Настоящее изобретение относится к способу изготовления термостойкой извитой нити, содержащей термостойкие волокна с большими функциональными возможностями, например, арамидные или подобные волокна. Более конкретно, изобретение относится к способу изготовления термостойкой извитой нити, обладающей хорошим относительным удлинением при растяжении и хорошим внешним видом, пригодной для выработки ткани или трикотажного материала, обладающих эластичностью и объемностью. Более конкретно, изобретение относится к способу, включающему термофиксацию крученой нити из термостойких волокон с большими функциональными возможностями для изготовления термофиксированной нити, величина сукрутины которой не превышает 6,5; и раскручивание термофиксированной нити.
Настоящее изобретение также относится к способу, пригодному для изготовления термостойкой извитой нити в промышленных масштабах, отличающемуся тем, что он включает обработку крученой нити паром высокой температуры и высокого давления или водой высокой температуры и высокого давления, предпочтительно при пониженном давлении, причем процесс понижения давления следует за специальным процессом кручения нити, как было упомянуто выше.
Кроме того, настоящее изобретение относится к катушке, пригодной для изготовления термостойкой извитой нити, состоящей из волокон, например, арамидных или подобных волокон, в промышленном масштабе.
Предшествующий уровень техники
Обычные термопластичные синтетические волокна, например, найлон или полиэфирное волокно плавятся при температуре около 250°С или близком к этому значении. Однако термостойкие волокна с большими функциональными возможностями, например, арамидное волокно, полностью ароматическое полиэфирное волокно и полипарафениленбензобисоксазоловое волокно, не плавятся при температуре 250°С или близком к этому значении; температура разложения этих волокон составляет около 500°С или близкое к этому значение. Ограниченный кислородный индекс нетермостойких обычных волокон, например, найлона или полиэфирного волокна, составляет около 20 или близкое к этому значение, и эти волокна хорошо горят на воздухе. Однако кислородный индекс термостойких волокон с большими функциональными возможностями, например, упомянутых выше, составляет, по меньшей мере, 25, и волокна могут гореть, если их подносят близко к источнику тепла с открытым пламенем, но не могут продолжать гореть, когда их удаляют от пламени. Благодаря этому термостойкие волокна с большими функциональными возможностями обладают превосходной термостойкостью и огнестойкостью. Например, определенный вид термостойкого волокна с большими функциональными возможностями, арамидного волокна, подходит для изготовления одежды, предназначенной для использования в местах высокого риска воздействия пламени или высокой температуры, например, одежды для пожарников, гонщиков, металлургов, сварщиков и т.п. Помимо прочего, параарамидное волокно, обладающее преимуществами термостойкости и высокой прочности, широко используют для изготовления одежды для спортсменов, рабочей одежды и т.п., к которой предъявляют требования, включающие высокую прочность на разрыв и термостойкость. Кроме того, так как это волокно сложно разрезать режущим инструментом, его также используют для изготовления рабочих перчаток. С другой стороны, метаарамидное волокно не только стойко к теплу, но также обладает хорошей износостойкостью и химической стойкостью, и его используют для изготовления одежды для пожарников, термоизолирующих фильтров, электрических изоляторов и т.п.
До настоящего времени, когда термостойкие волокна с большими функциональными возможностями стали использовать для изготовления текстильных изделий, например, одежды, их использовали просто в виде неизвитых непрерывных комплексных нитей из элементарных нитей или в виде пряжи. Однако, когда такую неизвитую непрерывную комплексную нить из элементарных нитей или пряжу использовали в ткачестве или для вязания, а из материалов из них изготавливали одежду, например, одежду для пожарников, гонщиков или рабочую одежду, получавшаяся одежда обладала малой эластичностью, так как нити сами по себе не обладали эластичностью. В результате, в процессе носки одежды она оказывалась неудобной для выполнения в ней рабочих приемов и рабочих действий. Более конкретно, рабочие перчатки, изготовленные из неизвитой непрерывной комплексной нити или из пряжи, не подходили для использования в производственной сфере: в авиастроительной промышленности и производстве информационной техники, где имеют дело с высокоточными деталями, так как они неудобны для выполнения рабочих приемов и рабочих действий. При использовании перчаток, упомянутых выше, в этих областях промышленности результаты часто выражались в понижении производительности труда. В соответствии с этим, снижение влияния недостатков такого вида термостойких текстильных перчаток, например, ощущение неудобства при носке, для рабочей деятельности является желательным.
Сильно извитую комплексную нить легко изготавливать из обычных термопластичных синтетических волокон, например, из найлона или полиэфирных волокон, используя процесс термофиксации. Например, известен способ ложной крутки для придания извитости, при котором термопластичное синтетическое волокно скручивают, термофиксируют и охлаждают. Известен также способ придания извитости нити с использованием набивочной камеры, в котором термопластичное синтетическое волокно плотно набивают в прямоугольное пространство и затем термофиксируют.
С другой стороны, невозможно или очень сложно изготовить извитую комплексную нить из термостойкого волокна с большими функциональными возможностями при тех же условиях и процедурах, что и в способах с ложной круткой или при использовании набивочной камеры для придания извитости, описанных выше, так как термостойкое волокно с большими функциональными возможностями является нетермопластичным и поэтому плохо поддается термофиксации. Способ придания извитости, который подходил бы для термостойкого волокна с большими функциональными возможностями, еще не был создан, поэтому термостойкое волокно с большими функциональными возможностями использовали только в виде неизвитой непрерывной комплексной нити или в виде пряжи.
Однако было проведено большое число исследований и выдвинуто большое число предложений, относящихся к нити из термостойкого волокна с большими функциональными возможностями и к способу придания извитости термостойкому волокну с большими функциональными возможностями. Более конкретно, были предложены: способ изготовления термостойкого извитого волокна из термостойкого волокна, например, полностью ароматического полиамидного волокна, путем выбора условий формования без использования специального способа для придания извитости и специальных устройств (выкладка №19818/1973 заявки на патент Японии); способ с использованием набивочной камеры без нагрева, в котором оптический анизотропный прядильный раствор, например, параголароматический полиамид или подобное вещество, текстурируют в набивочной камере при комнатной температуре и сушат в состоянии релаксации после процесса мокрого прядения с помощью сушильного сопла (выкладка №114923/1978 заявки на патент Японии); способ с использованием набивочной камеры, в котором высокоэластичные волокна, например, параарамидное волокно, текстурируют, смешивают с малоэластичным волокном (выкладка №192839/1989 заявки на патент Японии); способ, в котором арамидную самогофрирующуюся комплексную нить изготавливают путем мокрого-и-сухого прядения из оптического анизотропного прядильного раствора, состоящего из арамида и серной кислоты, в специальных условиях (выкладка №27117/1991 заявки на патент Японии); а также известный как непрерывный процесс, в котором арамидное волокно подвергают ложной крутке и придают ей извитость путем использования бесконтактного нагревателя с температурой не ниже температуры, при которой волокно начинает разлагаться, но ниже температуры разложения волокна (для метаарамидного волокна это - 390°С или выше, но ниже 460°С), а затем подвергают тепловой обработке при условии релаксации (выкладка №280120/1994 заявки на патент Японии). Однако все известные способы не позволяли все же решить очень сложные технические проблемы, заключавшиеся в том, что требовалось легко осуществлять контроль за процессами, упростить производственные линии, обеспечить высокую производительность и снижение стоимости производства. В настоящее время, таким образом, не один способ не позволяет в промышленном масштабе выпускать термостойкую извитую нить, обладающую хорошим относительным удлинением при растяжении, при котором удается как можно более существенно сократить ухудшение качества в производственном процессе.
Сущность изобретения
Учитывая проблемы в данном уровне техники, высказанные выше, одной целью настоящего изобретения является создание способа изготовления извитой нити, содержащей термостойкие волокна с большими функциональными возможностями, практически подходящего, с точки зрения обеспечения высокой производительности, использования оборудования для ее производства и снижения стоимости производства. Другой целью изобретения является создание извитой нити, обладающей превосходными модулем упругости при растяжении, термостойкостью, прочностью и внешним видом, которую изготавливают с как можно более пониженной степенью ухудшения качества составляющего ее волокна при термообработке.
Был создан способ изготовления термостойкой извитой нити, включающий: скручивание термостойкого волокна с большими функциональными возможностями, например, арамидного или подобного волокна; обработку его паром высокой температуры и высокого давления или водой высокой температуры и высокого давления (далее "обработкой паром высокой температуры и высокого давления"); последующее раскручивание нити (заявка Японии №361825/1999).
Были тщательно изучены связанные с этим проблемы, чтобы достичь указанных выше целей, и в результате установлено, что, когда величина сукрутины термофиксированной нити не превышает 6,5 в способе изготовления термостойкой извитой нити, включающем кручение термостойкого волокна с большими функциональными возможностями, термофиксацию крученой нити и раскручивание термофиксированной нити, крутка продукта оказывается зафиксированной достаточно хорошо. Было установлено, что относительное удлинение при растяжении термостойкой извитой нити, изготовленной упомянутым выше способом, достаточно для придания тканям и трикотажному материалу эластичности, и что может быть выработана очень хорошая одежда, обладающая хорошей эластичностью при растяжении, превосходной термостойкостью, высокой прочностью и хорошим внешним видом (например, одежда для пожарников, гонщиков, металлургов, сварщиков и т.п.), при использовании упомянутого материала.
Были тщательно изучены связанные с этим проблемы, чтобы усовершенствовать упомянутый выше способ для изготовления термостойкой извитой нити в промышленном масштабе.
Более конкретно, при изготовлении термостойкой извитой нити в промышленном масштабе путем использования способа, включающего обработку паром высокой температуры и высокого давления, существует проблема, заключающаяся в том, что при термофиксации паром высокой температуры и высокого давления качество термофиксации неравномерно на поверхности бобины нити и во внутренней ее части. Это означает, что при производстве термостойкой извитой нити в промышленном масштабе для более эффективного изготовления и экономии финансовых затрат предпочтительно, чтобы нить как можно больше была подвергнута обработке паром высокой температуры и высокого давления в течение заданного периода времени путем увеличения толщины слоя нити, намотанной на бобину. Но в данном случае пар высокой температуры и высокого давления или вода высокой температуры и высокого давления (далее "обработка паром высокой температуры и высокого давления") не поступают внутрь бобины или паковки в форме початка нити, и внутренняя часть бобины или паковки в форме початка (нить, намотанная близко к цилиндрическому патрону,) термофиксируется не достаточно удовлетворительно. Хотя, когда пар высокой температуры и высокого давления проникает во внутреннюю область бобины или паковки в форме початка нити (далее "внутренность") в достаточной степени и когда внутренность термофиксируется в достаточной степени путем увеличения времени обработки, поверхностные слои нити на бобине или паковке в форме початка (слои нити, намотанные на бобину далеко от цилиндрического патрона) повреждаются под воздействием тепла.
Были тщательно изучены связанные с этим проблемы, чтобы усовершенствовать процессы, упомянутые выше, и в результате установлено, что равномерность термофиксации поверхностной и внутренней частей бобины нити при термофиксации паром высокой температуры и высокого давления, может быть повышена путем понижения давления в автоклаве перед обработкой паром высокой температуры и высокого давления. Было неожиданно установлено, что необходимое время обработки паром высокой температуры и высокого давления может быть уменьшено путем использования упомянутого процесса. Может быть не только повышена эффективность производственного процесса, но также может быть исключено ухудшение качества нити при обработке паром высокой температуры и высокого давления путем использования упомянутого процесса.
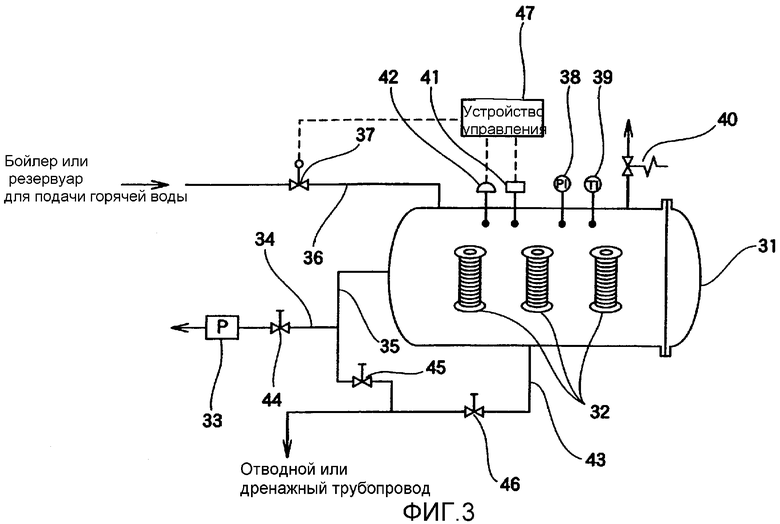
Были тщательно изучены связанные с этим вопросы, чтобы решить проблемы, возникающие при промышленном производстве, как упомянуто выше, и в результате установлено, что пар высокой температуры и высокого давления может быть эффективно введен внутрь бобины нити и равномерность термофиксации в поверхностной и внутренней частях бобины нити может быть повышена путем выполнения множества маленьких сквозных отверстий, диаметр которых составляет 2-9 мм, в поверхности цилиндрического патрона или/и во фланце катушки. В частности, было установлено, что упомянутый выше диапазон диаметров предпочтителен по той причине, что в случае очень маленьких сквозных отверстий пар высокой температуры и высокого давления не проникает в достаточной мере, и что сквозные отверстия могут быть заблокированы, а в случае слишком больших сквозных отверстий остаются следы на термостойкой извитой нити.
Был тщательно изучен вопрос, связанный с влиянием доли суммарной площади отверстий, и в результате установлено, что доля суммарной площади отверстий предпочтительно должна составлять в пределах около 1-20% или иметь близкое к этому значение.
При дальнейшем изучении настоящее изобретение было усовершенствовано.
Более конкретно изобретение относится к следующему:
(1) к способу изготовления термостойкой извитой нити, включающему кручение нити из термостойкого волокна с большими функциональными возможностями, фиксацию крутки крученой нити посредством тепловой обработки, и раскручивание нити с фиксированной круткой, причем величина сукрутины крученой фиксированной нити не превышает 6,5;
(2) к способу изготовления термостойкой извитой нити, описанному выше в п.(1), в котором относительное удлинение при растяжении термостойкой извитой нити составляет не менее 6%;
(3) к способу изготовления термостойкой извитой нити, описанному выше в п.(1) или (2), в котором тепловую обработку, которой подвергают крученую нить, проводят, вводя крученую нить в контакт с паром высокой температуры и высокого давления или водой высокой температуры и высокого давления;
(4) к способу изготовления термостойкой извитой нити, описанному выше в п.(3), в котором обработку крученой нити паром высокой температуры и высокого давления или водой высокой температуры и высокого давления проводят при температуре в пределах 130-250°С;
(5) к способу изготовления термостойкой извитой нити, описанному выше в п.(3), включающему приготовление бобины или паковки нити в форме початка путем намотки крученой нити из термостойкого волокна с большими функциональными возможностями на катушку; загрузку бобины или паковки нити в форме початка в автоклав; понижение давления в автоклаве; фиксацию крученой нити в упомянутой бобине или паковке нити в форме початка путем введения крученой нити в контакт с паром высокой температуры и высокого давления или водой высокой температуры и высокого давления; раскручивание крученой фиксированной нити;
(6) к способу изготовления термостойкой извитой нити, описанному выше в п.(5), в котором давление в автоклаве после его понижения составляет в пределах 5,0×103-5,0×104 Ра;
(7) к способу изготовления термостойкой извитой нити, описанному выше в п.(5), в котором обработку крученой нити паром высокой температуры и высокого давления или водой высокой температуры и высокого давления проводят в течение периода времени в пределах 0,5-100 мин;
(8) к способу изготовления термостойкой извитой нити, описанному выше в п.п.(5)-(7), в котором толщина слоя нити на катушке или на паковке в форме початка составляет не менее 15 мм, а плотность намотки составляет не менее 0,5 г/см3;
(9) к способу изготовления термостойкой извитой нити, описанному выше в п.(1), в котором термостойкое волокно с большими функциональными возможностями подвергают крутке до параметра крутки К, составляющего 5000-11000 и вычисляемого по следующей формуле:
К=t×D1/2,
где t - число кручений на метр волокна;
D - линейная плотность волокна, текс;
(10) к способу изготовления термостойкой извитой нити, описанному выше в п.(1), в котором термостойкое волокно с большими функциональными возможностями выбирают из группы, состоящей из: параарамидного, метаарамидного, полностью ароматического полиэфирного и полипарафениленбензобисоксазолового волокна;
(11) к способу изготовления термостойкой извитой нити, описанному выше в п.(10), в котором параарамидное волокно является полипарафенилентерефталамидным волокном;
(12) к способу изготовления термостойкой извитой нити, описанному выше в п.(1), в котором фиксирование крученой нити посредством тепловой обработки производят, используя бобину или паковку нити в форме початка, полученные путем намотки крученой нити из термостойкого волокна с большими функциональными возможностями на термостойкую катушку, содержащую множество маленьких сквозных отверстий в поверхности цилиндрического патрона и/или его фланце, где диаметр маленьких сквозных отверстий находится в пределах 2-9 мм, доля суммарной площади отверстий составляет 1-20%;
(13) к термостойкой извитой нити, изготовленной по способу, описанному в любом из п.п.(1)-(12);
(14) к материалу, изготовленному из упомянутой термостойкой извитой нити;
(15) к одежде, изготовленной из упомянутого материала;
(16) к способу обработки бобины или паковки нити в форме початка, включающему процесс подготовки бобины или паковки нити в форме початка путем намотки крученой нити из термостойкого волокна с большими функциональными возможностями на катушку; процесс загрузки бобины или паковки нити в форме початка в автоклав; процесс понижения давления в автоклаве, в который загрузили бобину или паковку нити в форме початка, до давления в пределах 5,0×103-5,0×104 Ра; процесс подъема температуры в автоклаве до уровня в пределах 130-250°С путем подачи пара высокой температуры и высокого давления или воды высокой температуры и высокого давления в упомянутый автоклав;
(17) к способу обработки бобины или паковки нити в форме початка, описанному выше в п. (16), в котором используют термостойкую катушку, содержащую множество маленьких сквозных отверстий в поверхности цилиндрического патрона и/или его фланце, где диаметр маленьких сквозных отверстий находится в пределах 2-9 мм, доля суммарной площади отверстий составляет 1-20%;
(18) к теплостойкой катушке, содержащей множество маленьких сквозных отверстий в поверхности цилиндрического патрона и/или его фланце, где диаметр маленьких сквозных отверстий находится в пределах 2-9 мм, доля суммарной площади отверстий составляет 1-20%;
(19) к устройству для изготовления термостойкой извитой нити из термостойкого волокна с большими функциональными возможностями, включающему средство для герметичного уплотнения в автоклаве; средство для понижения давления в автоклаве до давления в пределах 5,0×103-5,0×104 Ра; средство для подачи пара высокой температуры и высокого давления или воды высокой температуры и высокого давления в автоклав; средство для контролирования температуры пара высокой температуры и высокого давления или воды высокой температуры и высокого давления для поддержания температуры в пределах 130-250°С в течение 0,5-100 мин; средство для отвода воды из автоклава и средство для понижения высокого давления до атмосферного.
Краткое описание чертежей.
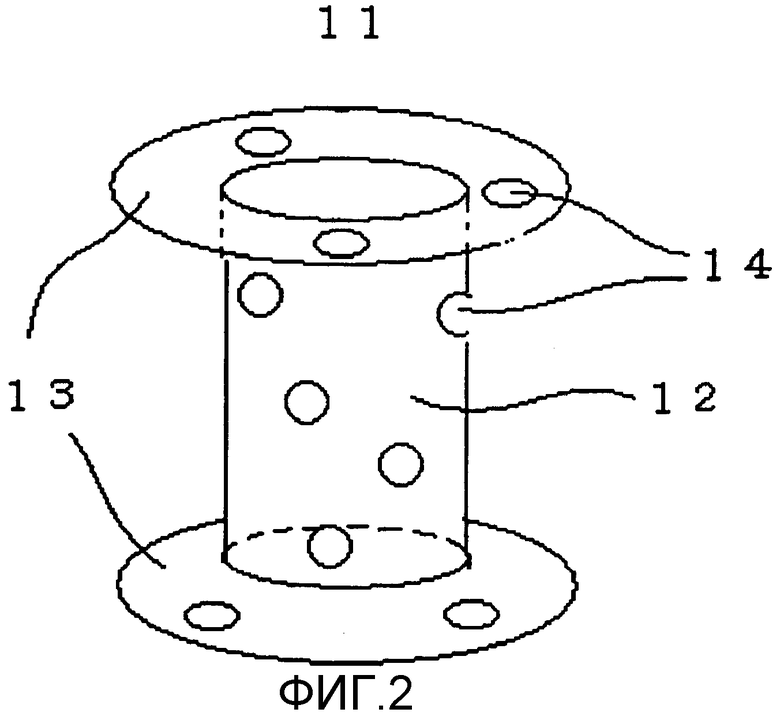
На фиг.1 изображена схема прибора для измерения величины сукрутины термофиксированной нити. На фиг.1 ссылочным номером 1 обозначен крючок А, ссылочным номером 2 - крючок С, ссылочным номером 3 - палец В, ссылочным номером 4 - груз, ссылочным номером 5-а - нить, висящая на крючке А, пальце В и крючке С; ссылочным номером 5-b - нить, снятая с пальца В, а ссылочным номером 6 - шкала.
На фиг.2 изображена катушка согласно настоящему изобретению, которая содержит маленькие сквозные отверстия. На фиг.2 ссылочным номером 11 обозначена катушка согласно настоящему изобретению; ссылочным номером 12 - цилиндрический патрон; ссылочным номером 13 - фланец; ссылочным номером 14 - маленькие сквозные отверстия.
На фиг.3 показан схематически автоклав для обработки паром высокой температуры и высокого давления.
Лучшие варианты осуществления изобретения
Более конкретно, во-первых, термостойкую комплексную нить с большими функциональными возможностями сначала подвергают крутке (это первый этап крутки, при котором нить крутят в направлении S или Z); затем нить наматывают на термостойкую катушку из алюминия или подобного материала и подвергают термофиксации для фиксации крутки, предпочтительно путем обработки паром высокой температуры и высокого давления или водой высокой температуры и высокого давления в течение заданного периода времени. Затем термофиксированную нить раскручивают путем вторичной крутки в противоположном направлении по отношению к первичной крутке (т.е. в направлении Z или S) для получения термостойкой извитой нити.
В способе согласно настоящему изобретению комплексные нити, изготовленные из элементарных нитей, деформируют для того, чтобы они имели спиральную сложную форму после первого этапа крутки, и их форму фиксируют посредством тепловой обработки, предпочтительно обработки паром высокой температуры и высокого давления или водой высокой температуры и высокого давления. Затем элементарные нити, раскрученные путем кручения в противоположном направлении, освобождаются от сил первичной крутки и пытаются хаотически принять их собственные формы в соответствии с заложенными в их "память" формами во время первого этапа кручения и, в результате, комплексные нити, изготовленные из элементарных нитей, принимают извитую форму.
Предпочтительно термостойкое волокно с большими функциональными возможностями, которое используют в изобретении, имеет ограниченный кислородный индекс, составляющий не менее приблизительно 25 и температуру теплового разложения, измеряемую в дифференциальном сканирующем калориметре, не ниже приблизительно 400°С. Примерами волокна являются: арамидное волокно, полностью ароматическое полиэфирное волокно (например, промышленно выпускаемое волокно марки Vectran® фирмы Kuraray), полипарафениленбензооксазоловое волокно (например, промышленно выпускаемое волокно марки Zylon® фирмы Toyobo), полибензимидазоловое волокно и т.д. Арамидное волокно включает метаарамидное волокно и параарамидное волокно. Примерами метаарамидного волокна являются метаголароматическое полиамидное волокно, например, полиметафениленизофталамидное волокно (например, промышленно выпускаемое волокно марки Nomex® фирмы DuPont) и т.д. Примерами параарамидных волокон являются параголароматические полиамидные волокна, например, полипарафенилентерефталамидное волокно (например, промышленно выпускаемое волокно марки Kevlar® фирмы Toray-DuPont), сополипарафенилен-3,4'-дифенилэфиртерефталамидное волокно (например, промышленно выпускаемое волокно марки Technora® фирмы Teijin) и т.д.
Еще более предпочтительным является параарамидное волокно, особенно полипарафенилентерефталамидное волокно. И более предпочтительным является также метаарамидное волокно.
В настоящем способе изготовления термостойкой извитой нити нить, состоящую из термостойкого волокна с большими функциональными возможностями, сначала подвергают крутке на первом этапе крутки.
Упомянутая нить, состоящая из термостойкого волокна с большими функциональными возможностями, может быть в любой форме: либо в виде комплексной нити, либо в виде пряжи. Упомянутая нить может быть в форме комбинированной пряжи или комбинированной крученой пряжи, содержащей два или более различных вида упомянутых волокон. И упомянутое волокно может быть в форме комбинированной пряжи или комбинированной крученой пряжи из термостойкого волокна с большими функциональными возможностями и других известных волокон, например, предпочтительно, из сложного полиэфира или найлона. В этом случае предпочтительно, чтобы массовая доля термостойкого волокна с большими функциональными возможностями составляла не менее приблизительно 50 мас.% по отношению к другому волокну.
Комплексную нить, содержащую термостойкое волокно с большими функциональными возможностями, предпочтительно изготавливают из элементарных нитей очень малого диаметра. Например, более предпочтительной является комплексная нить, линейная плотность которой составляет 22,4-44,4 текс, причем линейная плотность входящих в ее состав элементарных нитей составляет 0,17 текс, а количество элементарных нитей - 131-262.
Линейная плотность термостойких элементарных нитей с большими функциональными возможностями, используемых в настоящем изобретении, составляет в пределах около 0,02-1,0 текс или близко к этому значении, но предпочтительно - около 0,05-0,5 текс или близко к этому значении. Чем тоньше элементарная нить, тем более мягкой получается комплексная нить. Такие тонкие элементарные нити желательны для изготовления одежды, но, с другой стороны, в процессе производства термостойкой извитой нити с уменьшением линейной плотности элементарных нитей она больше распушивается, и ее более сложно перерабатывать. Таким образом, в настоящем изобретении предпочтительно, чтобы линейная плотность элементарной нити составляла не менее 0,02 текс, как было сказано выше. Так как более толстые элементарные нити труднее разрезать ножом, их желательно использовать в производстве защитной одежды, например, рабочих перчаток. Но, с другой стороны, чем толще элементарная нить, тем она жестче, и поэтому мягкость, которая требуется для готовой продукции, например, одежды, снижается при использовании толстых элементарных нитей. В соответствии с этим в настоящем изобретении предпочтительно, чтобы линейная плотность элементарной нити составляла не более 1,0 текс, как было упомянуто выше. Общая линейная плотность комплексной нити, используемой в настоящем изобретении, которую изготавливают из упомянутых элементарных нитей, конкретно не определена. Хорошей является такая комплексная нить, у которой тонина достаточно хороша для осуществления крутки и раскручивания. Однако общая линейная плотность комплексной нити предпочтительно должна находиться в пределах около 5,0-400,0 текс или близко к этому значении, так как комплексную нить должно быть легко перерабатывать.
В процессе кручения предпочтительно, чтобы комплексную нить крутили до параметра крутки К, представляемого формулой К=t×D1/2, (где t - число кручений на метр волокна; D - линейная плотность волокна, текс), составляющего около 5000-11000 или близкого к этому значения, более предпочтительно - около 6000-9000 или близкого к этому значения. Желательно, чтобы комплексная нить была скручена до такой подходящей степени, определенной выше, чтобы нить была извита достаточно приемлемо для конкретного случая использования и чтобы элементарные нити, входящие в состав комплексной нити, не секлись из-за чрезмерной крутки. Параметр крутки К является индексом, определяющим степень крутки волокна, не зависящей от толщины волокна. Чем больше значение параметра крутки, тем выше степень крутки.
Для кручения нити применим любой известный способ кручения. Например, для кручения можно использовать любую известную крутильную машину, например, кольцевую крутильную машину, машину двойного кручения, итальянскую крутильную машину и т.д.
Кручение можно выполнять как в направлении Z, так и в направлении S.
Крученую нить, полученную выше, наматывают на катушку, изготовленную из термостойкого материала, например, алюминия или подобного материала. Под катушкой здесь понимают обычный цилиндрический патрон для намотки нити, на который ее наматывают. Под термином "бобина" здесь понимают нить, намотанную на катушку. В том случае, если диаметр каждого торца катушки отличается от другого и форма намотанной нити похожа на початок, то ее обозначают термином "паковка в форме початка". В том случае, если крученую нить наматывают на термостойкую катушку, то такие паковки не обязательно перематывать.
Предпочтительно, чтобы катушка, предназначенная для использования в настоящем изобретении, была изготовлена из термостойких материалов, так как катушку подвергают тепловой обработке. Любые известные термостойкие материалы, включая алюминий и т.п., пригодны для этого, но предпочтительно в настоящем изобретении использовать катушку, изготовленную из алюминия.
Также предпочтительно в настоящем изобретении использовать катушку, содержащую множество маленьких сквозных отверстий, предназначенных для того, чтобы пар высокой температуры и высокого давления мог легко проходить сквозь нее при обработке паром высокой температуры и высокого давления. Более предпочтительно, чтобы катушка содержала множество равномерно распределенных маленьких сквозных отверстий, чтобы они отвечали цели, упомянутой выше. Упомянутая катушка может содержать множество маленьких сквозных отверстий либо по всей ее поверхности, т.е. по поверхности цилиндрического патрона и фланца, либо только по поверхности патрона или фланца.
Более предпочтительно, чтобы катушка содержала множество маленьких сквозных отверстий, распределенных по поверхности патрона (цилиндра).
Форма маленьких сквозных отверстия конкретно не определена, но круглая форма предпочтительна.
Диаметр маленького сквозного отверстия предпочтительно составляет около 2-9 мм или близкое к этому значение. Более предпочтительно - около 3-5 мм или близкое к этому значение. Упомянутый диаметр предпочтительно должен быть в упомянутом диапазоне для обеспечения эффективной подачи пара высокой температуры и высокого давления во внутренность бобины или паковки нити в форме початка, чтобы не было заблокировано множество сквозных отверстий и чтобы не оставалось следов на нити.
Здесь под термином "диаметр" понимают диаметр наиболее длинной части отверстий. Например, если сквозное отверстие является круглым, упомянутый диаметр определяет собственно диаметр. Если сквозное отверстие является многоугольником, то упомянутый диаметр определяет наибольшую диагональ. Если сквозное отверстие является эллипсом, то упомянутый диаметр определяет длинную ось эллипса.
Доля суммарной площади маленьких сквозных отверстий относительно всей площади поверхности катушки предпочтительно составляет около 1-20%, более предпочтительно - около 1,5-10% или близкое к этому значение. Упомянутая доля суммарной площади отверстий предпочтительно должна быть в упомянутом диапазоне для обеспечения эффективной подачи пара высокой температуры и высокого давления во внутренность бобины или паковки нити в форме початка нити.
Здесь упомянутая доля суммарной площади отверстий определяет отношение общей площади множества маленьких сквозных отверстий к площади поверхности катушки. Более конкретно, доля суммарной площади отверстий вычисляют по следующей формуле.
Доля суммарной площади отверстий (%) = {суммарная площадь маленьких сквозных отверстий/(площадь поверхности патрона + площадь поверхности фланца × 2)}×100.
Толщина бобины или паковки нити в форме початка, сформированной путем намотки крученой нити на катушку, должна быть не меньше приблизительно 15 мм; а плотность намотки нити должна составлять в пределах около 0,4-1,0 г/см3 или близкое к этому значение, более предпочтительно - в пределах около 0,5-0,9 г/см3 или близкое к этому значение. Предпочтительно, чтобы упомянутая толщина была не меньше приблизительно 15 мм для того, чтобы можно было вести обработку нити в промышленном масштабе. Предпочтительно, чтобы упомянутая плотность была в упомянутых пределах для удобства обращения после обработки, т.е. для того, чтобы исключить ослабление или запутывание нити, намотанной на катушку.
Затем упомянутую бобину или паковку нити в форме початка загружают в автоклав.
Автоклав может иметь любую известную конструкцию и должен быть оборудован системой для подачи к нему пара высокой температуры и высокого давления. В одном примере конструкции автоклава, пригодного для использования в настоящем изобретении, он снабжен: трубопроводом для подачи пара, по которому к нему подают пар высокой температуры и высокого давления; клапаном для отвода воды; выпускным клапаном, через который выпускают газ после обработки; отверстием, через которое загружают упомянутую бобину или паковку нити в форме початка и извлекают ее из него; уплотнительным устройством для герметичного закрывания контейнера, снабженным крышкой, которой можно закрывать и плотно запирать автоклав.
Давление в автоклаве, в который загружают упомянутую бобину или паковку нити в форме початка, по выбору понижают. Предпочтительно давление после понижения составляет в пределах 5,0×103-5,0×104 Ра или близкое к этому значение, более предпочтительно - в пределах около 5,0×103-2,7×104 Ра или близкое к этому значение. Минимальное значение давления зависит от такого фактора, как конструкция автоклава, но предпочтительно оно составляет около 5,0×103 Ра или близкое к этому значение для ведения процесса в промышленных масштабах.
Воздух, проникающий сквозь поры намотанной нити, удаляют путем понижения давления, о чем упомянуто выше. В результате при следующем процессе обработки паром высокой температуры и высокого давления этот пар может легко проникать во внутренность бобины или паковки нити в форме початка, и равномерность термофиксации поверхностной и внутренней частей паковки может быть повышена. Следовательно, одним предпочтительным вариантом осуществления изобретения является способ, включающий процесс понижения давления.
Затем проводят обработку паром высокой температуры и высокого давления. Обработка паром высокой температуры и высокого давления может быть эффективно проведена любым известным способом. Предпочтительно пар высокой температуры и высокого давления подают в автоклав, в который загружена бобина или паковка нити в форме початка.
Температура при обработке паром высокой температуры и высокого давления может составлять около 130-250°С или близкое к этому значение, предпочтительно - около 130-220°С или близкое к этому значение, более предпочтительно - около 140-200°С или близкое к этому значение. Диапазон температур, упомянутый выше, предпочтителен для того, чтобы получить пригодную извитую нить без ухудшения каких-либо свойств исходных волокон.
Давление для обработки описано выше. В случае, если пар высокой температуры и высокого давления для обработки является насыщенным паром, то его давление физико-химически определено его температурой. Более конкретно, давление насыщенного пара при самой низкой температуре диапазона, т.е. 130°С, составляет 2,7×105 Ра, а при самой высокой температуре диапазона, т.е. 250°С, составляет 38,97×105 Ра. Однако пар для обработки согласно изобретению не ограничивается только насыщенным паром, и его давление может находиться в пределах около 2,7×105-39,0×105 Ра или близкому к этому значении. Нет необходимости говорить о том, что давление пара не может быть выше давления насыщенного пара при той же температуре.
Особенно предпочтительно, чтобы обработку паром высокой температуры и высокого давления проводили при температуре в пределах около 130-250°С или близком к этому значении, предпочтительно - в пределах около 130-220°С или близком к этому значении, более предпочтительно - в пределах около 140-200°С или близком к этому значении; и при давлении в пределах около 2,7×105-39×105 Ра или близком к этому значении, предпочтительно - в пределах около 2,7×105-23,2×105 Ра или близком к этому значении; более предпочтительно - в пределах около 3,5×105-23,2×105 Ра или близком к этому значении.
Вместо пара, обладающего такой высокой температурой и высоким давлением, в этом процессе также может быть использована вода, обладающая такой высокой температурой и высоким давлением. В этом случае температура может составлять в пределах около 130-250°С или близкое к этому значение (но предпочтительно - в пределах около 130-220°С, более предпочтительно - 140-220°С или близкое к этому значение); а давление воды может составлять в пределах около 2,7×105-39×105 Ра или близкое к этому значение (предпочтительно - в пределах около 2,7×105-23,2×105 Ра или близкое к этому значение; более предпочтительно - в пределах около 3,5×105-23,2×105 Ра или близкое к этому значение). При обработке водой высокой температуры и высокого давления выражения "пар высокой температуры и высокого давления" и "пар", приведенные выше и далее по тексту, должны быть заменены выражением "водой высокой температуры и высокого давления" и "водой", соответственно.
Продолжительность обработки паром высокой температуры и высокого давления определена не произвольно, так как она зависит от количества волокна на бобине или паковке нити в форме початка. Достаточно поддерживать предварительно заданную температуру в течение нескольких минут. Но предпочтительно, чтобы время обработки составляло в пределах около 2-100 мин или близкое к этому значение; более предпочтительно - в пределах около 3-60 мин или близкое к этому значение. В случае производства в промышленном масштабе, особенно в случае, когда процесс проводят с предварительным понижением давления, упомянутом выше, продолжительность обработки составляет около 0,5-100 мин или близкое к этому значение, более предпочтительно - в пределах около 0,5-60 мин или близкое к этому значение, еще более предпочтительно - в пределах около 0,5-30 мин или близкое к этому значение. Определенный диапазон времени обработки предпочтителен для более равномерной термофиксации поверхностной и внутренней частей намотанной на бобине нити без какого-либо существенного ухудшения качества исходного волокна.
Отличительной особенностью настоящего изобретении является то, что величина сукрутины термостойкой крученой нити с большими функциональными возможностями после термофиксации (крутку фиксируют тепловой обработкой) составляет не более 6,5. Предпочтительный диапазон величины сукрутины составляет около 6,5-0,0 или близкое к этому значение. Более предпочтительный диапазон составляет около 5,0-0,0 или близкое к этому значение. Определенный диапазон величины сукрутины предпочтителен для удовлетворительной фиксации крутки посредством тепловой обработки и для получения практически применимой извитой нити.
Величину сукрутины измеряют с помощью прибора, показанного на фиг.1. Крученую нить, т.е. образец нити, подвергнутый фиксации крутки путем тепловой обработки, вешают на крючок А, палец В и крючок G. под соответствующей нагрузкой (около 0,98×10-2-2,94×10-2 Н, или 1-3 гс.), а затем образец закрепляют на крючке А и крючке С. Головку груза располагают на части, где образец касается пальца В. После этого образец снимают с пальца В, сукрутина останавливается в определенном положении. Упомянутое положение измеряют по шкале прибора. Значение, измеренное по шкале, определяют как величину сукрутины. Измерения повторяют 30 раз и среднее значение 30 измерений принимают за величину сукрутины (значимым является первый знак после запятой). Величину сукрутины измеряют согласно японскому промышленному стандарту JIS L1095 (1999), параграф 9.17.2В, в котором описана методика испытаний обычной пряжи.
Обработка паром высокой температуры и высокого давления, упомянутая выше, более конкретно пояснена авторами со ссылками на фиг.3. Но вариант осуществления изобретения, упомянутый ниже, является лишь одним из вариантов осуществления настоящего изобретения, так как настоящее изобретение не ограничено этим вариантом осуществления.
Устройство согласно настоящему изобретению, показанное на фиг.3, содержит автоклав 31, который может быть герметически закрыт и в который могут быть загружены бобины 32 нити из термостойкого волокна с большими функциональными возможностями, подвергнутой первичной крутке. На фиг.3 ссылочным номером 33 обозначен вакуумный насос, соединенный посредством трубопровода 34 для понижения давления, посредством выпускного трубопровода 35 и посредством вакуумного насоса 33 с автоклавом 31. Ссылочным номером 36 обозначен трубопровод для подачи пара высокой температуры и высокого давления или воды высокой температуры и высокого давления, который посредством рабочего клапана 37 соединен с автоклавом 31.
В устройстве согласно настоящему изобретению автоклав 31 оснащен манометром 38, термометром 39, предохранительным клапаном 40, датчиком давления 41 и датчиком температуры 42.
Кроме того, с автоклавом 31, упомянутым выше, соединены дренажный трубопровод 43 для отвода воды из автоклава 31 после обработки паром высокой температуры и высокого давления и выпускной трубопровод 35 для понижения давления в автоклаве до атмосферного. Трубопровод 34 для понижения давления, выпускной трубопровод 35 и дренажный трубопровод 43 снабжены клапанами 44, 45 и 46 с ручным управлением, соответственно.
Например, обработку паром высокой температуры и высокого давления можно производить путем использования описанного выше устройства следующим образом. Сначала бобину 32 нити загружают в автоклав 31, а затем открывают клапан 44 с ручным управлением на трубопроводе 34 для понижения давления и закрывают клапан 45 с ручным управлением на выпускном трубопроводе 35 и клапан 46 с ручным управлением на сливном трубопроводе 43 после того, как включают вакуумный насос 33. В результате из автоклава 31 отсасывают воздух, и в автоклаве 31 давление понижается до уровня 5,0×103-5,0×104 Ра.
Затем закрывают клапан 44 с ручным управлением на трубопроводе 34 для понижения давления и открывают клапан 37 автоматического режима работы на трубопроводе 36. После этого в автоклав 31 подают пар высокой температуры и высокого давления.
Давление и температуру измеряют датчиком давления 41 и датчиком температуры 42, соответственно, для поддержания температуры пара высокой температуры и высокого давления, который подают в автоклав 31, в пределах около 130-250°С или близкого к этому значении в течение 0,5-100 мин или близкого к этому значении. Посредством прибора управления 47 контролируют открывание и закрывание клапана 37 автоматического режима работы на трубопроводе 36 на основании упомянутых выше измеренных величин.
Упомянутый выше контроль можно осуществлять на базе давления или на базе температуры. Но предпочтительно, чтобы упомянутый выше контроль выполняли на базе давления, так как точность контроля на базе давления выше, чем на базе температуры. Клапаны 44, 45 и 46 с ручным управлением можно открывать и закрывать не только вручную, но эти клапаны можно также открывать и закрывать автоматически, используя управляющие программы, путем модификации и преобразования их в автоматически действующие клапаны.
После обработки паром высокой температуры и высокого давления закрывают клапан 37 автоматического действия на питающем трубопроводе 36 и клапан 44 с ручным управлением на трубопроводе 34 для понижения давления, а затем из автоклава производят выпуск по выпускному трубопроводу 35 и слив по дренажному трубопроводу 43. После понижения давления в автоклаве до атмосферного или близкого к нему давления, бобину или паковку нити в форме початка извлекают из автоклава 31.
После обработки паром высокой температуры и высокого давления крученую нить раскручивают в процессе повторной крутки нити в направлений, противоположном первичной крутке. На этапе раскручивания также можно использовать любую известную крутильную машину, как и на этапе первичной крутки. В это время нить раскручивают до такой степени, чтобы число кручений нити предпочтительно становилось почти равным нулю. Более конкретно, хотя число кручений после раскручивания определяют не произвольно, так как оно зависит от линейной плотности нити, упомянутое число кручений предпочтительно должно составлять около 0±100 кр./м или близкое к этому значение, более предпочтительно - около 0±50 кр./м или близкое к этому значение. Более предпочтительно, чтобы нить была раскручена до такой степени, чтобы образовалась крутка в противоположном направлении, превышающая нулевое значение. Более конкретно, число кручений раскрученной нити должно предпочтительно составлять около 0-(-50) кр./м или близкое к этому значение.
Таким образом, может быть изготовлена термостойкая извитая нить согласно изобретению. Относительное удлинение при растяжении термостойкой извитой нити, изготовленной согласно настоящему изобретению, составляет не менее приблизительно 6%, предпочтительно - около 10-50% или близкое к этому значение. Модуль упругости при растяжении упомянутой термостойкой извитой нити составляет не меньше 40%, предпочтительно - 50-100% или близкое к этому значение.
Термостойкая извитая нить согласно настоящему изобретению обладает превосходной термостойкостью и эластичностью, благодаря чему она имеет широкий ряд применений. Например, материал, обладающий термостойкостью и эластичностью, может быть изготовлен путем ткачества или вязания упомянутой термостойкой извитой нити, полученной упомянутым способом. Одежда специального функционального назначения, обладающая эластичностью и отличающаяся хорошим ощущением при носке, может быть использована в различных областях, где требуется термостойкость и эластичность, и может быть изготовлена путем использования упомянутого материала. Примерами такой одежды являются тонкие рабочие перчатки, обладающие термостойкостью, одежда для пожарников, гонщиков, металлургов, сварщиков и т.д.
ПРИМЕРЫ
Изобретение описано со ссылками на следующие Примеры.
Физические свойства приготовленных образцов измеряли и оценивали согласно методикам, упомянутым ниже.
Ограниченный кислородный индекс
Измерен согласно Японскому промышленному стандарту JIS K7201 (1999), которым определяется испытание на горючесть полимерных материалов на основе ограниченного кислородного индекса.
Температура теплового разложения
Измерена согласно Японскому промышленному стандарту JIS К7120 (1987), которым определяется методика измерения потери массы пластика под воздействием тепла.
Эластичность
Измерена согласно Японскому промышленному стандарту JIS L1013 (1999), которым определяется методика испытания комплексной химической нити. Согласно методике испытаний, параграф 8.11.А, определяют относительное удлинение при растяжении каждого образца. Подготовка перед измерениями описана ниже. Образец нити заворачивают в марлю и подвергают обработке теплой водой при температуре 90°С в течение 20 мин, а затем образец просушивают на воздухе при комнатной температуре.
Относительное упругое восстановление
Измерено согласно Японскому промышленному стандарту JIS L1013 (1999), которым определяется методика испытания комплексной химической нити. Согласно методике испытаний, параграф 8.12., определяют относительное упругое восстановление каждого образца. Подготовка перед измерениями описана ниже. Образец нити заворачивают в марлю и подвергают обработке теплой водой при температуре 90°С в течение 20 мин, а затем образец просушивают на воздухе при комнатной температуре.
Линейная плотность
Измерена согласно Японскому промышленному стандарту JIS L1013 (1999), которым определяется методика испытания комплексной химической нити. Согласно методике испытаний, параграф 8.3., определяют линейную плотность каждого образца на базе скорректированной массы.
Прочность на разрыв
Измерена согласно Японскому промышленному стандарту JIS L1013 (1999), которым определяется методика испытания комплексной химической нити. Согласно методике испытаний, параграф 8.5.1., определяют прочность на разрыв каждого образца. Чтобы исключить неупорядоченное растяжение элементарных нитей в каждом образце и создать равномерное натяжение на все элементарные нити, составляющие комплексную нить, образец перед испытаниями подвергают крутке до параметра крутки К=1000.
Величина сукрутины
Измерена согласно Японскому промышленному стандарту JIS L1095 (1999), которым определяется методика испытания обычной пряжи. Согласно методике испытаний, параграф 9.17.2.В, определяют величину сукрутины каждого образца.
Примеры 1-4 и Сравнительные примеры 1, 2
Использовали полипарафенилентерефталамидную комплексную нить (промышленно выпускаемую нить марки Kevlar® фирмы Toray-DuPont), обладающую ограниченным кислородным индексом 29, температурой теплового разложения 537°С, прочностью на разрыв 2,03 Н/текс и модулем упругости при растяжении 49,9 Н/текс. Комплексная нить состояла из 131 элементарной нити линейной плотности 0,17 текс каждая, а суммарная линейная плотность нити составляла 22,2 текс. Нить сначала подвергали первичной крутке на машине двойного кручения до параметра крутки К в пределах 1937-9909. Измеряли величину сукрутины полученной крученой нити. Затем 200 г крученой нити наматывали на алюминиевую катушку и формировали бобину нити. После этого бобину нити подвергали термофиксации насыщенным паром при температуре 200°С в течение 15 мин. Затем определяли величину сукрутины полученной термофиксированной нити. Далее, используя ту же крутильную машину, нить снова подвергали крутке в направлении, противоположном первичному направлению крутки, до числа кручений, равного нулю, и таким образом получали термостойкую извитую нить согласно изобретению. Измеряли физические свойства извитой нити. Результаты приведены в таблице 1.
Пример 5
Использовали полипарафенилентерефталамидную комплексную нить (промышленно выпускаемую нить фирмы Toray-DuPont) линейной плотности 44,4 текс. Нить подвергали крутке, термофиксировали насыщенным паром или подвергали сухой тепловой обработке и раскручивали таким же образом, как и в Примере 1, за исключением того, что параметр крутки К при первичной крутке составлял 7536. Измеряли физические свойства термостойкой извитой нити, полученной согласно изобретению. Результаты приведены в таблице 1.
Сравнительный пример 3
Ту же нить, что и в Примере 1, подвергали крутке, термофиксировали насыщенным паром или подвергали сухой тепловой обработке и раскручивали таким же образом, как и в Примере 3, за исключением того, что термофиксацию проводили при низкой температуре, т.е. крученую нить термофиксировали насыщенным паром при температуре 120°С в течение 15 мин. Измеряли физические свойства термостойкой извитой нити, полученной согласно изобретению. Результаты приведены в таблице 1.
Параметр крутки в Призерах 1-4 был высокого уровня, а величина сукрутины нити до термофиксации была меньше 9,5. Упомянутую крученую нить подвергали фиксации в крученом состоянии насыщенным паром. В результате величина сукрутины нити после фиксации в крученом состоянии составляла 4-6, и это показывает, что крутка была зафиксирована. Таким образом, относительное удлинение при растяжении термостойкой извитой нити, полученной путем раскручивания фиксированной в крученом состоянии нити, составило 7-31,6%. Упомянутый уровень относительного удлинения при растяжении был удовлетворительным для сырьевого материала, предназначенного для изготовления растяжимых, хорошего качества ткани и трикотажного материала. Количество нити, намотанной на катушку, было небольшим, благодаря чему не наблюдали недостатка равномерности термофиксации поверхностной и внутренней частей бобины нити.
В Примере 5 величина сукрутины нити после термофиксации в крученом состоянии составляла 4-6, и это показывало, что крутка была в существенной степени зафиксирована. В результате относительное удлинение при растяжении полученной термоустойчивой извитой нити составляло 29,6%. Упомянутая термоустойчивая извитая нить удовлетворяла требованиям к сырьевому материалу, предназначенному для изготовления растяжимого, хорошего качества материала. Количество нити, намотанной на катушку, было небольшим, благодаря чему не наблюдали недостатка равномерности термофиксации поверхностной и внутренней частей бобины нити.
С другой стороны, в сравнительных Примерах 1 и 2, величина сукрутины нити после фиксации в крученом состоянии была небольшой, т.е. составляла 2 и 3, и это показывает, что крутка была зафиксирована. Но параметр крутки первичного кручения был низким, так что относительное удлинение при растяжении полученной термоустойчивой извитой нити был низким, т.е. 3,5-4,0%. В результате из этой нити не мог быть получен растяжимый, хорошего качества материал.
В Сравнительном примере 3 величина сукрутины нити после фиксации в крученом состоянии составляла 8,5, и это показывает, что крутка не была в существенной степени зафиксирована. Относительное удлинение при растяжении полученной термоустойчивой извитой нити составляло 4,9, в результате чего упомянутая термоустойчивая извитая нить не удовлетворяла требованиям к сырьевому материалу для изготовления растяжимого, хорошего качества материалу (ткани).
Пример 6
Использовали полипарафенилентерефталамидную комплексную нить (промышленно выпускаемую нить марки Kevlar® фирмы Toray-DuPont), обладавшую ограниченным кислородным индексом 28, температурой разложения при нагреве 537°С, прочностью на разрыв 2,03 Н/текс и модулем упругости при растяжении 49,9 Н/текс. Ее линейная плотность составляла 22,2 текс. Нить подвергали первичной крутке на машине двойного кручения до параметра крутки К=7539. Крученую нить массой 1 кг намотали на алюминиевую катушку, на которую можно было намотать 1 кг нити, и сформировали бобину нити. В бобине нити внутренний диаметр патрона катушки составлял 84 мм, наружный диаметр цилиндрического патрона катушки составлял 90 мм, ширина бобины нити составляла 164 мм, толщина ее составляла 25 мм и плотность намотки нити составляла 0,7 г/см3.
Упомянутую бобину загрузили в автоклав и давление в автоклаве было понижено до 2,7×104 Ра в течение трех мин. Затем в автоклав подавали насыщенный пар при температуре 180°С в течение 10 мин. Автоклав оставили в этом его состоянии на 30 мин, пар из автоклава выпустили, давление в автоклаве понизили до атмосферного и бобину нити извлекли из автоклава.
После этого, используя ту же крутильную машину, нить снова подвергали крутке в направлении, противоположном первичной крутке, для того, чтобы число кручений было равно нулю, в результате чего получили термоустойчивую извитую нить в соответствии с изобретением.
Образцы для испытаний были выбраны из самой наружной, центральной и самой внутренней частей бобины нити после термофиксации. Измерили физические свойства термоустойчивой извитой нити. Результаты приведены в таблице 2. Величину сукрутины измеряли после термофиксации, но перед раскручиванием, а другие физические свойства измеряли после раскручивания.
Сравнительный пример 4
Термоустойчивую извитую нить изготавливали таким же образом, как и в Примере 6, за исключением того, что не понижали давление в автоклаве перед обработкой паром высокой температуры и высокого давления. Образцы для испытаний были выбраны из самой наружной, центральной и самой внутренней частей бобины нити после термофиксации. Измерили физические свойства термоустойчивой извитой нити. Результаты приведены в таблице 2.
Пример 7
Термоустойчивую извитую нить согласно настоящему изобретению изготавливали таким же образом, как и в Примере 6, за исключением того, что крученую нить массой 3 кг намотали на алюминиевую катушку, на которую можно было намотать 3 кг нити. В бобине нити внутренний диаметр цилиндрического патрона катушки составлял 64 мм, наружный диаметр цилиндрического патрона катушки составлял 70 мм, ширина бобины нити составляла 170 мм, толщина ее составляла 60 мм и плотность намотки нити составляла 0,7 г/см3.
Образцы для испытаний выбрали из самой наружной, центральной и самой внутренней частей бобины нити после термофиксации. Измерили физические свойства термоустойчивой извитой нити. Результаты приведены в таблице 2.
Пример 8
Термоустойчивую извитую нить согласно настоящему изобретению изготавливали таким же образом, как и в Примере 6, за исключением того, что в автоклав подавали насыщенный пар при температуре 200°С в течение 10 мин и автоклав оставляли в таком состоянии в течение 15 мин. Образцы для испытаний выбрали из самой наружной, центральной и самой внутренней частей бобины нити после термофиксации. Измерили физические свойства термоустойчивой извитой нити. Результаты приведены в таблице 2.
Как показано в таблице 2, в примерах 6-8 нет различия в физических свойствах самой наружной и самой внутренней частей термоустойчивой извитой нити согласно изобретению. С другой стороны, в Сравнительном примере 4 относительное удлинение при растяжении самой внутренней части нити ниже того же показателя самой наружной части, и она говорит о том, что имела место недостаточная равномерность термофиксации поверхностной и внутренней частей бобины нити. Относительное удлинение при растяжении является наиболее важным параметром термоустойчивой извитой нити.
Пример 9
Маленькие сквозные отверстия, диаметр которых составлял 4 мм, были равномерно распределены по поверхности термоустойчивой катушки, изготовленной из алюминия, у которой внутренний диаметр цилиндрического патрона составлял 84 мм, наружный диаметр цилиндрического патрона составлял 90 мм, ширина бобины нити составляла 164 мм. Количество упомянутых сквозных отверстий составляло 96, а более конкретно - 8 в вертикальном направлении и 12 - в направлении по окружности. В данном случае доля суммарной площади отверстий составляла 2,7%.
Использовали полипарафенилентерефталамидную комплексную нить (промышленно выпускаемую нить марки Kevlar® фирмы Toray-DuPont), обладавшую ограниченным кислородным индексом 28, температурой разложения при нагреве 537°С, прочностью на разрыв 2,03 Н/текс и модулем упругости при растяжении 49,9 Н/текс. Ее линейная плотность составляла 22,2 текс. Нить подвергали первичной крутке на машине двойного кручения до параметра крутки К=7539. Крученую нить намотали на катушку, описанную выше, и сформировали бобину нити. Ширина бобины нити составляла 25 мм и плотность намотки нити составляла 0,7 г/см3.
Упомянутую выше бобину нити загружали в автоклав. Тепловую обработку производили насыщенным паром при температуре 180°С в течение 30 мин.
Затем, используя ту же крутильную машину, нить снова подвергали крутке в направлении, противоположном первичной крутке, для того, чтобы число кручений было равно нулю, в результате чего была получена термоустойчивая извитая нить в соответствии с изобретением.
Сравнительный пример 5
Термоустойчивую извитую нить изготавливали таким же образом, как и в Примере 9, за исключением того, что в этом случае было отличное количество сквозных отверстий, а доля суммарной площади отверстий была небольшой, т.е. 0,97%. Количество отверстий составляло 32, а более конкретно - 8 отверстий в вертикальном направлении катушки и 4 отверстия в направлении окружности катушки. В этом случае упомянутые сквозные отверстия были маленькими и круглыми и их диаметр составлял 4 мм. Образцы для испытаний выбрали из самой наружной, центральной и самой внутренней частей бобины нити после термофиксации. Измерили физические свойства извитой нити.
Сравнительный пример 6
Термоустойчивую извитую нить изготавливали таким же образом, как и в Примере 9, за исключением того, что количество и форма сквозных отверстий были отличными. Количество отверстий составляло 40, а конкретно - 8 отверстий в вертикальном направлении катушки и 5 отверстий в направлении окружности катушки. Размер отверстия был большой, т.е. диаметр отверстия составлял 10 мм.
Сравнительный пример 7
Термоустойчивую извитую нить изготавливали таким же образом, как и в Примере 9, за исключением того, что количество и форма сквозных отверстий были отличными. Количество отверстий составляло 1482, а конкретно - 26 отверстий в вертикальном направлении катушки и 57 отверстий в направлении окружности катушки. Размер отверстия был маленьким, т.е. диаметр отверстия составлял 1 мм.
Результаты приведены в таблице 3. Величину сукрутины измеряли после термофиксации паром высокой температуры и высокого давления, но перед раскручиванием, а относительное удлинение при растяжении и упругое восстановление измеряли после раскручивания.
Из данных, относящихся к Примеру 9 и Сравнительному примеру 6, видно, что доля суммарной площади отверстий предпочтительно должна быть не меньше 1% для того, чтобы можно было удовлетворительно проводить термофиксацию бобины нити. В Примере 9 доля суммарной площади отверстий в цилиндрическом патроне катушки составляла 2,67%, и пар проникал в самую внутреннюю часть бобины нити. Таким образом, все витки нити от самой наружной части до самой внутренней части бобины были зафиксированы равномерно, как показывает величина сукрутины. В результате относительное удлинение при растяжении и относительное упругое восстановление термостойкой извитой нити, полученной путем раскручивания, были равномерными по всей бобине нити от самой наружной части до самой внутренней части. Здесь относительное удлинение при растяжении является индексом эластичности, а относительное упругое восстановление является индексом стягивания. С другой стороны, в Сравнительном примере 5 доля суммарной площади отверстий в цилиндрическом патроне катушки составляла 0,97%, и пар не проникал эффективно в самую внутреннюю часть бобины. Таким образом, величина сукрутины самой внутренней части нити в бобине высока, а относительное удлинение при растяжении и относительное упругое восстановление термостойкой извитой нити, полученной путем раскручивания, в самой внутренней части бобины были очень слабыми в сравнении с теми же параметрами самой наружной части.
В Сравнительном примере 5 на термостойкой извитой нити были заметны следы от сквозных отверстий. Таким образом, диаметр сквозного отверстия предпочтительно должен быть меньше 9 мм для того, чтобы от отверстий не оставалось следов на термостойкой извитой нити.
В Сравнительном примере 5 сквозные отверстия были заблокированы остатками волокна (отходами волокна). Это означает, что в процессе кручения элементарные нити, составляющие комплексную нить, при соприкосновении с нитенаправителем изнашиваются и появляются обрывки элементарных нитей. В результате этого высвобождаются фибриллы (маленькие узелки), и эти высвобождающиеся фибриллы становятся остатками волокна (отходами волокна). Поверхностно-активное вещество, используемое для предотвращения образования статического электричества на волокнах, и эти обрывки волокон приклеиваются к внутренней поверхности сквозных отверстий и забивают сквозные отверстия. Таким образом, диаметр сквозного отверстия предпочтительно должен быть больше 2 мм для того, чтобы можно было проводить обработку паром высокой температуры и высокого давления без забивания сквозных отверстий.
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение отличается тем, что создан способ изготовления термостойкой и извитой нити, включающий первичную крутку термостойкой нити из волокон с большими функциональными возможностями, фиксацию крутки крученой нити посредством тепловой обработки и раскручивание нити с зафиксированной круткой, в котором величина сукрутины нити, зафиксированной в скрученном состоянии, не превышает 6,5. В этом способе изготовления, например, нить может быть удовлетворительно извита посредством использования какого-либо обычного автоклава или подобного устройства, в котором крученая нить, которую надлежит термофиксировать, может быть выдержана при заданной температуре только в течение небольшого периода времени. Таким образом, упомянутый способ изготовления обладает такими достоинствами, как возможность использования любого обычного оборудования, возможность легкого осуществления контроля за процессом, пониженная стоимость обработки и высокая производительность. Путем использования упомянутого способа изготовления можно получать термостойкую извитую нить с хорошим модулем упругости при растяжении, хорошей термостойкостью, хорошей прочностью и хорошим внешним видом. Так как термофиксирующую обработку в способе выполняют при температуре, более низкой, чем температура разложения термостойких элементарных нитей с большими функциональными возможностями, то удается защитить нить от ухудшения ее свойств в результате нагрева. Таким образом может быть получена высококачественная и практически применимая термостойкая извитая нить, обладающая хорошим модулем упругости при растяжении и термостойкостью. Кроме того, благодаря использованию упомянутой термостойкой извитой нити может быть изготовлен материал, обладающий хорошей эластичностью и термостойкостью. Помимо этого, благодаря использованию упомянутого материала, может быть изготовлена специальная одежда, обладающая хорошей эластичностью и обеспечивающая комфортность при носке.
В способе изготовления термостойкой извитой нити согласно настоящему изобретению может быть повышена равномерность термофиксации поверхностной и внутренней частей бобины нити при обработке паром высокой температуры и высокого давления путем понижения давления в автоклаве или путем использования термостойкой катушки, содержащей маленькие сквозные отверстия. Таким образом, используя настоящий способ, можно эффективно и в промышленных масштабах изготавливать термостойкую извитую нить, упомянутую выше. Продолжительность обработки паром высокой температуры и высокого давления можно сократить путем усовершенствований, упомянутых выше. Благодаря тому, что предотвращают ухудшение свойств нити при нагреве, можно получать термостойкую извитую нить, обладающую хорошим модулем упругости при растяжении и термостойкостью. Кроме того, большое количество нити может быть одновременно подвергнуто обработке с целью придания ей извитости, благодаря чему стоимость обработки может быть снижена и обеспечена достаточно высокая производительность.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОСТОЙКАЯ ИЗВИТАЯ НИТЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2000 |
|
RU2263167C2 |
| СПОСОБ ПОЛУЧЕНИЯ КРУЧЕНОЙ АРМИРОВАННОЙ НИТИ | 2005 |
|
RU2286412C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХЛОПКОЛЬНЯНОЙ СДВОЕННОЙ КРУЧЕНОЙ ПРЯЖИ НА ПРЯДИЛЬНО-КРУТИЛЬНОЙ МАШИНЕ | 2023 |
|
RU2807097C1 |
| НИТЬ ШВЕЙНАЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2021 |
|
RU2780193C1 |
| Способ получения синтетической текстурированной швейной нити | 1983 |
|
SU1124053A1 |
| БИКОМПОНЕНТНАЯ НИТЬ ДЛЯ КОРДНЫХ ТКАНЕЙ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ, КОРДНАЯ ТКАНЬ | 2001 |
|
RU2175694C1 |
| ПЕТЕЛЬНАЯ УТОЧНАЯ НИТЬ ДЛЯ КОРДНОЙ ТКАНИ И СПОСОБ ПОЛУЧЕНИЯ ТАКОЙ НИТИ | 1996 |
|
RU2112092C1 |
| Способ получения крученой швейной нити | 1986 |
|
SU1353850A1 |
| ШВЕЙНАЯ ЗАЩИТНАЯ НИТЬ | 2002 |
|
RU2216613C1 |
| СПОСОБ ОБРАБОТКИ ПРЯЖИ И ШВЕЙНЫХ НИТОК | 1994 |
|
RU2090680C1 |
Изобретение относится к способу изготовления термостойкой извитой нити, включающему кручение нити из термостойких волокон с большими функциональными возможностями, фиксацию крутки крученой нити путем тепловой обработки и раскручивание нити с фиксированной круткой, в котором величина сукрутины нити, фиксированной в скрученном состоянии, не превышает 6,5. Технический результат - создание нити с превосходным модулем упругости при растяжении, термостойкостью, прочностью и внешним видом без ухудшения качества составляющего ее волокна при термообработке. 7 н. и 12 з.п. ф-лы, 3 ил., 3 табл.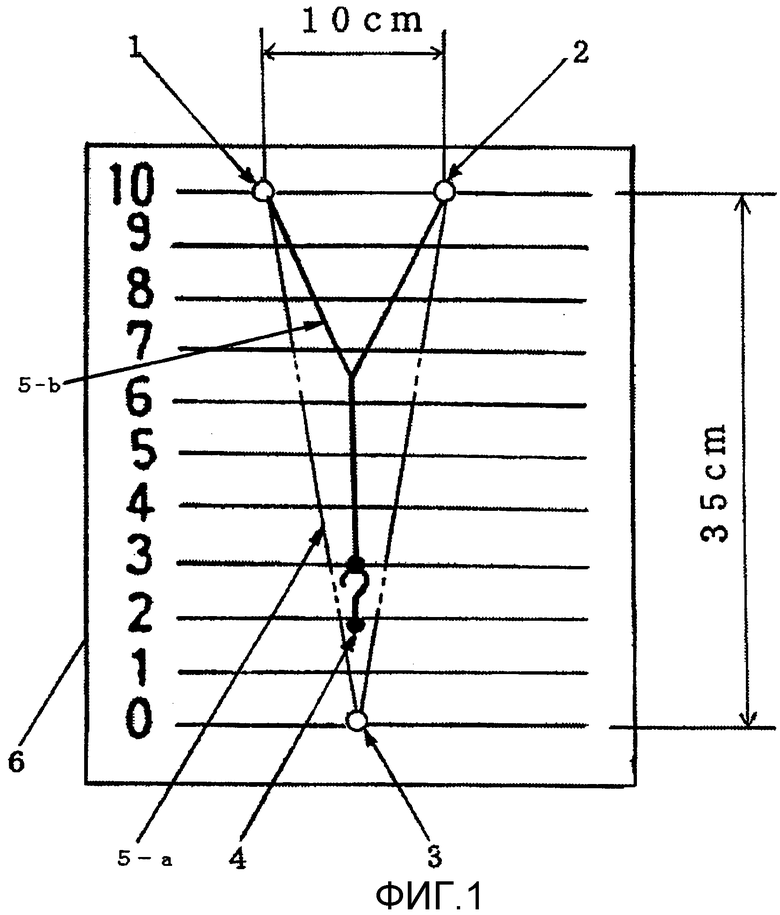
Приоритеты:
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| Тканый препрег | 1986 |
|
SU1440973A1 |
| SU 1793582 A1, 10.11.1996 | |||
| Способ термообработки технических полиамидных нитей на паковках | 1990 |
|
SU1808031A3 |
| Устройство для термообработки изделий | 1973 |
|
SU477204A1 |

