Изобретение относится к способам электродуговой сварки с подачей в зону сварки защитного газа и флюса и может быть использовано при-дуговой сварке плавящимся электродом конструкционных сталей с применением как обычных, так и узких разделок свариваемых кромок.
Целью изобретения является повышение качества соединений путем интенсификации протекания металлургических процессов между металлом, шлаком и газовой фазой и уменьшение расхода флюса.
На чертеже представлена схема реализации способа.
Способ осуществляется следующим образом.
Для защиты дуги 1 и расплавленного металла с помощью сопла 2 формируется основной поток защитного газа, а через сопло 3 в зону сварки подается пылевидная смесь газа с флюсом порошкообразной фракции. При использовании сопел с малым выходным сечением смесь подается через общее согло 2 и в этом случае отпадает необходимость в сопле 3, Расход флюса регулируется с помощью дозатора 4. Флюс в дозатор поступает из бункера 5. С помошью инжектора 6 газофлюсовая смесь подается в зону сварки через сопло 3. В результате этого по мере плавления сварочной проволоки 7 на поверхности сварного шва 8 формируется тонкая защитная шлаковая корка 9.
сл
Јъ Л
СО
со со
Для подачи частиц флюса или металлического порошка с целью очистки газового сопла целесообразно в дозаторе 4 установить второй распределительный диск, а устройство снабдить дополнительным бункером с затвором для подачи этих сыпучих материалов для очистки.
Таким образом, защита дугового промежутка и расплавленного металла осуществляется пылеводной смесью защитного газа с флюсом, размеры частиц которого и плотность смеси строго регламентируются параметрами про- цесса.
Для газовой защиты и транспортировки порошкообразного Флюса рекомендуется применять активные и инертные газы или их смеси. Для получения жид кого шлака за основу используют плавленые или керамические флюсы порошкообразной фракции, а также смеси, назначенные для получения обмазок электродов, или шихту порошковых прово- лок. Состав порошкообразного йлюса выбирается в зависимости от свариваемых материалов, а соотношение отдельных компонентов в флюсе корректируется применительно к сварке конкрет- ных сталей с использованием конкретного защитного газа.
Плотность пылевидной смеси выбирают по формуле
q К I
се
и,
А
где q - плотность, кг/м ;
К - коэффициент плотности, для сталей К (1,1...5,5) х х ID 4кг/А В
Iсв - сварочный ток, А;
ид - напряжение на дуге, В. Пример. Дуговую сварку плавящимся электродом проводили в узкий зазор шириной 16... 18 мм стали 09Г2С низколегированной проволокой марки 08Г2С диаметром 2,5 мм в С0г. Для образования пылевидной смеси используется флюс марки АН-43 (размеры частиц флюса не более 47...75 мкм) или шихта порошковой проволоки ППАН-19с. Режим сварки: I св 550 A; UA 48 В
0
о 5 0
5
0
Си
щитного
16,3 м/ч, расход основного загаза 10,..12 л/мин; расход транспортирующего флюс гача 8... 10 л/мин, расход флюса на единицу объема транспортирующего газа 4... 5 г/л. Это соответствует около 0,4кг флюса на 1 кг направленного металла.
Применение газофлюсовой смеси позволяет выполнять сварку в любых пространственных положениях без применения специальных мер для удержания флюса и предоставляет возможность применять этот процесс при роботизации производства.Для исключения загрязнения воздуха при сварке по предлагаемому способу горелки необходимо снабжать местным отсосом. С целью экономии флюса и улучшения отделимости шлаковой корки рекомендуется чередовать выполнение отдельных слоев многослойного шва таким образом, чтобы после сварки очередного слоя в газофлюсовой смеси последующий слой выполнялся только в защитном газе. В этом случае имеется возможность полностью переплавить частицы йлюса, которые могут налипать на горячий шов в случае повышенного расхода флюса или при подаче его с помощью газа общим соплом сзади, далеко от дуги.
Формула изобретения
Способ дуговой сварки с подачей в зону сварки флюса и защитного газа, отличающийся тем, что, с целью повышения качества путем интенсификации протекания металлургических процессов и уменьшения расхода флюса,используют пылевидный Алюс, при этом плотность смеси выбирают из соотношения
45
q к -т
со
и,
0
где
q
к
св
плотность смеси, кг/ма; коэффициент плотности, для сталей К (1,1 . . .5,5) х х Ю-4 кг/А-В-м3; сварочный ток, А; Напряжение на дуге, В.
5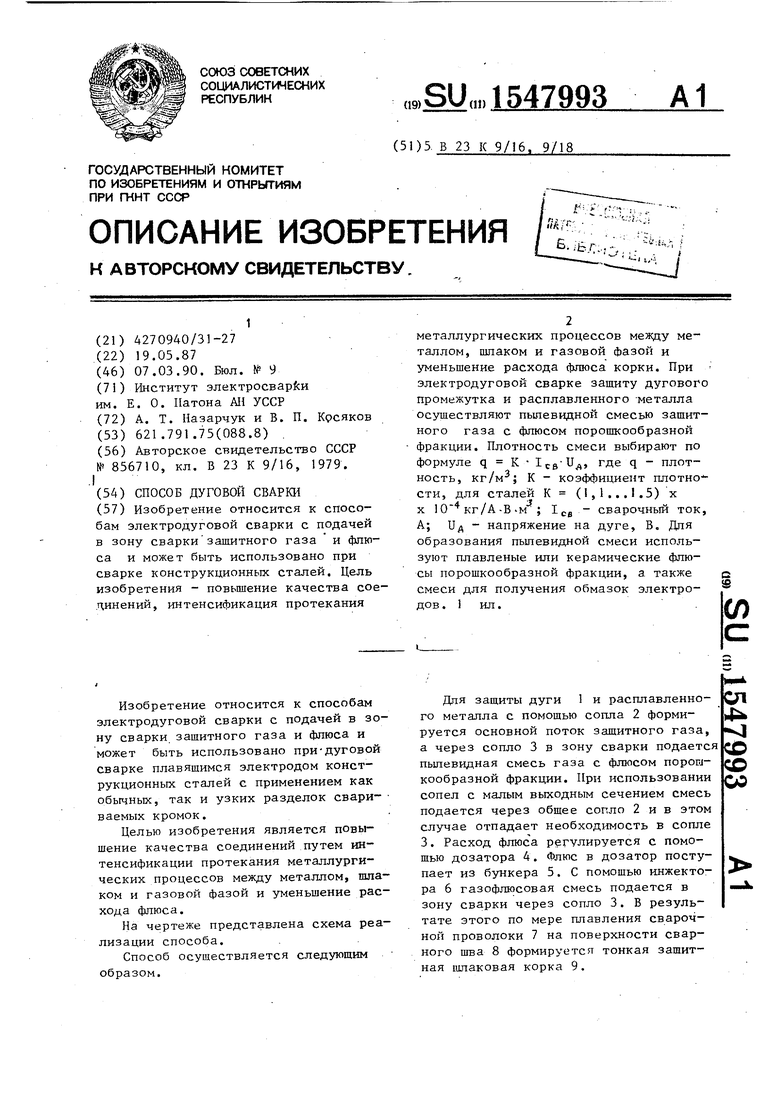

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки | 1979 |
|
SU856710A1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ гранулирования сварочного флюса | 2021 |
|
RU2769190C1 |
| Способ дуговой сварки | 1986 |
|
SU1371824A1 |
| СПОСОБ ПЛАЗМЕННОГО НАГРЕВА ШИХТЫ В ФЕРРОСПЛАВНОМ ПРОИЗВОДСТВЕ | 2001 |
|
RU2182185C1 |
| Сварочный флюс | 1982 |
|
SU1013177A1 |
| Сварочный флюс | 1978 |
|
SU716750A1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ СТАЛИ ТИПА АК | 1996 |
|
RU2089363C1 |
| Способ дуговой сварки металлов неплавящимся электродом | 1960 |
|
SU139383A1 |

Изобретение относится к способам электродуговой сварки с подачей в зону сварки защитного газа и флюса и может быть использовано при сварке конструкционных сталей. Цель изобретения - повышение качества соединений, интенсификация протекания металлургических процессов между металлом, шлаком и газовой фазой и уменьшение расхода флюса корки. При электродуговой сварке защиту дугового промежутка и расплавленного металла осуществляют пылевидной смесью защитного газа с флюсом порошкообразной фракции. Плотность смеси выбирают по формуле Q=KIсвUд, где Q - плотность, кг/м3
K - коэффициент плотности, для сталей K=(1,1...5,5).10-4 кг/А.В.м3
Iсв - сварочный ток, А
Uд - напряжение на дуге, В. Для образования пылевидной смеси используют плавленые или керамические флюсы порошкообразной фракции, а также смеси для получения обмазок электродов. 1 ил.
(
| Способ дуговой сварки | 1979 |
|
SU856710A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| I | |||
