Изобретение относится к прокатному производству и может быть использовано на широкополосных станах холодной прокатки с целью исключения повышенного износа валков вследствие взаимной пробуксовки.
Известен способ производства полос [1], в котором с целью повышения долговечности эксплуатации рабочих и опорных валков при их перевалке осуществляют ротацию местоположения верхнего и нижнего рабочих валков. Недостатком известного способа является применение при прокатке полос рабочих валков с S-образными профилировками и усложнение операции перевалок.
Известен способ холодной прокатки полосы [2], в котором с целью исключения повышенного износа валков вследствие взаимной пробуксовки между рабочими и опорными валками в процессе прокатки полосы дополнительно измеряют и рассчитывают основные параметры прокатки, в том числе тангенс угла наклона межвалкового усилия и коэффициент трения покоя в контакте валков, после чего для каждой клети стана проверяют выполнение условия tgβ≤0,9f0 и в случае, если оно не выполняется хотя бы для одной клети, увеличивают обжатие в этой клети.
Недостатком известного способа является то, что в нем, в частности, не учитывается различие коэффициентов трения на верхнем и нижнем рабочих валках по поверхности контакта, в результате чего процесс прокатки приобретает асимметричный характер, что выражается в неравенстве обжатий со стороны каждого валка. Кроме того, при увеличении обжатия увеличивается скорость прокатки (при условии сохранения заданной производительности стана), а следовательно, возрастают окружные и линейные скорости рабочего и опорного валков. При этом коэффициент трения f0 уменьшается, а вероятность пробуксовки увеличивается, так как ограничивается условие совместного вращения опорного и рабочего валков: tgβ<f0. При скорости от 5 м/с до 15 м/с коэффициент трения fy при установившемся процессе прокатки между рабочим валком и металлом принимает практически постоянную величину [3]. При увеличении обжатия растет угол контакта и может нарушиться условие αmax≤2fy, а следовательно, может наступить явление пробуксовки рабочего валка относительно металла [3]. В последней клети прокатного стана вообще нельзя увеличивать обжатие, так как стан настроен на определенную конечную толщину. Кроме того, изменение обжатия в любой клети стана вызовет необходимость корректировки обжатий во всех остальных клетях прокатного стана, не соответствующих стандартным обжатиям.
С учетом вышесказанного можно сделать вывод, что исключить пробуксовку холостых валков относительно приводных путем увеличения обжатия полосы на практике невозможно, не нарушив установившийся процесс прокатки.
Задачей изобретения является получение возможности регулирования величины коэффициента трения f0 в контакте между рабочими и опорными валками и коэффициента трения fy между рабочими валками и металлом в установившемся процессе прокатки и как следствие исключение пробуксовки между ними.
Указанная задача достигается тем, что в способе холодной прокатки полос, включающем в себя определение и регулирование основных энергосиловых и технологических параметров прокатки, прокатные валки по линиям контакта между опорными и рабочими валками и прокатываемой полосой подвергают локальному по мощности воздействию постоянного и (или) переменного поля с магнитной индукцией в диапазоне от 0 до 70 Тл, изменяют величину магнитной индукции по каждой линии контакта, добиваясь требуемых величин коэффициентов трения между опорными и рабочими валками и между рабочими валками и полосой, увеличивая или уменьшая значения магнитной индукции в зависимости от заданной величины обжатия, увеличивают или уменьшают усилие прокатки в любой из клетей стана для поддержания постоянной величины обжатия Δh=const при неизменной установке рабочих валков, уменьшение коэффициента трения f0 фиксируют путем сравнения линейных скоростей опорных и рабочих валков и при уменьшении скорости холостых валков относительно приводных увеличивают магнитную индукцию по линии их контакта и усилие прокатки, при уменьшении скорости выхода полосы из валков, увеличивают магнитную индукцию и усилие прокатки вдоль линии контакта между рабочими валками и металлом, а уменьшение коэффициента трения fy между рабочим валком и полосой фиксируют путем сравнения линейных скоростей полосы и рабочих валков или выполняют указанные действия одновременно.
Экспериментально установлено, что коэффициент трения при скольжении металлических тел относительно друг друга как на участке машинного трения, так и на участке упруго-пластического контакта при воздействии на тела магнитным полем изменяется в зависимости от значения магнитной индукции [4].
Таким образом, магнитную индукцию можно считать фактором, с помощью которого можно в установившемся процессе прокатки управлять коэффициентом трения как в контакте между валками, так и в контакте между полосой и металлом, не допуская явления пробуксовки валков относительно друг друга и металлом и не прибегая к изменению режимов обжатий полосы, рекомендованных к применению на стане.
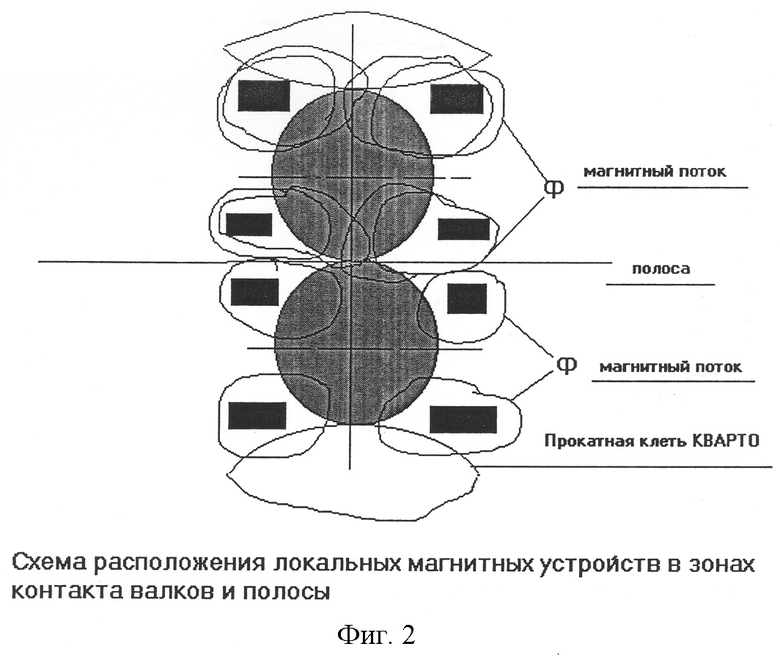
С целью определения возможности искусственного изменения коэффициента трения f при движении металлических тел относительно друг друга без изменения условий и режимов движения автором было проведено экспериментальное исследование по определению коэффициента трения при перемещении образца холоднокатаной полосы по поверхности пластины из инструментальной стали в магнитном поле с магнитной индукцией до 2 Тл.
На фиг.1 показан график зависимости коэффициента f от магнитной индукции В.
Из графика следует, что при В≈0 коэффициент трения f=0,075, то есть равен примерно известному коэффициенту трения при холодной прокатке. При постепенном увеличении магнитной индукции на поверхности образца коэффициент трения также увеличивался.
Таким образом, явление изменения коэффициента трения под влиянием магнитного поля можно на практике использовать при прокатке, воздействуя на зоны контакта локальными магнитными полями определенной мощности в зависимости от конкретных марок стали и режимов прокатки.
Размещая магнитные системы в зонах контакта между опорными и рабочими валками и полосой, можно принудительно изменять коэффициент трения в меньшую или большую сторону.
Из известного выражения ▿h =f2R видно, что изменение коэффициента трения f вызывает изменение абсолютного обжатия ▿h.
Подставив это выражение в известное выражение для усилия прокатки P=n·σ·b· , получим P=n·σ·b·f·R (где n - коэффициент, σ - сопротивление деформации, b - ширина полосы, R - радиус рабочего валка).
, получим P=n·σ·b·f·R (где n - коэффициент, σ - сопротивление деформации, b - ширина полосы, R - радиус рабочего валка).
Из полученного выражения следует, что для сохранения условия ▿h=const необходимо увеличить усилие прокатки при помощи нажимных устройств, контролируя его величину через данные о линейных скоростях валков и прокатываемой полосы, исключающие пробуксовку.
На фиг.2 показана схема расположения локальных магнитных устройств прокатной клети КВАРТО, позволяющих воздействовать на зоны контакта между валками и полосой магнитными полями Ф различной интенсивности.
Пример осуществления способа.
Стан х/прокатки 5-и клетевой 1700.
Диаметр рабочих валков 500 мм.
Каждая клеть снабжена автоматической системой управления коэффициентами трения в зонах контакта при помощи магнитного поля.
Система контроля - система контроля линейных скоростей валков и полосы.
Коэффициент трения в магнитном поле между рабочим и опорным валком
fop=0,15.
Коэффициент трения в магнитном поле между рабочим валком и полосой
fрп=0,09.
Начальное состояние - линейные скорости валков равны vo=vp и
vp=vп, пробуксовка отсутствует.
Допустим, что в силу различных причин в процессе прокатки нарушены оба условия: опорный валок пробуксовывает относительно рабочего валка, а рабочий валок пробуксовывает относительно полосы. При этом коэффициенты трения уменьшаются.
В этом случае магнитные системы, расположенные между валками и полосой, увеличивают значения магнитной индукции в соответствующих зонах контакта, и коэффициенты трения принудительно увеличиваются до тех пор, пока линейные скорости валков и полосы не сравняются. Одновременно увеличивается на определенную величину усилие прокатки. И, наоборот, при недопустимом увеличении коэффициентов трения магнитные системы уменьшают величину магнитной индукции в соответствующих зонах и коэффициенты трения принудительно уменьшаются. Одновременно уменьшается и усилие прокатки. В обоих случаях величина обжатия не изменяется.
Предлагаемый способ позволяет при включенных магнитных системах осуществлять прокатку на стане без пробуксовки при любых заданных значениях коэффициентов трения в функции магнитной индукции: f=ϕ(в).
Принудительно уменьшая или увеличивая в процессе прокатки значения коэффициентов трения в зонах контакта, добиваются стабильной прокатки по всем клетям прокатного стана.
Предлагаемый способ х/прокатки обеспечивает высокое качество полос и расширяет технологические возможности прокатного стана.
Источники информации
1. Патент РФ N 221044, Изобретения стран мира, вып.15, N16/ 2003.
2. Патент РФ N 2210442, Изобретения стран мира, вып.15, N16/ 2003.
3. А.П.Грудев. Теория прокатки, М. "ИНТЕРМЕТ ИНЖИНИРИНГ".
4. Л.Г.Делюсто. Некоторые проблемы совершенствования технологии горячей и холодной прокатки широких полос в период модернизации прокатных станов. Вестник машиностроения, N1, 2004.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА СТАНЕ С ЧЕТЫРЕХВАЛКОВЫМИ КЛЕТЯМИ С ПРИВОДОМ ЧЕРЕЗ ОПОРНЫЕ ВАЛКИ | 2001 |
|
RU2210443C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА СТАНЕ С ЧЕТЫРЕХВАЛКОВЫМИ КЛЕТЯМИ С ПРИВОДОМ ЧЕРЕЗ РАБОЧИЕ ВАЛКИ | 2001 |
|
RU2210442C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2007 |
|
RU2348474C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ И ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2004 |
|
RU2346763C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310527C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
Способ относится к области прокатки на широкополосных станах холодной прокатки. Задача изобретения - снижение износа прокатных валков. Способ включает определение и регулирование основных энергосиловых и технологических параметров прокатки. В соответствии с изобретением прокатные валки по линиям контакта между опорными и рабочими валками и прокатываемой полосой подвергают локальному по мощности воздействию постоянного и/или переменного поля с магнитной индукцией в диапазоне от 0 до 70 Тл, изменяют величину магнитной индукции по каждой линии контакта, добиваясь требуемых величин коэффициентов трения между опорными и рабочими валками и между рабочими валками и полосой, увеличивая или уменьшая значения магнитной индукции в зависимости от заданной величины обжатия, увеличивают или уменьшают усилие прокатки в любой из клетей стана для поддержания постоянной величины обжатия Δh=const при неизменной установке рабочих валков. Уменьшение коэффициента трения f0 фиксируют путем сравнения линейных скоростей опорных и рабочих валков. При уменьшении скорости холостых валков относительно приводных увеличивают магнитную индукцию по линии их контакта и усилие прокатки. При уменьшении скорости выхода полосы из валков увеличивают магнитную индукцию и усилие прокатки вдоль линии контакта между рабочими валками и металлом, а уменьшение коэффициента трения fУ между рабочим валком и полосой фиксируют путем сравнения линейных скоростей полосы и рабочих валков или выполняют указанные действия одновременно. Изобретение позволяет в процессе прокатки искусственно при помощи магнитных полей управлять коэффициентами трения по линиям контакта холостых и приводных валков и металлом без изменения режимов обжатий на стане, исключает пробуксовку валков и их повышенный износ. 2 ил.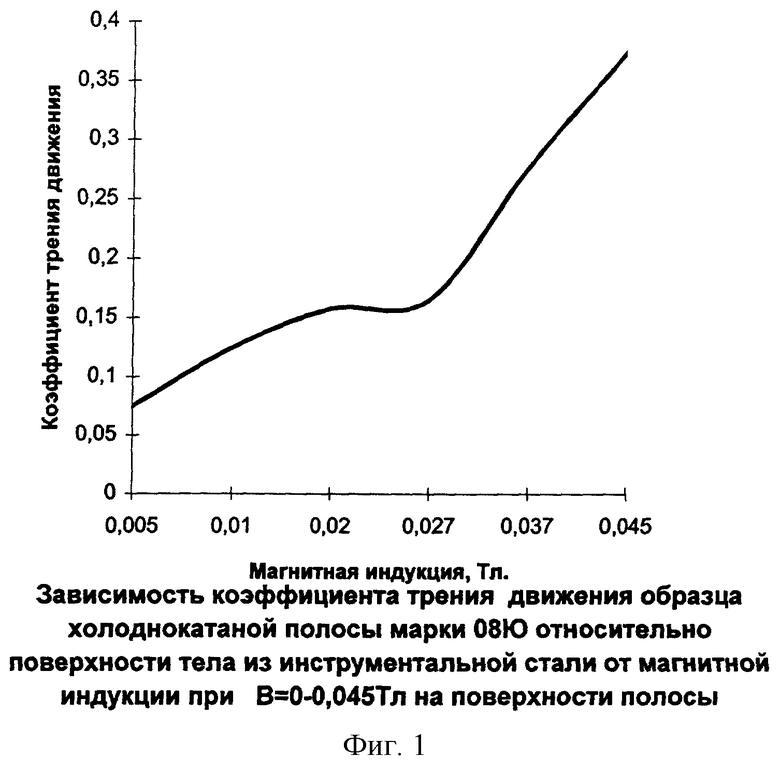
Способ холодной прокатки полос, включающий определение и регулирование основных энергосиловых и технологических параметров прокатки, отличающийся тем, что прокатные валки по линиям контакта между опорными и рабочими валками и прокатываемой полосой подвергают локальному по мощности воздействию постоянного и/или переменного поля с магнитной индукцией в диапазоне от 0 до 70 Тл, изменяют величину магнитной индукции по каждой линии контакта, добиваясь требуемых величин коэффициентов трения между опорными и рабочими валками и между рабочими валками и полосой, увеличивая или уменьшая значения магнитной индукции в зависимости от заданной величины обжатия, увеличивают или уменьшают усилие прокатки в любой из клетей стана для поддержания постоянной величины обжатия Δh=const при неизменной установке рабочих валков, уменьшение коэффициента трения f0 фиксируют путем сравнения линейных скоростей опорных и рабочих валков и при уменьшении скорости холостых валков относительно приводных увеличивают магнитную индукцию по линии их контакта и усилие прокатки, при уменьшении скорости выхода полосы из валков увеличивают магнитную индукцию и усилие прокатки вдоль линии контакта между рабочими валками и металлом, а уменьшение коэффициента трения fУ между рабочим валком и полосой фиксируют путем сравнения линейных скоростей полосы и рабочих валков или выполняют указанные действия одновременно.
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА СТАНЕ С ЧЕТЫРЕХВАЛКОВЫМИ КЛЕТЯМИ С ПРИВОДОМ ЧЕРЕЗ РАБОЧИЕ ВАЛКИ | 2001 |
|
RU2210442C2 |

