со
00
ос to
со ot
Изобретение относится к способам сварки и обработки изделий из титановых сплавов и может быть использовано при изготовлении сварных конструкций в различных отраслях промышленности.
Цель изобретения - повышение качества изделий путем обеспечения одинаковой структуры в сварном соединении и в основном металле.
На фиг. 1 изображена сборка свариваемых деталей; на фиг. 2 - сварное соединение до сварки; на ф ,-1г. 3 - то же, после сварки.
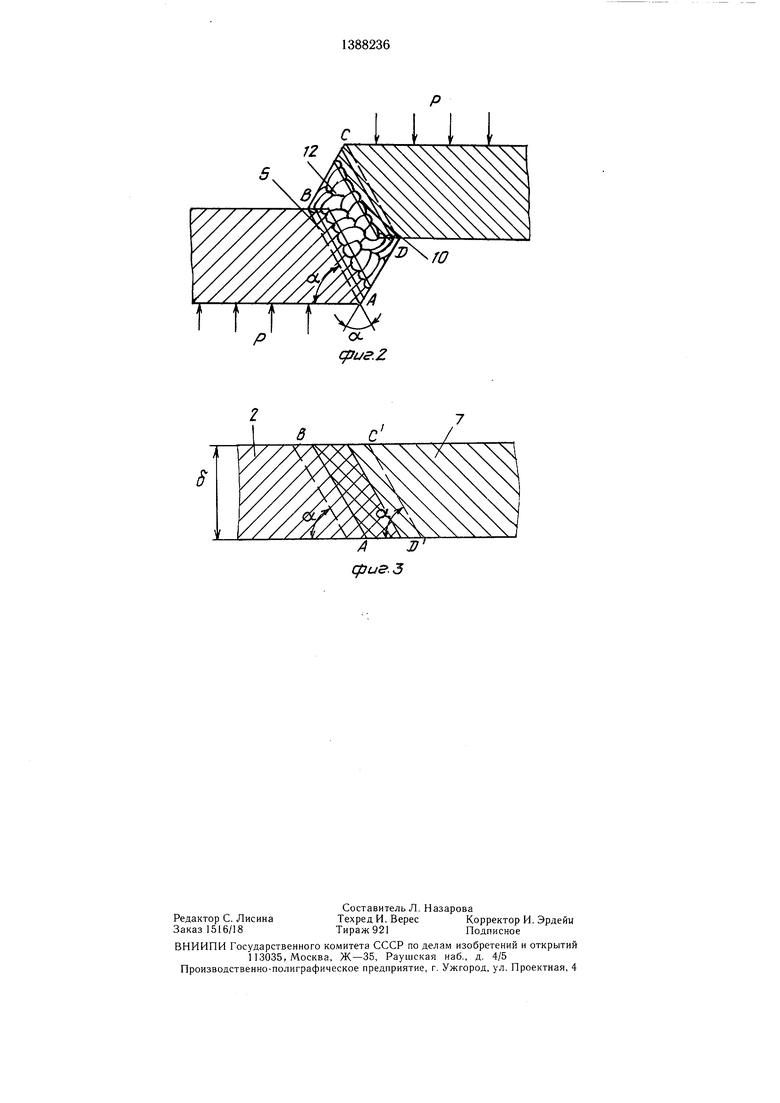
Согласно предлагаемому способу кромку 1 детали 2 (фиг. 1) обрабатывают с наклоном к поверхности 3 этой детали под углом ...65°. Притупление 4 острого двугранного угла кромки 1 выполняют под углом 2а к той же поверхности 3 на ширине, превышаюш,ей глубину зоны 5 термического влияния (фиг. 2). Кромку 6 второй детали 7 обрабатывают также под углом ...60° к поверхности 8 детали 7. Притупление 9 острого двугранного угла кромки 6 выполняют под углом 2ос, к поверхности 8 на ширине, превышающей глубину зоны 10 термического влияния. Сборку деталей 2 и 7 производят со щелевым зазором 11 между кромками 1 и 6, размер зазора «в устанавливают в зависимости от толщины деталей в соответствии с нормативно-технической документацией. При этом сборку осуществляют со смещением кромок 1 и 6 одна относительно другой в направлении наклона, притупленными углами вперед, устанавливая расстояние между плоскостями 4 и 9, равное толщине детали б. Детали сваривают двусторонней многопроходной сваркой, лицевые валики шва 12 укладывают до плоскостей притупления 4 и 9 (фиг. 2). При этом поперечное сечение сварного соединения, вклю- чаюшего сварной шов и зоны термического влияния, имеет вид параллелограмма ABCD, острый угол BAD которого равен углу а
10
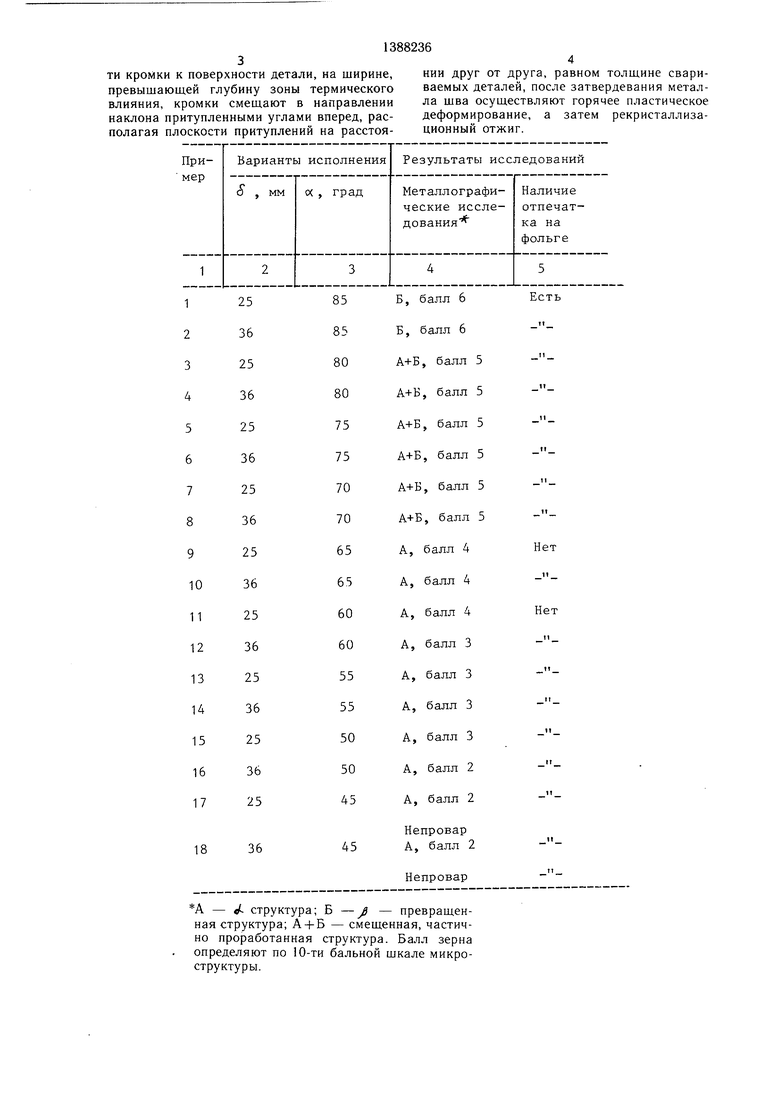
Пример. Изготавливают пластины размером 250X400 мм из листового титана ВТ 1-0 толщиной 25 и 36 мм с различными углами разделки кромок (45-85°) и притуплением острых двугранных углов под углом 90...170° на щирине 5 мм (при глубине зоны термического влияния от последующего шва 3 мм). Сборку листов под сварку производят со щелевым зазором мм и смещением кромок деталей до установки плоскостей притупления на расстоянии соответственно 25 и 36 мм. Режим сварки: сварка ручная арго- нодуговая, с применением сварочной проволоки марки ВТ 1-00/03 мм, сварочный ток I 120-180 А; напряжение на дуге U 12 В; 4е расход аргона в горелке л/мин; вольфрамовый электрод 0 4 мм. Режим штамповки: предварительный подогрев до Т 750°С; время подогрева 1„агр 1,5 мин на 1 мм толщины листа; усилие пресса Р 300 тн. Режим термообработки: температура отжига Т 720±20°С; продолжительность отжига мин; охлаждение на воздухе. Контроль качества сварных соединений проводят путем металлографических исследований и анализа слепков медной фольги, осажденных на поверхность сваренных пластин.
Результаты испытаний сведены в таблицу. Примеры 9-16 доказывают достижение указанного положительного эффекта, а лри- меры 1-8, 17, 18 - отсутствие положительного эффекта за пределами интервала углов ...65°.
20
25
30
Использование предлагаемого способа изготовления сварных изделий из титановых а-сплавов приводит к получению одинаковой ог структуры в сварном соединении и в основном металле, что обеспечивает по сравнению с существующими способами повышение прочности, надежности, долговечности сварных изделий на титановых оС-сплавах; повышение коррозионной стойкости сварных тинаклона кромок 1 и 6. После затвердевания 40. тановых конструкций; кроме того, это позволяет перейти к малоотходной, экономичной технологии изготовления барабан-катодов для электролитического получения медной фольги (вальцовка и сварка вместо точения из поковки).
металла шва 12 производят горячую деформацию соединения при температурах а-об- ласти воздействием сил Р до устранения смещения кромок и совпадения соответствующих поверхностей деталей 2 и 7. В результате пластической деформации параллелограмм ABCD зоны сварного соединения превращается в конгруэнтный параллелограмм ABC D (фиг. 3), острый угол AD C которого равен углу а наклона кромки, высота - толщине б деталей, а площадь - площади параллелограмма ABCD. Полученное сварное соединение подвергают рекрис- таллизационному отжигу. Таким образом, в процессе деформации происходит сдвиг, который совместно с последующим рекрис- таллизационным отжигом восстанавливает первоначальную структуру металла в сварном соединении, в результате чего повышается качество сварного соединения.
45
Формула изобретения
Способ изготовления сварных соединений преимущественно из титановых а-сплавов,
5Q при котором свариваемые детали собирают встык, выполненный наклонным к их поверхностям, со смещением их кромок, проплавляют и пластически деформируют до совпадения поверхностей деталей, отличающийся тем, что, с целью повышения качества сварки
55 за счет обеспечения одинаковой структуры в сварном соединении и основном металле, кромки выполняют с притуплением острого угла под удвоенным углом наклона плоское0
Пример. Изготавливают пластины размером 250X400 мм из листового титана ВТ 1-0 толщиной 25 и 36 мм с различными углами разделки кромок (45-85°) и притуплением острых двугранных углов под углом 90...170° на щирине 5 мм (при глубине зоны термического влияния от последующего шва 3 мм). Сборку листов под сварку производят со щелевым зазором мм и смещением кромок деталей до установки плоскостей притупления на расстоянии соответственно 25 и 36 мм. Режим сварки: сварка ручная арго- нодуговая, с применением сварочной проволоки марки ВТ 1-00/03 мм, сварочный ток I 120-180 А; напряжение на дуге U 12 В; е расход аргона в горелке л/мин; вольфрамовый электрод 0 4 мм. Режим штамповки: предварительный подогрев до Т 750°С; время подогрева 1„агр 1,5 мин на 1 мм толщины листа; усилие пресса Р 300 тн. Режим термообработки: температура отжига Т 720±20°С; продолжительность отжига мин; охлаждение на воздухе. Контроль качества сварных соединений проводят путем металлографических исследований и анализа слепков медной фольги, осажденных на поверхность сваренных пластин.
Результаты испытаний сведены в таблицу. Примеры 9-16 доказывают достижение указанного положительного эффекта, а лри- меры 1-8, 17, 18 - отсутствие положительного эффекта за пределами интервала углов ...65°.
0
5
0
Использование предлагаемого способа изготовления сварных изделий из титановых а-сплавов приводит к получению одинаковой г структуры в сварном соединении и в основном металле, что обеспечивает по сравнению с существующими способами повышение прочности, надежности, долговечности сварных изделий на титановых оС-сплавах; повышение коррозионной стойкости сварных ти0. тановых конструкций; кроме того, это позволяет перейти к малоотходной, экономичной технологии изготовления барабан-катодов для электролитического получения медной фольги (вальцовка и сварка вместо точения из поковки).
Формула изобретения
Способ изготовления сварных соединений преимущественно из титановых а-сплавов,
при котором свариваемые детали собирают встык, выполненный наклонным к их поверхностям, со смещением их кромок, проплавляют и пластически деформируют до совпадения поверхностей деталей, отличающийся тем, что, с целью повышения качества сварки
за счет обеспечения одинаковой структуры в сварном соединении и основном металле, кромки выполняют с притуплением острого угла под удвоенным углом наклона плоское1388236
34
ти кромки к поверхности детали, на ширине,ним друг от друга, равном толщине сварипревышающей глубину зоны термическоговаемых деталей, после затвердевания металвлияния, кромки смещают в направлениила шва осуществляют горячее пластическое
наклона притупленными углами вперед, рас-деформирование, а затем рекристаллизаполагая плоскости притуплений на расстоя-ционный отжиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2018 |
|
RU2699493C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КОНСТРУКЦИЙ | 2016 |
|
RU2668648C2 |
| Способ сварки плавлением | 1982 |
|
SU1109274A1 |
| Способ изготовления сварных стыковых соединений многослойных тонкостенных конструкций звукопоглощающих панелей | 2022 |
|
RU2803617C1 |
| Способ автоматической сварки под флюсом стыковых соединений | 1986 |
|
SU1400818A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2020 |
|
RU2737187C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2262425C1 |
| Способ сварки деталей из алюминиевого сплава | 2022 |
|
RU2784438C1 |
| Способ получения сварного соединения | 1985 |
|
SU1278143A1 |
| Способ электронно-лучевой сварки деталей | 2016 |
|
RU2635637C1 |
Изобретение относится к области машиностроения, в частности к изготовлению сварных конструкций из титановых а-спла- вов. Цель изобретения - повышение качества изделий за счет получения в сварном соединении структуры основного металла. Кромку 1 детали (Д) 2 и кромку 6 Д 7 обрабатывают с наклоном к соответствующим противоположно расположенным поверхностям 3, 8 этих Д под углом а. Острые углы этих кромок притупляют плоскостями 4 и 9 под углом 2а к тем же поверхностям Д. Сборку Д 2 и Д 7 производят со щелевым зазором 11 и со смещением кромок 1,6 в направлении наклона до расстояния между плоскостями 4 и 9, равного толщине Д. Сварное соединение заваривают двусторонней многопроходной сваркой. После затвердевания металла щва сварное соединение подвергают горячей деформации при температурах а-области с последующим рекристалли- зационным отжигом. 3 ил, 1 табл. I (Л
А
структура; Б - / - превращенная структура; А + Б - смещенная, частично проработанная структура. Балл зерна определяют по 10-ти бальной щкале микроструктуры.
rill I
A iT сриг.З
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| М., 1985, п.п | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| Способ сварки плавлением | 1979 |
|
SU863236A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
