Изобретение относится к изготовлению абразивного инструмента, на органической связке, в частности на вулканитовой, и может быть использовано в абразивной промышленности при изготовлении преимущественно крупногабаритных шлифовальных кругов.
Целью изобретения является повышение качества кругов за счет повышения однородности круга по плотности и твердости и, как следствие, снижение дисбаланса. Кроме того, получение качественной спиральной ленты толщиной более 5 мм соответственно снижает количество расслоений, так как снижается количество витков спиральной ленты, из которых образуется заготовка круга. Целью изобретения является также повышение производительности.
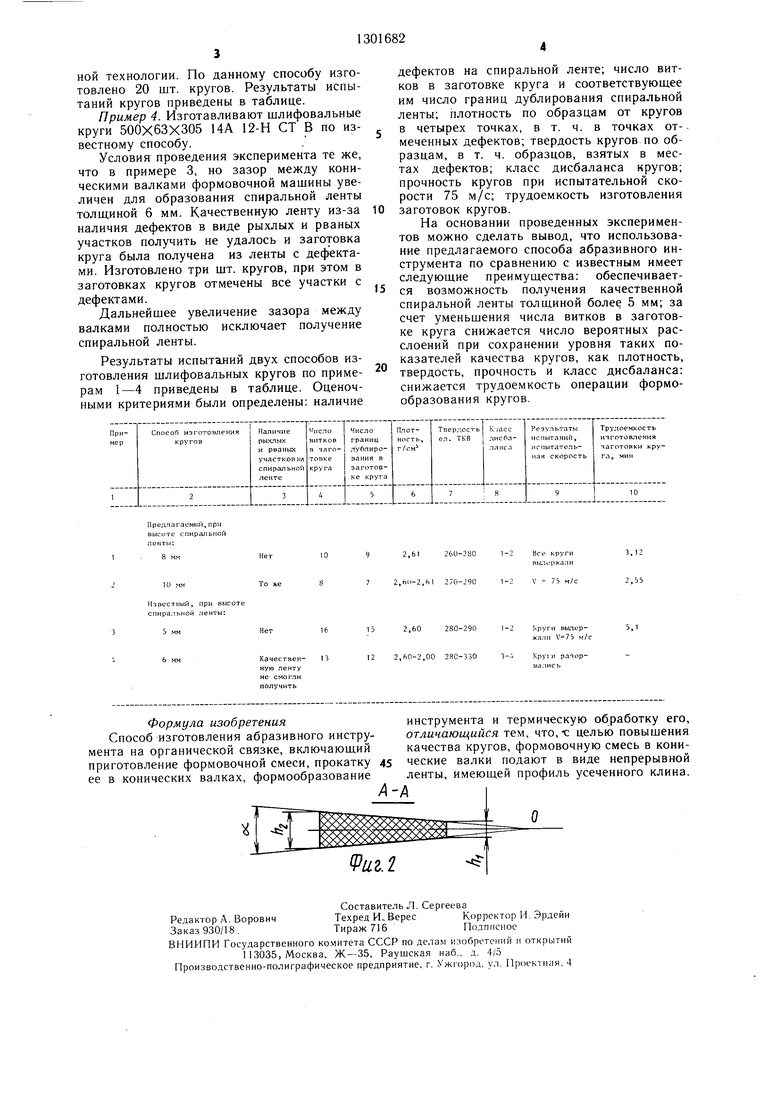
На фиг. 1 показана схема осуществления предлагаемого способа; на фиг. 2 - сечение А-А на фиг. 1 (профиль ленты, подаваемой в конические валки).
Способ осуществляют следующим образом.
Приготовленную на смесительных вальцах (не показаны) формовочную смесь 1 подают на вращающиеся в противоположные стороны навстречу друг другу прокатные валки 2, оси которых установлены под углом а.
В зазоре между валками она уплотняется и формуется в виде ленты, имеющей в сечении профиль клина.
У1.1(тненную формовочную смесь срезают с валка в; виде ленты 3 специаль- i-iiiM. Hu/ivDM 4, ширина которого соответствует ладанной ширине срезаемой ленты и .е,лиется полуразностью наружного и внутреннего диаметров заготовки круга.
Толщина меньшей кромки ленты равна Л), а большей - fiz (фиг. 2). Проходя через зазор между коническими валками 5, лента формируется в спираль ную ленту б с плоскими витками и укладывается на вращающийся стол 7 в виде заготовки круга 8.
Изобретение за счет подачи клиновидной ленты-заготовки обеспечивает равномерное питание межвалкового зазора конических валков с учетом разницы линейных скоростей на малом и большом диаметрах конических валков.
Разность высот питающей ленты клиновидного сечения зависит от соотношения диаметров конических валков (большего диаметра к меньшему), которые в свою очередь определяются размерами изготавливаемых шлифовальных кругов по наружному И внутреннему диаметрам.
Так, для кругов 500X150X305 размеры высоты ленты в сечении определяются из
соотношения - -пти- 1.6, где «2 - макП(LJ Ь
симальная высота в сечении ленты, подаваемой в конические валки (основание усеченного клина); h - минимальная высота в сечении ленты; Онар - наружный диаметр
круга, равный 500 мм; DBM - внутренний диаметр круга, равный 305 мм.
При изготовлении кругов задаются одной из высот ленты с учетом конструктивных особенностей конических валков и рецеп- туры формовочной смеси и определяют другую высоту.
Размер ленты по ширине определяют
как полуразность диаметров круга --
с учетом припусков, предусматриваемых под операцию прессования кругов.
Так, для круга 500Х150X305 ширина ленты должна быть 100 мм.
Лента клиновидного сечения может быть изготовлена прокаткой, экструзией или другим известным способом.
Пример 1. Изготавливают шлифовальные круги 500X63X305 14А 12-Н СТ В по предлагаемому способу. Лента клиновидного сечения имеет размеры , ,6- мм. Ленты-заготовки клиновидного сечения одну
0 за другой внахлестку в виде непрерывной ленты подают в межвалковый зазор конических валков. При этом ленту подают утолщенной стороной, обращенной к большему диаметру конических валков.
Полученную на выходе из конических
5 валков спиральную ленту толщиной 8 мм плоскими витками укладывают на вращающийся стол формовочной мащины до высоты 80 мм. После образования 10 полных витков ленту обрезают и полученную заготовку круга передают на дальнейшие опера0 цин.
По предлагаемому способу при толщине спиральной ленты 8 мм изготовлено 20 шт, кругов. Результаты испытаний приведены в таблице.
5 Пример 2. Условия исполнения те же, что в примере 1, но питающая лента клиновидного сечения имеет размеры /i| ll и ,6 мм. После образования восьми полных витков ленту обрезают и заготовку кругга передают на последующие операции.
В данном примере при толщине спиральной ленты 10 мм изготовлено 20 шт. кругов.
Результаты испытаний приведены в таблице.
Пример 3. Изготавливают шлифовальные 5 круги 500X63X305 НА 12-Н СТ В по известному способу.
Приготовленную на смесительных вальцах абразивную формовочную смесь характеристики I4A 12-Н СТ В разрыхляют на ,. рыхлительной машине и подают в приемное устройство валковой формовочной машины с коническими валками. Полученную на выходе из зазора между коническими валками непрерывную спиральную ленту толщиной 5 мм укладывают плоскими витками на вращающийся стол до образования 16 полных витков, после чего ленту отрезают и заготовку круга передают на дальнейшие операции, выполняемые по извест5
ной технологии. По данному способу изготовлено 20 шт. кругов. Результаты испытаний кругов приведены в таблице.
Пример 4. Изготавливают шлифовальные круги 500X63X305 НА 12-Н СТ В по известному способу.
Условия проведения эксперимента те же, что в примере 3, но зазор между коническими валками формовочной машины увеличен для образования спиральной ленты толш,иной 6 мм. Качественную ленту из-за наличия дефектов в виде рыхлых и рваных участков получить не удалось и заготовка круга была получена из ленты с дефектами. Изготовлено три шт. кругов, при этом в заготовках кругов отмечены все участки с дефектами.
Дальнейшее увеличение зазора между валками полностью исключает получение спиральной ленты.
Результаты испытаний двух способов изготовления шлифовальных кругов по приме- рам 1-4 приведены в таблице. Оценочными критериями были определены; наличие
Пре;и1агаемый, при выситс спиральной jiL iiTbi:
8 мм
Известный, при высоте спиральной ленты:
Качествен- 13 ную ленту НС смогли получить
дефектов на спиральной ленте; число витков в заготовке круга и соответствуюшее им число границ дублирования спиральной ленты; плотность по образцам от кругов в четырех точках, в т. ч. в точках отмеченных дефектов; твердость кругов по образцам, в т. ч. образцов, взятых в местах дефектов; класс дисбаланса кругов; прочность кругов при испытательной скорости 75 м/с; трудоемкость изготовления заготовок кругов.
На основании проведенных экспериментов можно сделать вывод, что использование предлагаемого способа абразивного инструмента по сравнению с известным имеет следующие преимущества: обеспечивается возможность получения качественной спиральной ленты толщиной более 5 мм; за счет уменьшения числа витков в заготовке круга снижается число вероятных расслоений при сохранении уровня таких показателей качества кругов, как плотность, твердость, прочность и класс дисбаланса: снижается трудоемкость операции формообразования кругов.
2,61260-280
2,Ы1-2,Ы270-290
2,60280-290
2,fiO-2,00280-330
Все круги вьиоржалн
1-2 Круги пьпер- жя;и| м/с
Kpyi 1 рлтор- ва.ись
2,55
Формула изобретения Способ изготовления абразивного инструмента на органической связке, включающий приготовление формовочной смеси, прокатку ее в конических валках, формообразование
45
А-А
инструмента и термическую обработку его, отличающийся тем, что, t: целью повышения качества кругов, формовочную смесь в конические валки подают в виде непрерывной ленты, имеющей профиль усеченного клина.
иг.2
Составитель Л. Сергеева
Редактор А. ВоровичТехред И.. ВересКорректор И. Эрдейи
Заказ 930/18.Тираж 716Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий
113035, Москва, , Раушская наб.. д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. А
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176589C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2108227C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВУЛКАНИТОВОЙ ФОРМОВОЧНОЙ АБРАЗИВНОЙ СМЕСИ | 2000 |
|
RU2198781C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА НА ОРГАНИЧЕСКОЙ СВЯЗКЕ | 1996 |
|
RU2102223C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2104145C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2000 |
|
RU2231439C2 |
| Устройство для изготовления винтообразных ножей | 1986 |
|
SU1488091A1 |
| Способ изготовления абразивного инструмента на органической связке | 1981 |
|
SU996179A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2224635C2 |
| СПОСОБ ПРИГОТОВЛЕНИЯ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191102C2 |
Изобретение относится к области изготовления абразивного инструмента на органической связке и может быть использовано в абразивной промышленности при изготовлении крупногабаритных кругов. Целью изобретения является повышение качества кругов. Приготовленную на смесительных вальцах формовочную смесь 1 подают на враш,ающиеся в противоположные стороны навстречу друг другу прокатные валки 2, оси которых установлены под углом а. В зазоре между валками она уплотняется и формуется в виде ленты, имеющей в сечении профиль клина. Уплотненную формовочную смесь срезают с валка в виде ленты 3 специальным ножом 4, ширина которого соответствует заданной ширине срезаемой ленты и определяется полуразностью наружного и внутреннего диаметров заготовки круга. Проходя через зазор между коническими валками 5, лента фор- 1 1уется в спиральную ленту 6 с плоскими витками и укладывается на вращающийся стол 7 в виде заготовки круга 8. 2 ил., 1 табл. е (Л с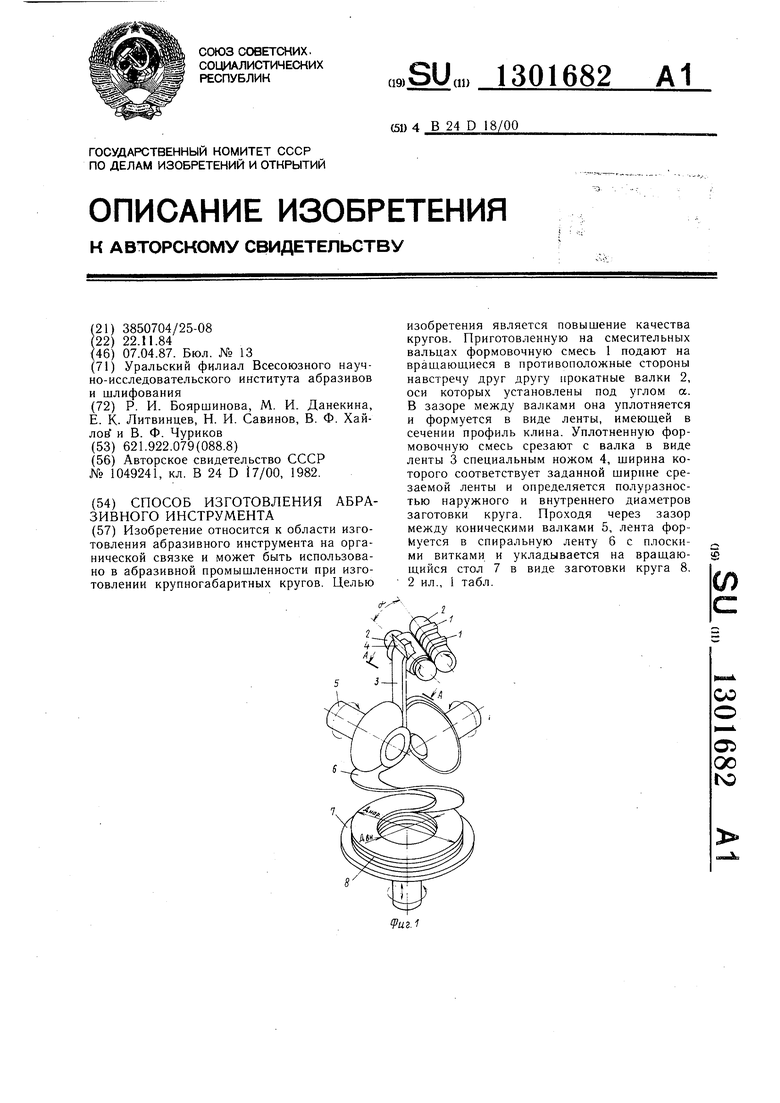
| Способ производства абразивного инструмента | 1982 |
|
SU1049241A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
