущенная через втулки 13 элементов ее ориентации 10, изогнутая по линии изгиба ложемента, подается на ролики 16 устройства ее обработки с минимальными изгибающими усилиями и трением. Изгиб ребра ложемента в горизонтальной и вертикальной плоскостях позволяет выполнить сопряжение, "выровнять" место расположения проволоки в бухте на основании и место обработки проволоки, расположенных на разных уровнях. После включения электродвигателя устройства обработки проволоки подающие ролики 16 начинают проталкивать проволоку непосредственно к узлам обработки. В случае износа втулок 13 элементов ориентации 10 они могут легко быть заменены на другие путем вывинчивания винтов 14, разжатия разрезов 12 и отверстий клеммных зажимов 10. Снятия самих клеммных зажимов с кронштейна 9, с трубки 8, с ложемента 11 не требуется. Дополнительное условие выполнения втулки из твердого сплава увеличивает срок эксплуатации втулки элемента ориентации проволоки путем уменьшения трения проволоки о ее внутреннюю поверхность. Механизм подачи проволоки прост и надежен в работе.
Источники информации
1. Описание к авторскому свидетельству СССР №671905, B 21 F 23/00, 1977;
2. Описание к авторскому свидетельству СССР №751479, B 21 F 21/00, 1978;
3. Описание к патенту РФ №2076500, МПК 6 B 21 F 23/00, опубл. 27.03.97. - прототип;
4. Описание к патенту РФ №2166399, МПК 7 B 21 F 35/00, опубл. 10.05.2001.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗМАТЫВАТЕЛЬ ТОНКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561943C1 |
| Автомат для гибки изделий из проволоки | 1989 |
|
SU1641490A1 |
| Автомат для изготовления изделий из проволоки | 1986 |
|
SU1389917A2 |
| Устройство для размотки проволоки | 1978 |
|
SU774666A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ИЗДЕЛИЙ ИЗ ПРОВОЛОКИ | 2008 |
|
RU2365457C1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Автомат для изготовления изделий из проволоки | 1983 |
|
SU1266621A1 |
| Устройство для размотки проволоки | 1989 |
|
SU1722650A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОВОЛОКИ И ПРУТКОВ | 2022 |
|
RU2803303C1 |
| УСТРОЙСТВО ПОДАЧИ ПРОВОЛОКИ | 1997 |
|
RU2125926C1 |
Изобретение относится к технологии обработки проволоки и может быть использовано в станках для изготовления спиралей, пружин. Механизм подачи проволоки содержит основание с вертикальной осью, поворотный механизм с кронштейном и элементом ориентации проволоки на кронштейне и направляющую. Поворотный механизм представляет собой поворотную полую трубку, скошенную в верхней части. Угол скоса по отношению к вертикальной оси меньше угла между вертикальной осью и направлением ориентации проволоки. Элемент ориентации установлен жестко на кронштейне и представляет собой пластину, в отверстие которой установлена цилиндрическая втулка с внутренним диаметром, превышающим диаметр проволоки. Ось втулки наклонена по отношению к горизонту. Таким же элементом ориентации снабжен конец верхней части полой трубки. Направляющая выполнена в виде ложемента из уголка, один конец которого установлен у верхнего конца полой трубки. Ребро ложемента имеет изгиб для ориентации его по направлению подачи проволоки. Ложемент также снабжен жестко установленными на его гранях элементами ориентации проволоки. Пластина элемента ориентации выполнена разрезной по радиусу и оснащена винтом для изменения геометрических размеров разреза и отверстия. В результате обеспечивается упрощение конструкции механизма подачи, повышение его надежности и долговечности. 2 н. и 3 з.п. ф-лы, 1 ил.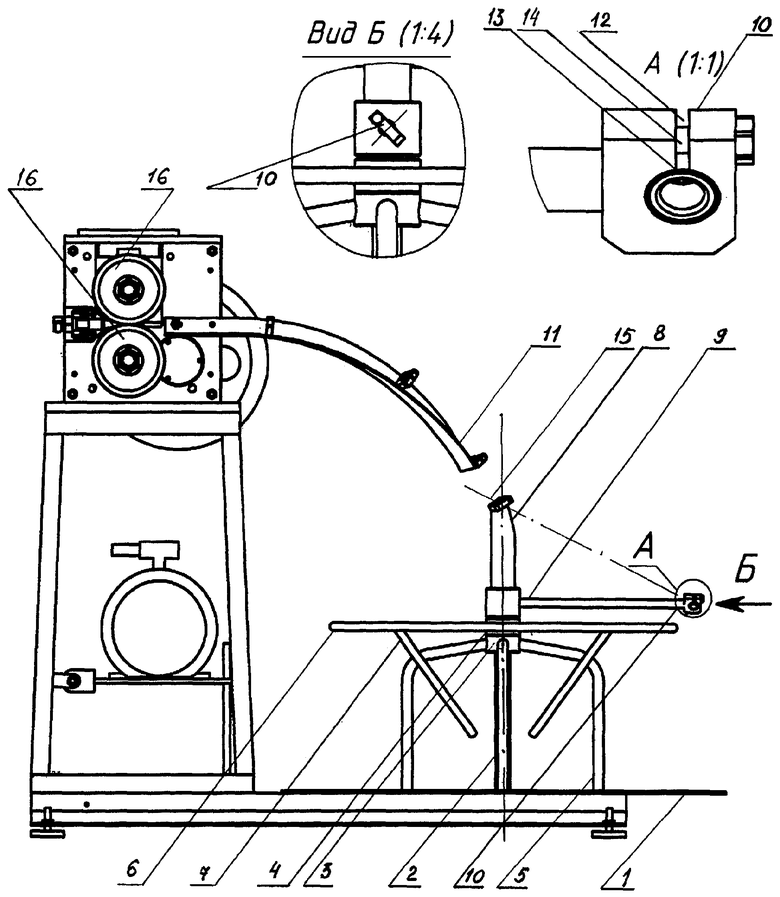
| МЕХАНИЗМ ПОДАЧИ ПРОВОЛОКИ К УСТРОЙСТВУ ДЛЯ ЕЕ ОБРАБОТКИ | 1994 |
|
RU2076500C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ПОДАЧИ ПРОВОЛОКИ С КАТУШЕК К ПОТРЕБЛЯЮЩЕМУ АГРЕГАТУ | 0 |
|
SU183704A1 |
| 0 |
|
SU401443A1 | |
| ЭЛЕКТРОСТАТИЧЕСКИЙ НАГНЕТАТЕЛЬ | 2001 |
|
RU2202741C2 |
| УСТРОЙСТВО ЛАМИНАРИЗАЦИИ ОБТЕКАНИЯ ТЕЛА | 2009 |
|
RU2400399C1 |
| GB 1246697 А, 15.09.1971. | |||

