Настоящее изобретение относится к покрытой цеолитом металлической фольге, а также к способу ее получения.
Цеолиты представляют собой имеющие особый состав и соответствующим образом обработанные керамические материалы, отличающиеся благодаря своему составу и своей структуре особыми абсорбционными свойствами по отношению к определенным веществам. Типичной для цеолитов является их способность аккумулировать в низких температурных условиях большие количества газообразных веществ, которые они при повышенных температурах снова высвобождают.
Существует ряд направлений использования этих свойств цеолитов. Один из них состоит, например, в том, чтобы использовать цеолиты для аккумуляции углеводородов, образующихся в системе отработанных газов транспортного средства в фазе холодного запуска двигателя, до нагрева подключенного каталитического конвертера до определенной температуры с целью последующей конверсии указанных веществ. После нагрева системы отработанных газов до определенной температуры цеолит высвобождает углеводороды, которые в подсоединенном каталитическом конвертере окисляются до воды и двуокиси углерода.
Для этой, а также для других аналогичных целей цеолиты применяют прежде всего в качестве покрытий, наносимых на элементы с сотовой структурой, через которые может пропускаться отработанный газ. При этом, благодаря керамическому составу цеолитов на первых порах в качестве подложек использовали керамические элементы с сотовой структурой. Однако существует также тенденция применять в качестве подложек элементы с сотовой структурой, выполненные из металла, например, из высококачественной стали, и наносить на них покрытие из цеолита. Но при высоких переменных термических нагрузках, таких, в частности, которые имеют место в системе отработанных газов транспортных средств, важно обеспечить надежную адгезионную прочность покрытия, учитывая при этом различные температурные коэффициенты расширения металлических и керамических материалов.
Более близкой к изобретению является металлическая фольга в виде элемента с сотовой структурой, выполненная из нержавеющей стали, содержащей алюминий и предпочтительно содержащей хром, покрытая оксидным слоем и нанесенным на него из суспензии адгезионным керамическим слоем и слоем цеолита (патент ЕР 369576, кл. B 0 D 53/36, 1990 г.).
Каталитическая система на металлической фольге (металлической подложке) предназначена для дожигания выхлопных газов автомобильного двигателя.
Металлическую фольгу в виде элемента с сотовой структурой, выполненной из нержавеющей стали, содержащей хром, получают путем окисления с последующим нанесением на оксидный слой из суспензии адгезионного керамического слоя и затем слоя цеолита.
Задачей изобретения является разработка металлической фольги, на которую можно наносить адгезионно-прочное покрытие из цеолита любой толщины. Целью настоящего изобретения является также способ получения указанной фольги. При этом прежде всего должна быть обеспечена возможность предварительной обработки металлического элемента с сотовой структурой после его изготовления и нанесения на него покрытия из цеолита.
Поставленная задача достигается описываемой металлической фольгой в виде элемента с сотовой структурой, выполненной из нержавеющей стали, содержащей алюминий и предпочтительно содержащей хром, покрытой оксидным слоем и нанесенным на него из суспензии адгезионным керамическим слоем и слоем цеолита, оксидный слой которой, согласно изобретению, имеет среднюю шероховатость поверхности 2-4 мкм, предпочтительно 3 мкм, а усредненная высота неровностей профиля составляет по крайней мере 0,2 мкм.
Поставленная задача достигается также описываемым способом получения металлической фольги в виде элемента с сотовой структурой, выполненной из нержавеющей стали, содержащей алюминий и предпочтительно содержащей хром путем ее окисления с последующим нанесением на оксидный слой из суспензии адгезионного керамического слоя и затем слоя цеолита, в котором согласно изобретению стальную фольгу окисляют до образования мелкозернистого слоя оксида алюминия.
Фольга, снабженная оксидным слоем и слоем, повышающим адгезию, образует с внешней стороны керамическую структуру, которую с помощью известных методов, практикуемых при использовании керамических элементов с сотовой структурой, можно покрывать слоем цеолита, что до настоящего времени было невозможно по отношению к металлическим подложкам и металлической фольге. При этом слой цеолита может содержать дополнительно также каталитически активный материал, прежде всего благородные металлы, или добавки этого материала можно вводить в последующем без ущерба для указанного слоя цеолита. Более того, такие комбинированные слои могут быть весьма эффективными в нейтрализаторах отработанных газов.
Для целей настоящего изобретения предпочтительна фольга из жаропрочной и коррозионно-стойкой стали, содержащая предпочтительно более 3,5% алюминия и более 15% хрома, более предпочтительно примерно 5% алюминия и примерно 20% хрома. На такую сталь можно наносить мелкозернистый слой из оксида алюминия без примесей или лишь с небольшим количеством примесей оксидов хрома и железа, как это подробнее поясняется на примерах выполнения и чертежах. Такое решение возможно в первую очередь благодаря продолжительному отжигу в воздушной среде. При этом образуется оксидный слой, который имеет среднюю шероховатость поверхности (среднее арифметическое отклонение профиля Ra) 2-4 мкм, предпочтительно 3 мкм, и усредненная высота неровностей профиля Rz которого составляет по крайней мере 0,2 мкм.
На этот оксидный слой методом окунания в золь-гель может быть нанесен повышающий адгезию керамический слой на основе оксида алюминия, содержащий в основном γ-Al2O3. Предпочтительно толщина этого повышающего адгезию керамического слоя составляет 1-5 мкм, более предпочтительно приблизительно 2 мкм. Указанный слой, повышающий адгезию, должен иметь при этом удельную поверхность от 100 до 200 м2/г, предпочтительно примерно 180 м2/г.
Предпочтительно из фольги до нанесения покрытия формируют элемент с сотовой структурой, в котором по крайней мере часть образующихся при этом мест контакта скрепляют пайкой твердым припоем.
Существенное преимущество настоящего изобретения состоит в том, что сначала поверхность металлической фольги подвергают предварительной обработке таким образом, что в результате образуется очень равномерный и мелкозернистый оксидный слой, в основном слой из оксида алюминия. Было установлено, что нанести непосредственно на этот оксидный слой слой цеолита с достаточной адгезионной прочностью не удается, поскольку оксидный слой и слой цеолита обладают различными свойствами и различной структурой. Согласно изобретению в этом случае в качестве повышающего адгезию слоя может служить нанесенный из суспензии адгезионный керамический слой, причем этот слой, с одной стороны, характеризуется особенно хорошим сцеплением с оксидным слоем, а с другой стороны, имеет большое сходство с наносимым слоем цеолита, благодаря чему адгезионная прочность слоя цеолита к слою, повышающему адгезию, отвечает высоким требованиям. Кроме того, на слой, повышающий адгезию, после его нанесения можно еще воздействовать путем кальцинирования, улучшая тем самым дополнительно условия сцепления для наносимого в последующем слоя цеолита.
Как поясняется подробнее ниже при описании стадий осуществления способа, толщина слоев и их поверхностные свойства, равно как и состав цеолитового покрытия, играют важную роль для достижения в дальнейшем необходимой прочности сцепления, прежде всего при переменных термических нагрузках. Так, например, тонкий оксидный слой обеспечивает хорошую теплоотдачу между металлическим и керамическим слоями.
Способ изготовления покрытой цеолитом металлической фольги включает следующие стадии:
- стальную фольгу, содержащую алюминий и предпочтительно содержащую хром, окисляют таким образом, что на поверхности образуется мелкозернистый слой оксида алюминия;
- на оксидный слой наносят из суспензии адгезионный керамический слой, предназначенный для повышения адгезии;
- на керамический слой, предназначенный для повышения адгезии, наносят слой цеолита.
Предпочтительно оксидный слой получают путем продолжительного отжига при температуре 900-1000oC, предпочтительно при 950oC, в воздушной среде.
Жаропрочная и коррозионно-стойкая сталь, содержащая, например, около 5% алюминия и приблизительно 20% хрома, благодаря продолжительной, в течение нескольких часов, обработке при температуре порядка 950oC в воздушной среде может покрываться особенно мелкозернистым слоем оксида алюминия.
На фиг. 1а-1г представлена поверхность такой фольги в исходном состоянии (фиг. 1а), после отжига в течение 5 часов (фиг. 1б), после отжига в течение 24 часов (фиг. 1в) и после отжига в течение 48 часов (фиг. 1г) при температуре отжига 950oC в нормальной воздушной среде. В результате образуется состоящий почти из чистого оксида алюминия слой практически без примесей хрома или железа. Этот поверхностный слой является очень мелкозернистым и имеет среднюю шероховатость поверхности порядка 3 мкм и усредненную высоту неровностей профиля по крайней мере 0,2 мкм. Прочность сцепления адгезионного керамического слоя с такой поверхностью особенно высокая.
Нанесение такого керамического слоя на основе оксида алюминия осуществляют предпочтительно по известному методу окунания в золь-гель, причем прежде всего применяют алюминиево-оксидный золь с содержанием твердых частиц порядка 10 мас.%. Нанесенный таким путем повышающий адгезию слой после процесса окунания подвергают отжигу в течение приблизительно 3 часов при температуре 500-650oC, предпочтительно при 550oC, и этот слой представляет собой в основном γ-Al2O3.
Точно так же методом окунания в золь-гель может быть нанесен слой цеолита, причем такая методика особенно целесообразна в тех случаях, когда указанный слой, кроме цеолита, содержит еще 10-30 мас.% оксида алюминия, предпочтительном примерно 20 мас.%. При этом цеолит можно наносить в NH
Особенно целесообразно применять описанный способ на готовых элементах с сотовой структурой, выполненных из металлической фольги, причем эти элементы с сотовой структурой из по крайней мере частично структурированной фольги могут пакетироваться, свертываться или использоваться в каком-либо другом виде. Наиболее типичным является применение элементов с сотовой структурой в виде попеременно чередующихся слоев из гладких и гофрированных стальных листов, образующих пропускные каналы для потока отработанных газов. При нанесении покрытия на элементы с сотовой структурой методом окунания в золь-гель на боковых поверхностях каналов остаются большие количества наносимого материала и поэтому их необходимо удалять. Для этой цели применяют известный из уровня техники метод продувки с помощью сжатого воздуха, однако такая методика затрудняет получение максимально равномерной толщины наносимого слоя.
Согласно изобретению особенно предпочтительно удалять избыточный материал покрытия после нанесения последнего путем центрифугирования элемента с сотовой структурой, при котором пропускные каналы должны располагаться в радиальном направлении относительно оси центрифуги. Для получения наиболее равномерной толщины слоя центрифугирование следует осуществлять последовательно в направлении обоих торцов и с этой целью элемент с сотовой структурой после этапа центрифугирования необходимо поворачивать на 180oC .
Если один раз выбранная толщина усиливающего адгезию слоя, составляющая, например, 2 мкм, в ходе дальнейшего технологического процесса остается неизменной, то толщину цеолитового покрытия можно увеличивать, в частности, за счет двукратного или многократного повторения процесса нанесения этого покрытия, включающего нанесение собственно покрытия, центрифугирование и кальцинирование. При такой методике за каждый повторяемый цикл нанесения покрытия можно достичь толщины цеолитового слоя порядка 15 мкм.
Предпочтительно содержание цеолита в наносимом на элемент с сотовой структурой покрытии составляет по крайней мере 30 г/м2 поверхности подложки.
Очевидно, что такие типичные стадии обработки покрытия, как сушка нанесенных покрытий до процесса кальцинирования при соблюдении условий, предотвращающих образование трещин и тому подобное, относятся к преимуществам настоящего изобретения.
В целях наглядности настоящее изобретение поясняется на чертежах, на которых изображено: на фиг. 1а-1г - различные стадии процесса окисления фольги, выполненной из высококачественной стали; на фиг. 2 - схематическая структура изготовленной согласно изобретению фольги с покрытием из цеолита и на фиг. 3 - типичный металлический элемент с сотовой структурой в поперечном разрезе.
На фиг. 2 представлена, без соблюдения масштаба, металлическая фольга 1, снабженная оксидным слоем 2, керамическим слоем 3, предназначенным для повышения адгезии, и цеолитовым слоем 4. Как показано схематически, повышающий адгезию слой 3 через оксидный слой 2 имеет скорее механическое сцепление с металлической фольгой 1, тогда как адгезия между слоем 3, служащим для повышения адгезии, и цеолитовым слоем 4 обусловлена очень сходным составом их материалов и связанными с этим силами сцепления.
На фиг. 3 в поперечном разрезе представлен типичный, сформированный из гладких и гофрированных стальных листов элемент 5 с сотовой структурой, соединенный в местах контакта 6 листов друг с другом пайкой твердым припоем. Таким путем образуются пропускные каналы 7 для газов.
Элементы с сотовой структурой, покрытые цеолитом по способу согласно изобретению, особенно пригодны для использования в нейтрализаторах отработанных газов в транспортных средствах с двигателями внутреннего сгорания в фазе холодного запуска двигателя.
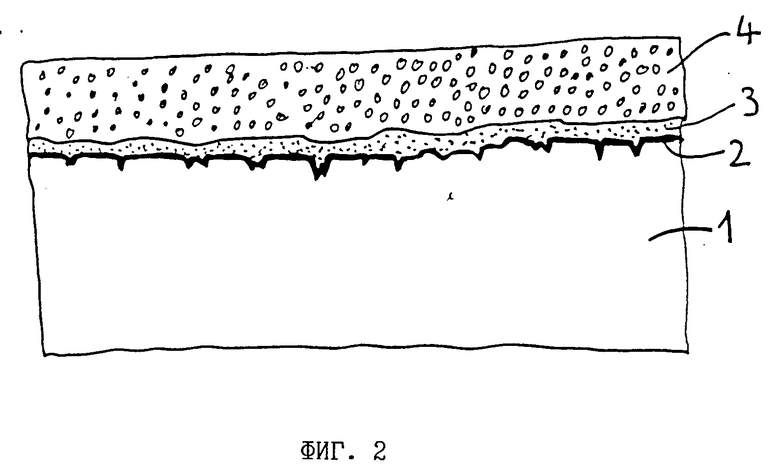
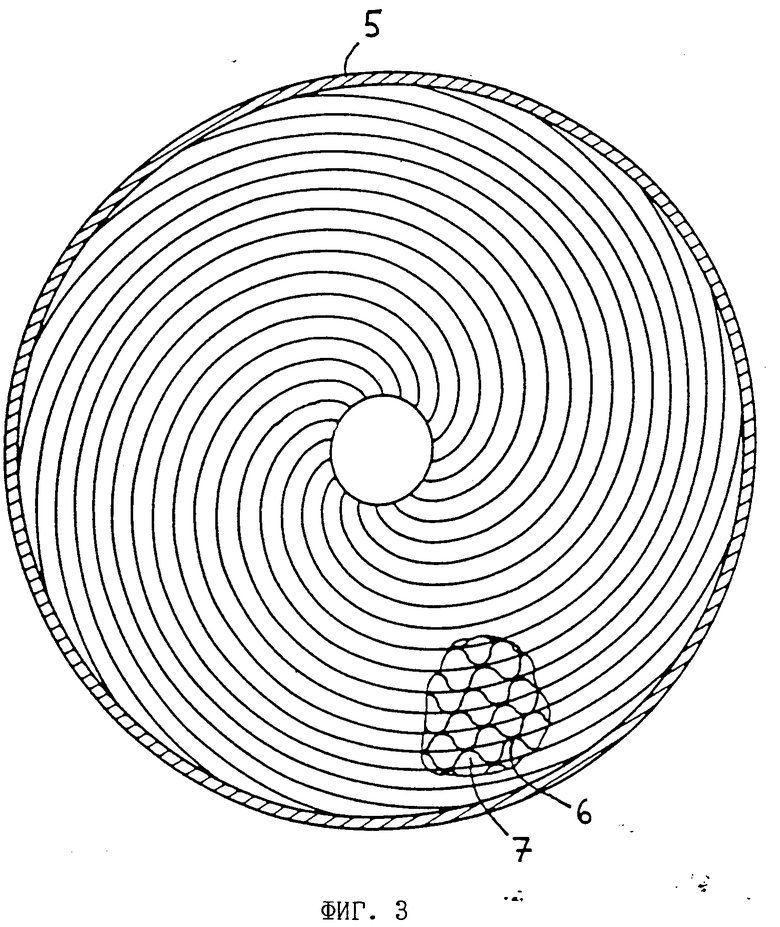
Изобретение относится к покрытой цеолитом металлической фольге и способу изготовления покрытой цеолитом металлической фольги. Металлическая фольга 1 выполнена в виде элемента 5 с сотовой структурой. Фольга изготовлена из нержавеющей стали, содержащей алюминий и хром. Фольгу окисляют. На оксидный слой 2 наносят керамический слой 3 и слой цеолита 4. Оксидный слой имеет среднюю шероховатость поверхности 2-4 мкм и усредненную высоту неровностей профиля по крайней мере 0,2 мкм. Усовершенствованный способ обеспечивает надежную адгезионную прочность покрытия. 2 с. и 18 з.п.ф-лы, 3 ил.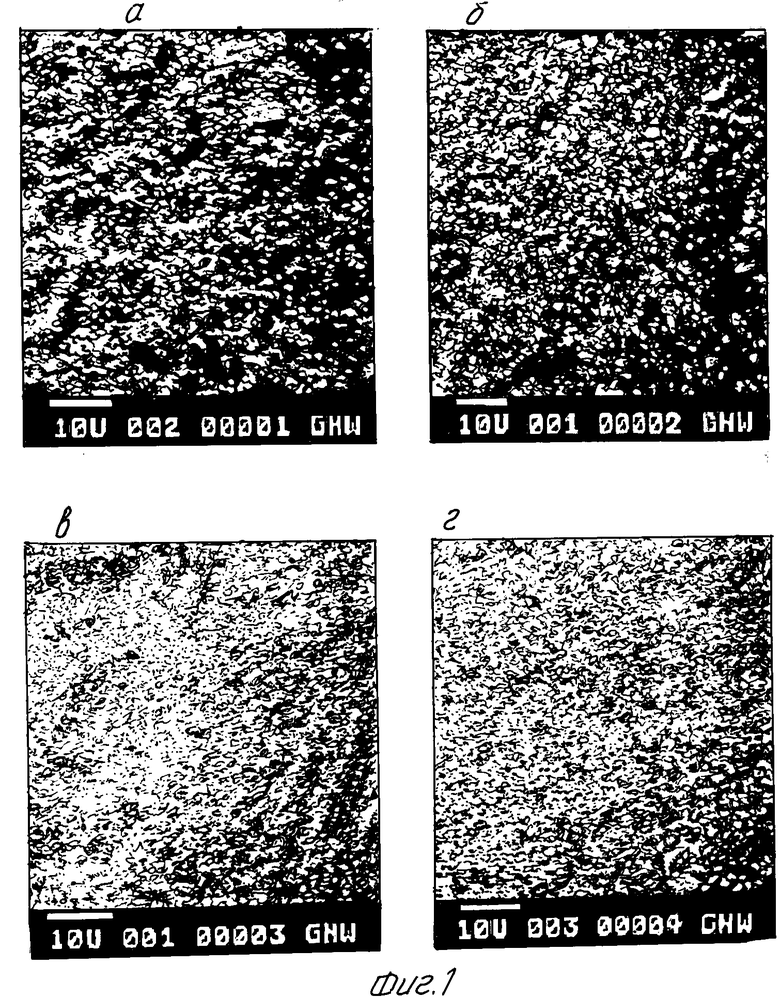
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ОПЕРАЦИОННЫХ УСИЛИТЕЛЕЙ1Изобретение относится к области автоматики и может быть применено в системах автоматического управления (САУ) полетом и посадкой летательных аппаратов.Известно устройство для автоматического контроля неисправностей автопилота, содержащее генератор колебаний низкой частоты, подключенный к входу усилителя сервопривода, и блок контроля колебания низкой частоты, соединенный с выходом усилителя. Сигнал . от генератора проходит через усилитель и по наличию сигнала переменного тока на выходе усилителя судят об исправности усилителя сервопривода. Такой вид контроля неприменим в тех случаях, когда имеется ряд усилителей, соединенных определенным образом друг с другом, и неисправность одного из них может привести не к пропаданию сигнала переменного тока на выходе суммирующего усилителя, а к появлению сигнала переменного тока с увеличенной амплитудой. | 0 |
|
SU369576A1 |
| US 4293447 A, 06.10.81 | |||
| Успокоитель качки судна на волнении | 1975 |
|
SU592667A2 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ КРУГ | 0 |
|
SU232793A1 |
| Способ изготовления и армирования катализаторного блока | 1988 |
|
SU1837962A3 |
