Предлагаемое изобретение относится к обработке металлов давлением и может быть использовано при производстве холоднокатаной полосовой стали (в том числе - жести).
Одним из основных узлов прокатного стана является рабочая клеть, обычно - кварто, т.е. содержащая четыре валка: два рабочих и два опорных, которые установлены в подушках-опорах на подшипниках. Конструкции существующих клетей кварто достаточно подробно описаны, например, в книге С.П.Ефименко и В.П.Следнева "Вальцовщик листопрокатных станов". М.: Металлургия, 1980, с.64-67.
При установке в клеть во время перевалок переточенных валков, диаметр которых меньше номинальной величины, для сохранения прежнего уровня прокатки необходимо установить под нижние подушки компенсирующие прокладки (чаще всего - из листовой стали), учитывающие разницу номинального и фактического диаметра валков.
Известна клеть кварто, оборудованная регулировочным клином и гидроприводом постоянного давления, обеспечивающими прокатку полос с постоянной толщиной по их длине (см. франц. пат. №1368191 кл. В 21 В, опубл.22.06.64). Недостатком такой клети является сложность ее конструкции и эксплуатации.
Известна также клеть прокатного стана, под нижнюю подушку которой установлена пластина (прокладка) ступенчатой конфигурации (см. заявку ФРГ №2442891, опубл. 22.03.76). Недостатком известной клети является неопределенность параметров прокладки, что влияет на жесткость клети по произвольной зависимости, увеличивая продольную разнотолщинность прокатываемых полос.
Наиболее близким аналогом к заявляемому объекту является клеть кварто стана холодной прокатки, описанная в книге Л.И.Боровика "Эксплуатация валков станов холодной прокатки". - М.: Металлургия, 1968, с.17-20 и рис.3.
Эта клеть жестекатального стана 1200 содержит верхние и нижние опорные и рабочие валки, установленные в подушках, и характеризуется тем, что под подушками нижнего опорного валка установлены плоские гладкие пластины (прокладки), расположенные на нижних поперечинах станин.
Недостатком такой клети кварто является относительно малая жесткость клети при работе на переточенных валках, что увеличивает продольную разнотолщинность прокатываемых полос и не исключает возможность их обрыва (в особенности - в местах сварных швов), приводящих к простоям стана.
Технической задачей предлагаемого изобретения является улучшение геометрии прокатываемых полос и сокращение простоев стана холодной прокатки.
Для решения этой задачи у клети кварто стана холодной прокатки, преимущественно жестекатального, содержащей верхние и нижние рабочие и опорные валки, установленные в подушках с прокладками под нижними подушками, прокладки выполнены со сплошными чередующимися впадинами и выступами прямоугольного сечения, параллельными осям валков, при этом контактная площадь выступов определена из соотношения:

где R и г - радиусы соответственно опорных и рабочих валков, мм;
Hs - твердость бочек опорных валков по Шору;
σт - предел текучести материала прокладок, МПа, глубина впадин составляет 0,5... 0,7 толщины прокладки и впадины расположены на нижней ее плоскости.
Указанное соотношение получено в результате обработки опытных данных и является эмпирическим.
Сущность заявляемого технического решения заключается в уменьшении упругих деформаций деталей клети кварто при прокатке, что повышает ее жесткость и стабилизирует продольную толщину прокатываемых полос.
Применение компенсирующих прокладок, площадь контакта которых с подушками валков определяется по математической зависимости, - известно (см. а.с. СССР №624699 кл. В 21 В 31/02 от 25.09.78). Однако эта зависимость, реализуемая на универсальной клети стана горячей прокатки, определяет площадь контактной поверхности упругих элементов (прокладок) по параметрам очага деформации и свойствам прокатываемого металла и неприемлема для холодной прокатки.
Одна из особенностей технологии холодной прокатки тонких полос (жести) - установка рабочих валков части клетей стана "в забой", т.е. без наличия межвалкового зазора.
При предварительном нагружении (сжатии) валков нажимными винтами выступы на прокладках, контактная площадь которых определена по предлагаемой зависимости, осаживаются на часть своей высоты и в какой-то момент осадка при постоянной нагрузке прекращается (из-за упрочнения вследствие наклепа выступов и увеличения их контактной площади вследствие уширения). При этом суммарная толщина прокладок (их может быть две-три под одной подушкой) становится постоянной и их упругая деформация из-за наличия зазоров практически исчезает, что стабилизирует жесткость всей клети, положительно влияя на продольную разнотолщинность проката.
Кроме того, применение сплошной (без впадин) прокладки исключает ее вторичное использование (после перевалки), так как для ее осадки от действия нажимных винтов потребуется большее усилие из-за затрудненности поперечных деформаций (уширения и удлинения), особенно - наклепанного металла. Деформировать (уширить) узкий выступ при осадке сравнительно несложно.
Чем больше усилие предварительного сжатия валков нажимными винтами, тем меньше колебания продольной толщины прокатываемых полос. Однако нагрузка на валки, установленные "в забой", не должна приводить к их пластической деформации (смятию). Поэтому в вышеприведенной зависимости присутствуют параметры валков (их радиусы), а также величина твердости опорных валков, которые "мягче" рабочих валков и будут деформироваться в первую очередь.
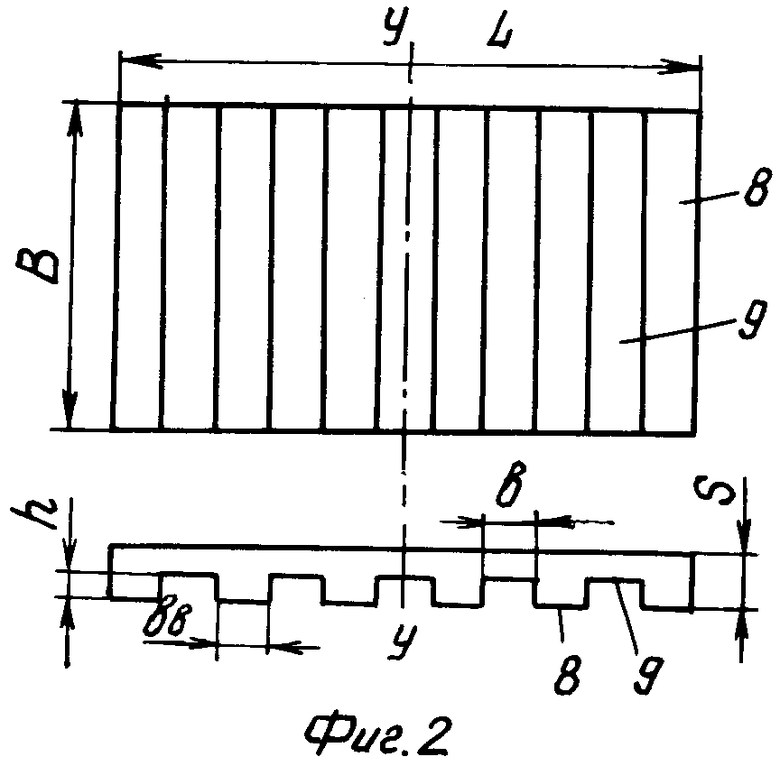
На фиг.1 схематично показана предлагаемая клеть кварто (ее нижняя часть), а на фиг.2 - вид прокладки.
Бочка рабочего валка 1 (фиг.1), установленного в подушке 2, опирается на бочку опорного валка 3, установленного в подушке 4, которая расположена в станине 5 клети. Нижняя подушка 4 опирается на прокладки 6, установленные под нею на нижней поперечине 7 станины.
Прямоугольная прокладка (фиг.2) площадью B×L и толщиной S имеет на одной из своих поверхностей (при установке в клети - нижней) выступы 8 и впадины 9 прямоугольного сечения (такое сечение наиболее просто в изготовлении), параллельные оси у=у валков. Глубина впадин h=(0,5...0,7)S. Суммарная площадь контактной поверхности 10 выступов равна Fк, ширина выступа bв, впадины - b.
Параллельное оси у=у расположение чередующихся выступов 8 и впадин 9 прокладки позволяет вальцовщику визуально оценивать их состояние (степень "смятия" выступов) при длительной эксплуатации. Расположение впадин на нижней части прокладки уменьшает загрязнение их твердыми частицами, которые могут заноситься в них смазочно-охлаждающей эмульсией, непрерывно подаваемой на валки в процессе прокатки.
При опытной проверке (см. ниже) была установлена оптимальная глубина h впадин, обеспечивающая максимальную работоспособность прокладок.
Во время прокатки давление P металла на нижний рабочий валок (см. фиг.1) передается через него на опорный валок, в результате чего подушка этого валка сжимает установленные под ней прокладки с их деформацией, что, как было отмечено выше, увеличивает жесткость клети, снижая продольную разнотолщинность прокатываемой полосы.
Опытную проверку предлагаемой клети кварто осуществляли на пятиклетевом стане 1200 холодной прокатки (жестекатальном) ОАО "Магнитогорский меткомбинат". С этой целью были испытаны прокладки из ст. 45 с σт=340...420 МПа с различными параметрами (с разными величинами Fк и h), которые использовались для валков с разными R, r и Hs.
Наилучшие результаты (продольная разнотолщинность полос в пределах 7-12% их толщины при максимальных простоях стана и производительности 75...80 т/час) были получены при использовании в III...V клетях стана предлагаемых прокладок.
Уменьшение контактной площади выступов Fк (по сравнению с величинами, рассчитанными по рекомендуемой зависимости) увеличивало разнотолщинность до 15-18%, а увеличение Fк в ряде случаев вызывало, кроме увеличения разнотолщинности до 20-21%, обрывы полос на сварных швах из-за резких колебаний удельных межклетевых натяжений при возрастании простоев стана и снижения часовой производительности.
Использование прокладок с глубиной впадин h>0,7S вызывало появление трещин и поломку прокладок в узлах впадин, а при h<0,5 S увеличивалось загрязнение впадин твердыми частицами с возрастанием площади Fк с упомянутыми отрицательными последствиями.
Контрольная прокатка с применением плоских гладких прокладок произвольной площади не позволила получить полосы с продольной разнотолщинностью меньше 14%, а среднечасовое производство при этом составило 73 т.
Таким образом, опытная проверка подтвердила приемлемость заявляемого технического решения для достижения поставленной цели и его преимущества перед заявляемым объектом.
По данным Центральной лаборатории контроля ОАО "ММК", использование найденного решения при прокатке жести позволит снизить расход металла (из-за уменьшения продольной разнотолщинности полос и их обрывов) не менее чем на 0,2% и повысить производительность на 3-4% из-за уменьшения простоев стана.
Пример конкретного выполнения
Клеть кварто жестекатального стана имеет вид, показанный на фиг.1. Радиусы валков R=650 и r=250 мм; величина Hs=65 ед. Под каждой нижней подушкой устанавливаются по две прокладки (см. фиг.2) толщиной S=8 мм и с h=0,6S=4,8 мм, выполненных из ст. 45 с σт=380 МПа.
Суммарная площадь выступов каждой прокладки:

Размеры прокладки: В=130, L=268 мм. На прокладке расположены 10 выступов и 9 впадин при bв=b=14+0,1 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ "КВАРТО" | 2018 |
|
RU2699489C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС В МНОГОКЛЕТЬЕВОМ СТАНЕ | 2002 |
|
RU2225272C2 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2110341C1 |
| Прокатная клеть переменной жесткости | 1978 |
|
SU1022762A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2427434C1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Способ регулирования профиля прокатываемой полосы на стане кварто | 1987 |
|
SU1447442A1 |
| Устройство для перераспределенияОСЕВыХ уСилий HA пОдшипНиКиРАбОчиХ ВАлКОВ жЕСТЕКАТАльНОйКлЕТи KBAPTO | 1979 |
|
SU820950A1 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
Изобретение относится к прокатному производству, в частности к оборудованию для холодной прокатки полосовой стали. Клеть, преимущественно жестекатального стана, содержит верхние и нижние рабочие и опорные валки, установленные в подушках с прокладками под нижними подушками, при этом прокладки выполнены со сплошными, чередующимися впадинами и выступами прямоугольного сечения, параллельными осям валков, при этом контактная площадь выступов определена из соотношения:  , где R и r - радиусы соответственно опорных и рабочих валков, мм; HS - твердость бочек опорных валков по Шору; σт - предел текучести материала прокладок МПа, глубина впадин составляет 0,5...0,7 толщины прокладки, и впадины расположены на нижней ее плоскости. Изобретение обеспечивает улучшение геометрии прокатываемых полос и сокращение простоев стана. 2 ил.
, где R и r - радиусы соответственно опорных и рабочих валков, мм; HS - твердость бочек опорных валков по Шору; σт - предел текучести материала прокладок МПа, глубина впадин составляет 0,5...0,7 толщины прокладки, и впадины расположены на нижней ее плоскости. Изобретение обеспечивает улучшение геометрии прокатываемых полос и сокращение простоев стана. 2 ил.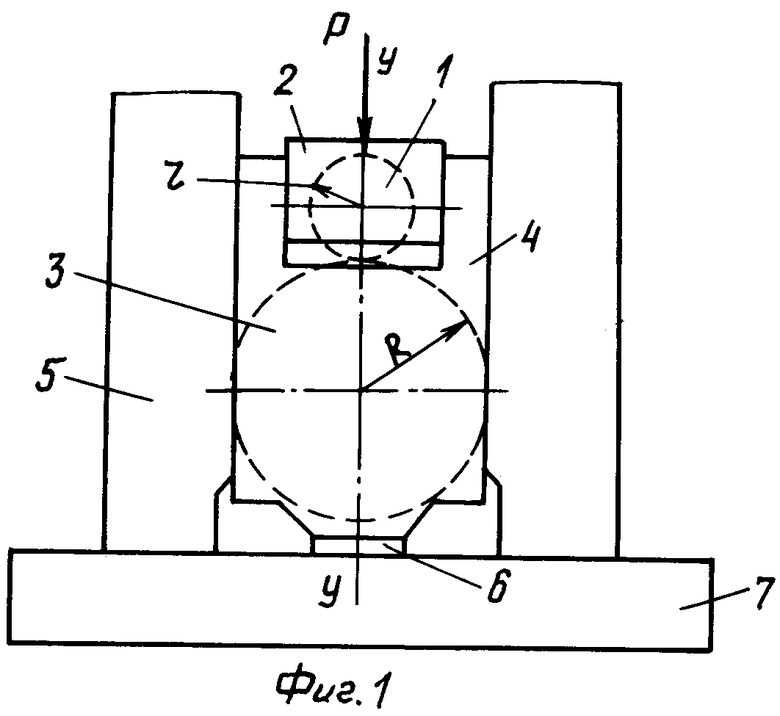
Клеть кварто стана холодной прокатки, преимущественно, жестекатального, содержащая верхние и нижние рабочие и опорные валки, установленные в подушках с прокладками под нижними подушками, отличающаяся тем, что прокладки выполнены со сплошными чередующимися впадинами и выступами прямоугольного сечения, параллельными осям валков, при этом контактная площадь выступов определена из соотношения:

где R и r - радиусы соответственно опорных и рабочих валков, мм;
HS - твердость бочек опорных валков по Шору;
σт - предел текучести материала прокладок, МПа,
а глубина впадин составляет 0,5-0,7 толщины прокладки и впадины расположены на нижней ее плоскости.
| БОРОВИК Л.И | |||
| Эксплуатация валков станов холодной прокатки | |||
| - М.: Металлургия, 1968, с.17-20, рис.3.DE2442891A 25.03.1976.EP0445566B1 11.09.1991.SU 1186302A 23.10.1985.SU 1673229A1 30.08.1991 | |||
| RU2058837C1 27.04.1996.RU2172653C1 27.08.2001. |

