Изобретение относится к прокатному производству и может быть использовано на станах горячей и холодной прокатки черных и цветных металлов и неметаллических материалов.
Известен способ прокатки, прокатная клеть и нажимное устройство прокатной клети [1].
Нажимное устройство клети содержит подвижные и неподвижные узлы, в которых установлены электромагнитные системы, предназначенные для взаимодействия друг с другом.
Известное нажимное устройство прокатной клети выполнено в виде электромеханического и/или гидронажимного устройства в комбинации с электромагнитным устройством.
Гидронажимное устройство содержит подвижный и неподвижный узлы, снабженные электромагнитными системами, содержащими, по меньшей мере, по две катушки каждая, неподвижный узел предназначен для взаимодействия с нажимным винтом электромеханического нажимного устройства, а подвижный узел - для шарнирного взаимодействия с подушкой нажимного валка.
К недостатку известного нажимного устройства относится наличие в подвижном узле электромагнитной системы в виде катушек, непосредственное взаимодействующей с электромагнитной системой неподвижного узла для создания регулирующих усилий.
Известно так же нажимное устройство прокатной клети [2], содержащее шток, выполненный из постоянного магнита, охваченного электромагнитной катушкой и катушки, смонтированные в подушках опорных валков, установленные друг к другу коаксиально.
К недостатку известного нажимного устройства относится сложность изготовления штока в виде постоянного магнита, не обладающего механическими свойствами стали, а так же усложнение конструкции подушек, в том числе сложность соединения катушек, смонтированных в подушках, с источниками электропитания.
К общему недостатку известных нажимных устройств относится сложность их изготовления, ремонта и эксплуатации.
Задача изобретения - упрощение конструкции нажимного устройства и повышение эффективности его работы.
Указанная задача достигается тем, что нажимное устройство прокатной клети, содержащее гидроцилиндр, размещенный между станиной клети и подушкой прокатного валка, состоит из цилиндрического корпуса, штока и двух оснований, выполненных из немагнитных материалов, между которыми размещен поршень, на боковых сторонах которого, обращенных к основаниям, закреплены пластины, выполненные из токопроводного материала, а на сторонах оснований, обращенных к поршню установлены индукторы, соединенные с зарядным устройством.
Нажимное устройство содержит гидравлическую систему и зарядное устройство, а также систему охлаждения индукторов, автоматическую систему регулирования мощностью и частотой разрядов на индукторы и блок управления (условно не показаны).
Нажимное устройство прокатной клети (условно не показана) содержит гидроцилиндр, имеющий цилиндрический корпус 1, основания 2 и 3, поршень 4, шток 5, индукторы 6, гидравлическую систему 7, зарядное устройство 8.
На боковых сторонах поршня 4, обращенных к основаниям 2 и 3, закреплены пластины 9 и 10, а индукторы 6 установлены на сторонах оснований 2 и 3, обращенных к поршню 4.
Цилиндрический корпус 1, основания 2 и 3 и шток 5 выполнены из немагнитных материалов.
Поршень 4 выполнен из электроизоляционного материала.
Пластины 9 и 10 выполнены из токопроводного материала.
Нажимное устройство прокатной клети работает следующим образом.
(Пример прокатки полосы)
Позиционирование, то есть начальная установка валков, регулирование усилия прокатки и межвалкового зазора в процессе прокатки осуществляется при помощи гидравлической системы 7 и автоматической системы управления толщиной полосы (не показана).
В случае выхода из заданного поля допуска толщины полосы, а также нарушения профиля полосы, на индукторы 2 или 3, в зависимости от знака отклонения поля допуска, подаются импульсы (разряды) электрического тока при помощи зарядного устройства 8 и автоматической системы регулирования различной мощности и частоты, в зависимости от величины отклонении толщины полосы от допуска.
При подаче импульса тока в индуктор 2 или 3 возникает переменное магнитное поле, которое наводит в пластинах 9 и 10 индукционный ток, создающий вокруг пластин 9 и 10 свое собственное магнитное поле.
При взаимодействии поля индуктора с магнитным полем пластины 9 возникает отталкивающая сила +Рэм, которая складывается с усилием Рг, создаваемого поршнем 4, и толщина полосы уменьшается.
При взаимодействии поля индуктора с полем пластины 10 возникает отталкивающая сила -Рэм, которая вычитается из усилия Рг, создаваемого поршнем 4, и толщина полосы увеличивается.
При помощи предлагаемого нажимного устройства прокатной клети возможно более тонкое регулирование толщины и профиля полосы в пределах заданного допуска, что позволит получать прокат более высокого качества.
Источники информации
1. Патент РФ № 2207925.
2. Патент РФ № 2187394.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2348473C2 |
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2187394C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| СПОСОБ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310526C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2310527C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272685C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2264873C2 |
| ПОРШНЕВОЙ ДВИГАТЕЛЬ ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ С ЭЛЕКТРОМАГНИТНЫМ ПРИВОДОМ | 2001 |
|
RU2235404C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
Изобретение относится к нажимному устройству прокатной клети и может быть использовано на станах горячей и холодной прокатки черных и цветных металлов и неметаллических материалов. Нажимное устройство содержит гидроцилиндр, размещенный между станиной клети и подушкой прокатного валка, и состоит из цилиндрического корпуса, поршня, штока и двух оснований, выполненных из немагнитных материалов, между которыми размещен поршень, на боковых сторонах которого, обращенных к основаниям, закреплены пластины, выполненные из токопроводного материала, а на сторонах оснований, обращенных к поршню, установлены индукторы, соединенные с зарядным устройством. Обеспечивается более тонкое регулирование толщины и профиля полосы в пределах заданного допуска, что позволит получать прокат более высокого качества. 1 ил.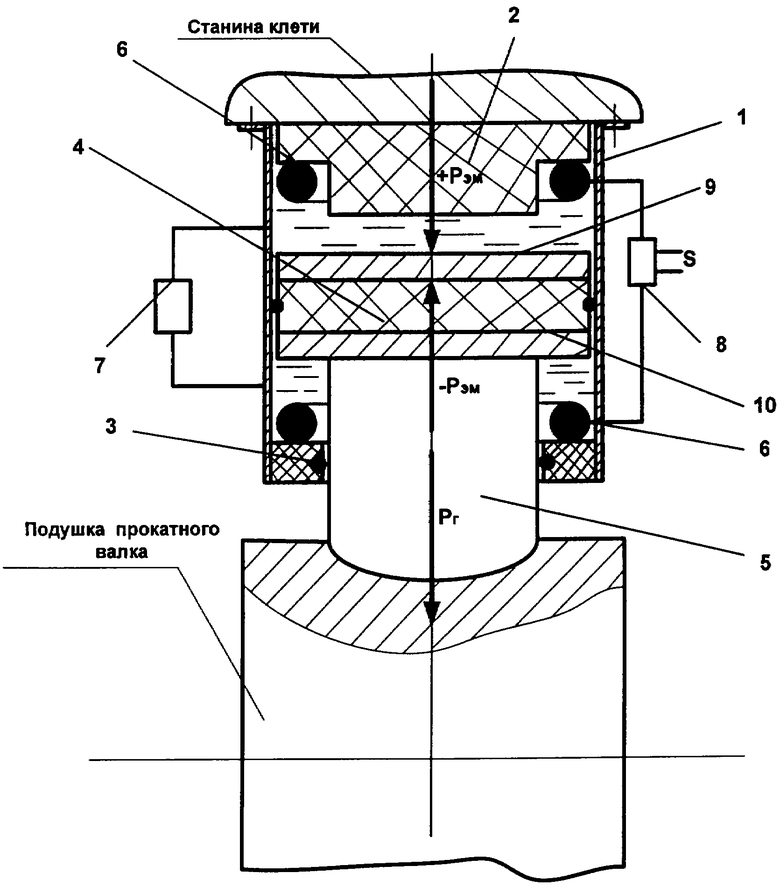
Нажимное устройство прокатной клети, содержащее гидроцилиндр, размещенный между станиной клети и подушкой прокатного валка, отличающееся тем, что гидроцилиндр состоит из выполненных из немагнитных материалов цилиндрического корпуса, штока и двух оснований, между которыми размещен поршень, на боковых сторонах поршня, обращенных к основаниям, закреплены пластины, выполненные из токопроводного материала, а на сторонах оснований, обращенных к поршню, установлены индукторы, соединенные с зарядным устройством.
| НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2187394C1 |
| СПОСОБ ПРОКАТКИ, ПРОКАТНАЯ КЛЕТЬ И НАЖИМНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2001 |
|
RU2207925C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2138346C1 |
| US 4062097 A, 13.12.1977 | |||
| JP 2006263759 A, 05.10.2006. | |||

