Изобретение относится к способу пайки металлических структур в соответствии с ограничительной частью пункта 1 формулы изобретения.
Пайка металлических структур, таких, как, например, металлические корпуса-носители для катализаторов отработанных газов, представляет собой основную проблему повышения эффективности процесса изготовления таких корпусов-носителей, соответственно последующей прочности и долговечности самого носителя.
Известно, что при пайке на соединяемые металлические структуры наносят клей или связующее, причем припой находится в порошкообразном состоянии и либо его заранее смешивают с клеем или связующим, либо наносят на них позднее.
В DE-OS-2924592 описан способ изготовления матрицы носителя каталитического реактора для очистки отработанных газов двигателей внутреннего сгорания транспортных средств. В этом способе ее изготавливают из гофрированных и плоских стальных листов, которые спаивают друг с другом с помощью точечной пайки или целиком, проводя пайку с размещением листов друг под другом, что осуществляют путем нанесения слоя припоя на стальные листы, в частности в виде полос, например, в направлении гофр гофрированного стального листа или в перпендикулярном им направлении. Путем последующего нагревания матрицы осуществляют спаивание всех слоев между собой. При этом жидкий припой в виде пасты или порошкообразный припой (паяльный флюс) наносят совместно со связующим. Нанесение припоя, соответственно связующего. осуществляют различными способами, такими, как, например, погружение, вдавливание, напыление на торцевые поверхности элементов с сотовой структурой и т.д. Чтобы обеспечить равномерное пропаивание по всем местам контакта между слоями стальных листов, как правило, применяют избыточное количество припоя, соответствующего связующего.
В EP-0049489 B1 описан способ изготовления матрицы-носителя для катализатора отработанных газов. В этом способе плоские и гофрированные листы, на которые наносят припой и которые скручивают в рулон, получая матрицу-носитель для катализатора отработанных газов, сначала покрывают слоем клея, склеивающего при надавливании, который при температуре пайки улетучивается без остатка, и на поверхность которых после высушивания наносят монослой сухого паяльного флюса. В завершение осуществляют скручивание и спаивание между собой стальных листов с нанесенным паяльным флюсом. Недостатком в этом случае является то, что частицы припоя расположены между соединяемыми слоями листов, поэтому при расплавлении частиц припоя может возникнуть нежелательный зазор, что ухудшает качество паяного соединения.
Решение этой проблемы предложено в WO 89/11938, где описан способ склеивания и пайки металлического корпуса-носителя катализатора и соответствующее устройство для осуществления этого способа. В этом случае листы перед скручиванием в рулон или пакетированием на участках, предназначенных для спаивания, покрывают слоем клея или связующего, в частности клея, склеивающего при надавливании. Затем листы скручивают или пакетируют, получая элемент с сотовой структурой, и только после этого на элемент наносят паяльный флюс. При последующем перемещении листов после нанесения клея и при скручивании или пакетировании с получением корпуса-носителя катализатора, т. е. на всех предусмотренных между конкретными стадиями способа этапах манипулирования или транспортировки, клей должен оставаться в клейком или жидком состоянии, вследствие чего может происходить стекание, соответственно вытекание клея из корпуса-носителя катализатора или же по крайней мере может происходить загрязнение контактирующих с клеем частей машины и их повреждение в результате этого.
В WO 93/25339 описан еще один способ и устройство для пайки металлических элементов с сотовой конструкцией. Если в процессе изготовления не предусмотрено использование прокатного масла или же оно отсутствует на поверхностях изготавливаемых деталей, то согласно этому способу на эти поверхности вначале наносят тонкий слой прокатного масла, который затем подвергают термической обработке для удаления легколетучих компонентов. Участки слоев металлических листов, на которые должен быть нанесен припой, вводят в контакт с водным раствором поверхностно-активного вещества, за счет чего на некоторое время образуется слой, действующий как адгезив для паяльного флюса. После этого листы скручивают или пакетируют, получая элемент с сотовой структурой. После этой стадии элемент с сотовой структурой вводят в контакт с паяльным флюсом. Этот паяльный флюс прилипает в тех местах, где имеются как остатки прокатного масла, так и поверхностно-активного вещества, и хотя с помощью этого способа и достигается экономное использование припоя, однако прилипший припой необходимо также зафиксировать клеем или связующим на дополнительной стадии обработки, чтобы предотвратить его последующее осыпание при транспортировке.
Поэтому цель изобретения состоит в использовании такого клеящего материала для закрепления паяльного флюса на спаиваемых участках соединяемых друг с другом металлических структур, на клеящую способность которого с процессе изготовления можно было бы влиять таким образом, чтобы воздействовать при этом на закрепление паяльного флюса, и который, кроме того, не приводил бы к загрязнению и блокированию машин/частей машины и который не мог бы непреднамеренно стекать с того места, на которое он нанесен, при движении от одной стадии технологического процесса к другой.
Эта задача решена с помощью способа, характеризующегося отличительными признаками в соответствии с пунктом 1 формулы изобретения.
Предпочтительные варианты выполнения представлены в зависимых пунктах формулы изобретения.
В соответствии с этим способ пайки металлических структур, который предпочтительно находит применение для элементов с сотовой структурой для катализаторов отработанных газов, включает нанесение клеящего материала, представляющего собой клей, связующее или агент, способствующий адгезии, и порошкообразного припоя, который с помощью клеящего материала закрепляют на металлической структуре. В соответствии с изобретением для закрепления порошкообразного припоя используют клеящий материал, который в течение некоторого времени после нанесения не обладает клеящей способностью или обладает лишь незначительной клеящей способностью, однако в определенный момент времен его можно активировать, придав ему соответствующие свойства клеящего материала, в частности в процессе изготовления металлических структур, т.е. на различных стадиях способа, используемых в процессе изготовления, он может находиться по крайней мере в двух различных с точки зрения его клеящего действия состояниях. Одно состояние представляет собой менее клейкое, а второе является более клейким, причем состояния клеящего материала могут изменяться в зависимости от внешних условий, например от температуры, и прежде всего обратимо. Можно также применять такой клеящий материал, у которого его (обратимый) переход из одного состояния в другое реализуется под воздействием света, под воздействием УФ-излучения, под воздействием иного излучения, в результате химического воздействия или других внешних воздействий.
Согласно первому варианту выполнения клеящий материал предпочтительно имеет два агрегатных состояния, а именно твердое и жидкое, причем клеящий материал может переходить из твердого состояния в жидкое или обратно в пределах допустимого интервала температур, встречающихся в процессе изготовления. В качестве клеящего материала наиболее предпочтительно применять воск, который при обычной температуре приблизительно от 0oC до 50oC является твердым, а при более высоких температурах жидким. В также наиболее предпочтительном варианте выполнения в качестве клеящего материала применяют термоплавкий безрастворный клей (клей-расплав), который при температурах ниже температуры его плавления, т. е. , например, приблизительно при 200oC, не обладает или обладает очень незначительными клеящими свойствами на своей поверхности, а при температуре, превышающей его температуру плавления, приобретает сильную клеящую способность.
Преимущество клеящего материала по изобретению состоит в том, что его можно применять практически во всех известных способах пайки, в которых до настоящего времени использовали клей, связующее, клей, склеивающий при надавливании, или агент, способствующий адгезии. Клеящий материал можно наносить до, во время или после скручивания в рулон или пакетирования элемента с сотовой структурой погружением, распылением, нанесением покрытия, накручивания пленки из клеящего материала (клейкой пленки) и т.д.
Наиболее предпочтительно такой изменяющий свое состояние клеящий материал применять по способу, описанному в WO 93/25339. При этом слои металлических листов, которые в процессе прокатки, как правило, снабжают прокатным маслом, термически обезжиривают путем нагрева, чтобы получить в основном свободную от жира поверхность. Удаление по крайней мере легколетучих жиров с поверхности целесообразно для применения многих клеящих материалов, при этом клеящий материал можно наносить на еще горячие металлические листы, не опасаясь того, что клеящий материал будет недостаточно прочно связан с поверхностью металлических листов. При этом клеящий материал наносят на предусмотренные для этого участки.
В зависимости от цели применения и требуемой прочности соединения участки, на которые наносят клеящий материал, могут иметь меньший или больший размер и/или быть непрерывными, соответственно прерывистыми. Предпочтительно такое нанесение можно осуществлять с помощью стержня из клеящего материала, находящегося в твердом состоянии. При соприкосновении с горячим металлическим листом клеящий материал становится жидким и образует жидкий слой. На многих технологических операциях может быть необходимо специальное охлаждение слоев металлических листов перед их скручиванием в рулон или пакетирование, что приводит к переходу слоя жидкого клеящего материала в менее клейкое состояние. Однако в предпочтительном варианте производственный процесс можно также организовать так, чтобы на последующих стадиях обработки и транспортировки перед скручиванием в рулон или пакетированием температура снижалась в достаточной степени, обеспечивая переход клеящего материала в менее клейкое состояние, в частности в твердое состояние. Преимущество этого заключается в том, что клеящий материал на последующих стадиях обработки не сможет стекать с того места, на которое он нанесен, и вследствие этого будет отсутствовать опасность загрязнения или блокировки машины или станочной линии. В охлажденном, менее клейком состоянии снабженные клеящим материалом листы скручивают в рулон, сплетают или пакетируют, получая элемент с сотовой структурой. При этом контактные участки слоев структурированных слоев со слоем клеящего материала между ними взаимно соприкасаются или скользят друг относительно друга, не склеиваясь друг с другом. Если в заключение элемент с сотовой структурой вновь нагреть до температуры, при которой клеящий материал снова становится более клейким, в частности жидким, то клеящее средство будет скапливаться прежде всего в зазорах вблизи спаиваемых участков. В этом более клейком состоянии клеящего материала на элемент с сотовой структурой или его части наносят паяльный флюс, который без каких-либо проблем удерживается в тех местах, которые покрыты клеящим материалом. Чем сильнее влияние внешних условий, предпочтительно чем выше температура, действию которой подвергают клеящее средство, тем более клейким становится это клеящее средство. Тем самым с помощью способа по изобретению даже оказывается возможным в определенных пределах регулировать количество паяльного флюса, налипающего на клеящее средство, в зависимости от требуемой прочности соединения, а также влиять на пространственное распределение паяльного флюса на фактически спаиваемых участках, в частности концентрировать его в зонах пазух гофр.
Большинство клеящих средств, в частности клей-расплав, можно также наносить на еще имеющийся на листах слой прокатного масла и при этом достигать достаточное сцепление с листом металла. В этом случае прокатное масло можно использовать дополнительно для облегчения последующих этапов скручивания в рулон или пакетирования. При этом термической обработке для обезжиривания подвергают уже готовый элемент с сотовой структурой, причем клей остается в том месте, куда он был нанесен, а затем, будучи в жидком состоянии при еще более высокой температуре на последующей стадии пайки, он вбирает в себя паяльный флюс. Такой процесс в энергетическом отношении более предпочтителен по сравнению с термическим обезжириванием перед пакетированием или скручиванием в рулон элемента с сотовой структурой, а при определенных условиях последующую пайку можно начинать при еще нагретом элементе с сотовой структурой, за счет чего дополнительно экономится энергия.
Клеящий материал предпочтительно наносить на соответствующие участки металлических листов, когда он находится в наиболее клейком состоянии, в частности в жидком состоянии, любым известным способом. В противоположность этому металлические листы предпочтительно скручивать в рулон, сплетать или пакетировать в то время, когда клеящий материал находится в наименее клейком состоянии, в частности в твердом состоянии.
Наиболее предпочтительным вариантом выполнения способа по изобретению является способ изготовления из слоев структурированных металлических листов путем скручивания в рулон, сплетения или пакетирования элементов с сотовой структурой, прежде всего для катализаторов отработанных газов транспортных средств и в частности для установленных вблизи двигателя катализаторов, которые используются для снижения выброса вредных веществ при холодном запуске и которые должны иметь особенно высокую прочность пайки. Для нанесения паяльного флюса на клеящий материал последний сначала переводят в состояние, когда он обладает повышенной клеящей способностью, в частности в жидкое состояние, а затем элемент с сотовой структурой полностью или только его отдельные части вводят в контакт с паяльным флюсом, после чего этот паяльный флюс остается прикрепленным в тех местах, на которые был нанесен клеящий материал, находящийся практически в жидком состоянии.
Если согласно другому предпочтительному варианту выполнения клеящий материал выбирают таким образом, чтобы в состоянии с повышенной клеящей способностью, в частности в жидком или пастообразном состоянии, его вязкость и адгезия по отношению к металлической структуре были бы настолько высокими, чтобы он скапливался преимущественно в спаиваемых зазорах и пазухах в местах контакта металлических структур, то именно на эти участки можно нанести необходимое для процесса пайки количество паяльного флюса, не расходуя при этом его излишнее количество. В целом достигается возможность того, что не только с помощью выбора клеящего материала, но и путем целенаправленного воздействия с помощью внешних условий при нанесении припоя обеспечивается оптимальное согласование с целевыми характеристикам соединения при изготовлении пайкой металлических элементов с сотовой структурой.
Особо необходимо отметить такой вариант выполнения способа, при котором на снабженный клеящим материалом элемент с сотовой структурой наносят горячий паяльный флюс, который на короткое время переводит клеящий материал в клейкое состояние в тех местах, где на него попадают частицы припоя, в результате чего этот паяльный флюс остается приклеенным к нему. В этом случае нагревание всего элемента с сотовой структурой не требуется.
Другая возможность состоит в использовании такого клеящего материала, который при его нанесении находится в первом, например, в химически растворенном состоянии. Затем он переходит во второе состояние, в котором он не обладает или обладает лишь в незначительной степени клеящей способностью и находится в таком состоянии до тех пор, пока элемент с сотовой структурой не будет окончательно изготовлен путем скручивания, сплетения или пакетирования. После этого клеящий материал переводят в состояние, в котором он обладает повышенной клеящей способностью, что осуществляют с помощью термического воздействия или посредством других мер, например воздействием паром.
Собственно процесс пайки подготовленного в соответствии с изобретением элемента с сотовой структурой может представлять собой пайку в паяльной печи, предпочтительно в высокотемпературной вакуумной печи, где клеящий материал под воздействием вакуума и/или температуры испаряется практически без остатка. Возможные остатки, например малые количества углерода или т.п., не оказывают отрицательного влияния на результат пайки.
Другие преимущества, отличительные признаки и возможности применения изобретения описаны ниже на примерах выполнения со ссылкой на чертежи применительно к нанесению клеящего материала при реализации способа по изобретению.
На фиг. 1 показано нанесение клеящего материала путем распределения по плоскости на обе стороны фольги, на фиг. 2 показано нанесение клеящего материала полосами, на фиг. 3 показано локальное нанесение клеящего материала на вершины гофр гофрированной фольги, на фиг. 4 показан слой клеящего материала, нанесенный по всей длине вершины гофра (по ширине полосы гофрированной фольги), на фиг. 5 показан другой вариант нанесения клеящего материала, на фиг. 6 показан слой клеящего материала, наносимый в виде полоски на гофрированную полосу.
На фиг. 1 схематично показано устройство для нанесения покрытий, с помощью которого такие материалы, как воск или клей-расплав 11, 12, можно наносить на обе стороны листа 1 перед скручиванием в рулон плоского листа 1 вместе с гофрированным листом 2. Клеящий материал 11, 12 поступает из расходной емкости на подающие валки 13 и 14, с которых он передается на наносящие покрытие валики 15 и 16, осуществляющие равномерное нанесение покрытия на лист 1. На этой стадии нанесения покрытия все части установки должны иметь температуру, при которой клеящий материал находится в клеящем или жидком состоянии. Плоский лист 1 может быть при этом холодным или нагретым.
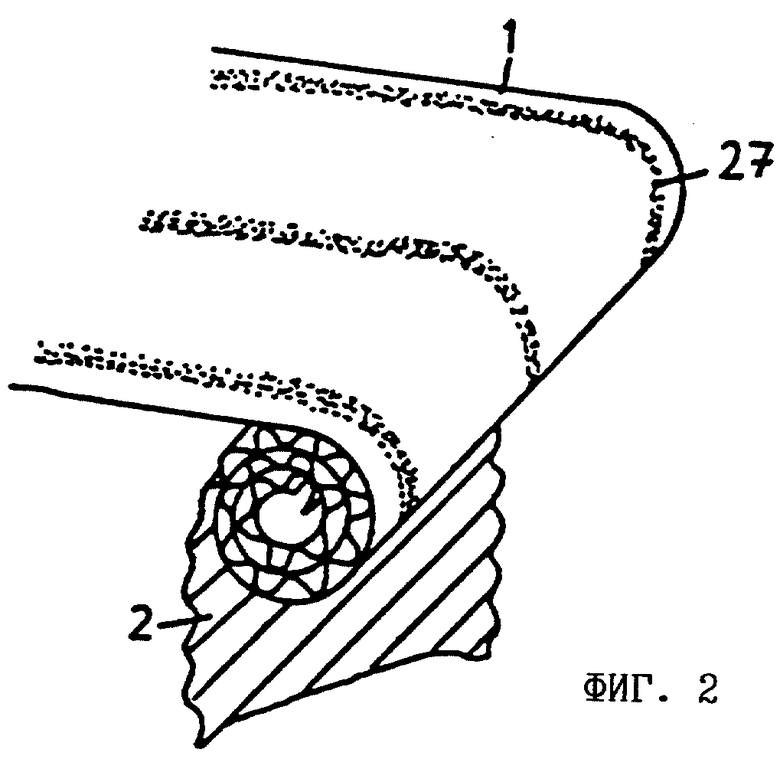
На фиг. 2 схематично показано, что нанесение покрытия из клеящего материала на плоский лист 1 можно осуществлять также в виде полос 27.
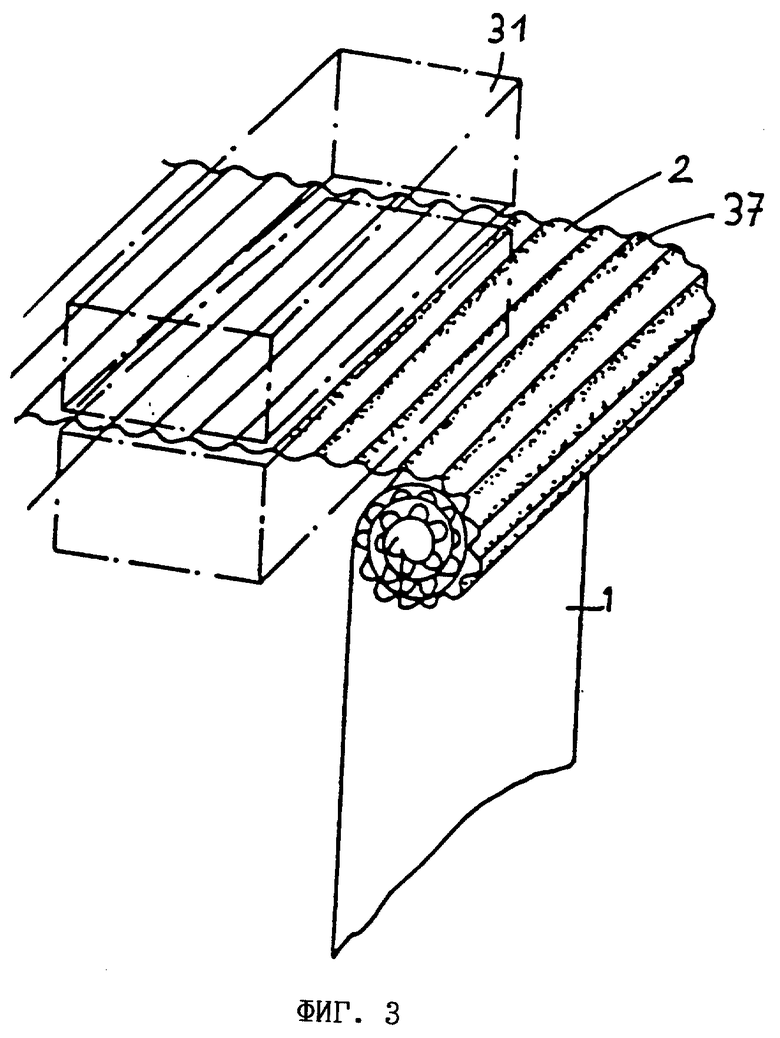
На фиг. 3 показана возможность нанесения клеящего материала не на плоский лист 1, а на структурированный лист 2, причем предпочтительно с обеих сторон только на вершины гофр. При этом клеящий материал может представлять собой, например, твердый блок 31, который для нанесения слоя клеящего материала прижимают к структурированному листу 2, причем лист 2 предпочтительно должен иметь более высокую температуру, чем блок 31.
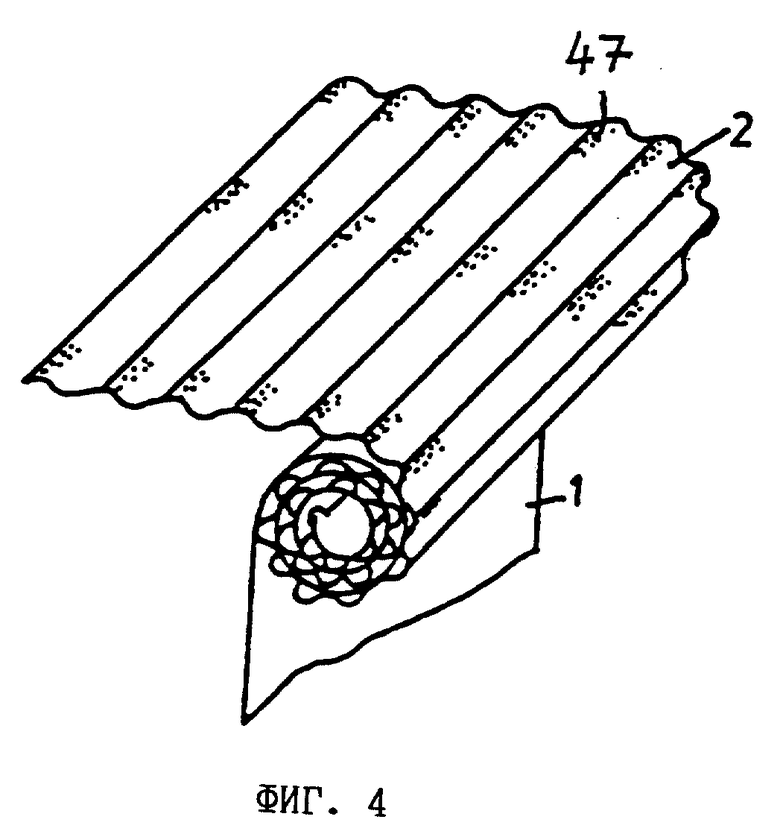
На фиг. 4 показан еще один вариант, при котором клеящий материал можно наносить в виде полос 47 и на структурированный лист 2, например, за счет пропускания гофрированного листа 2 со скольжением между несколькими блоками или стержнями из клеящего материала, предпочтительно при повышенной температуре гофрированного листа.
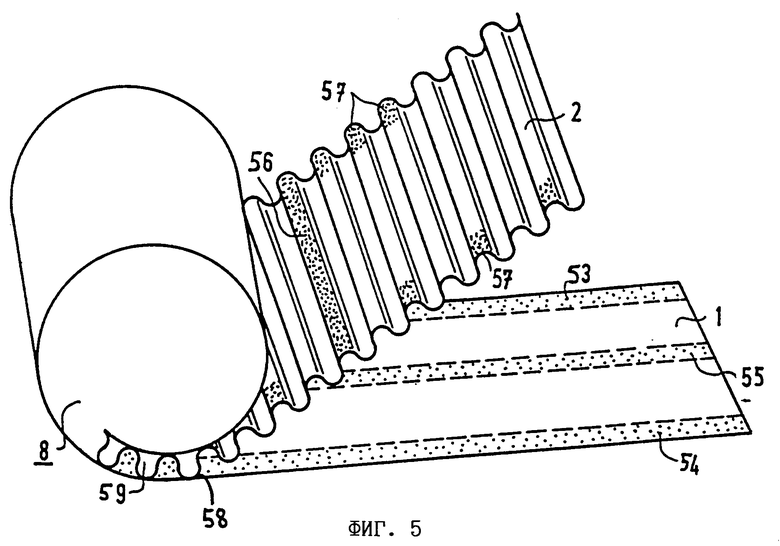
На фиг. 5 показана общая схема реализации различных возможных вариантов нанесения покрытия из клеящего материала на плоский 1 и/или структурированный 2 лист. Клеящий материал можно наносить в виде полос 53, 54, 55 на плоский лист 1 и/или на выбранные участки 57 вершин гофр структурированного листа 2, или же по всей длине вершины 56 гофра структурированного листа 2. Из листов 1, 2 с нанесенным покрытием из клеящего материала можно затем скручиванием в рулон или пакетированием изготавливать элемент 8 с сотовой структурой, в структуре которого имеются каналы 59, через которые протекают отработанные газы. Очевидно, что клеящий материал на лист можно также наносить и с двух сторон, как это описано выше.
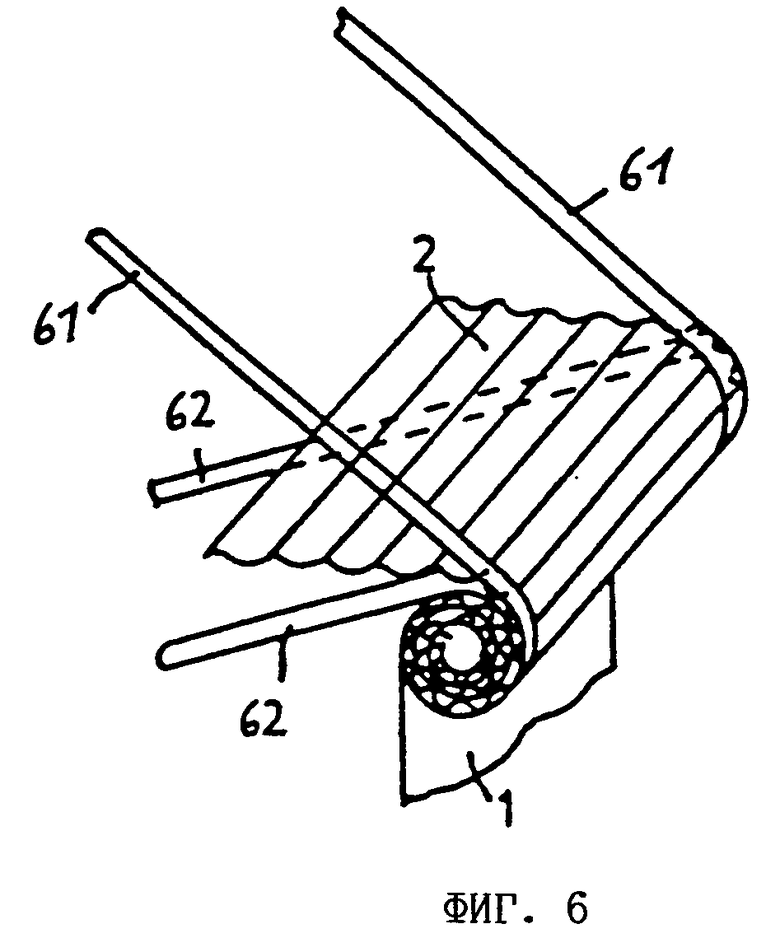
Еще одна возможность нанесения клеящего материала представлена на фиг. 6, где изображено, каким образом между плоским 1 и гофрированным 2 листами наматывают полосу клеящего материала. Очевидно, что такой способ нанесения клеящего материала следует осуществлять при пониженной температуре, соответственно в условиях, при которых клеящий материал обладает пониженной клеящей способностью и не находится в жидком состоянии.
Следует подчеркнуть, что изобретение не ограничено приведенными примерами выполнения. В частности элементы с сотовой структурой, изготавливаемые пайкой, могут состоять из иным образом структурированных металлических листов, при этом не требуется обязательное использование плоских промежуточных листов. Помимо спирально скрученных элементов с сотовой структурой можно также упомянуть и так называемые S-образно скрученные, имеющие эвольвентообразную форму слоев листов и набранные в пакет элементы с сотовой структурой. Кроме того, существует большое количество возможностей также и для выбора участков, предназначенных для пайки, так что на различных участках элемента с сотовой структурой можно спаивать различные зоны. Так, например, клеящим материалом можно снабжать торцевые стороны, круговые участки элемента с сотовой структурой или пустотелые цилиндрические зоны, которые затем подвергают пайке.
Следует также отметить, что существует также возможность наносить паяльный флюс на участки, покрытые клеящим материалом, еще до скручивания в рулон, а при определенных условиях даже одновременно с нанесением клеящего материала. В этих случаях также проявляются различные преимущества клеящего материала по изобретению, в частности возможность концентрации большего количества припоя вблизи мест контакта листов с помощью последующего перевода клеящего материала в состояние с повышенной клеящей способностью.
Способ и параметры нанесения припоя подробно описаны в частности в DE-OS-2924592, соответственно в WO 89/11938, и поэтому они не представлены более подробно в данном описании. Еще одной возможностью нанесения порошкообразного припоя является, например, нанесение с помощью псевдоожиженного слоя.
Способ пайки может быть использован для изготовления элементов с сотовой структурой, в частности для катализаторов отработанных газов. Припой наносят в виде порошка. С помощью клеящего материала закрепляют на металлической структуре. Применяемый для закрепления паяльного флюса клеящий материал имеет в процессе изготовления металлической структуры два различных состояния по клеящей способности. Первое состояние характеризуется меньшей клеящей способностью. Второе - большей клеящей способностью. Клеящая способность может быть выбрана или отрегулирована в зависимости от внешних условий, в частности от температуры. Наносить клеящий материал можно до, во время или после скручивания в рулон или пакетирования элементов. Позволяет повысить качество пайки за счет надежного закрепления паяльного флюса. Исключает загрязнение частей сварочного оборудования. 16 з.п. ф-лы, 6 ил.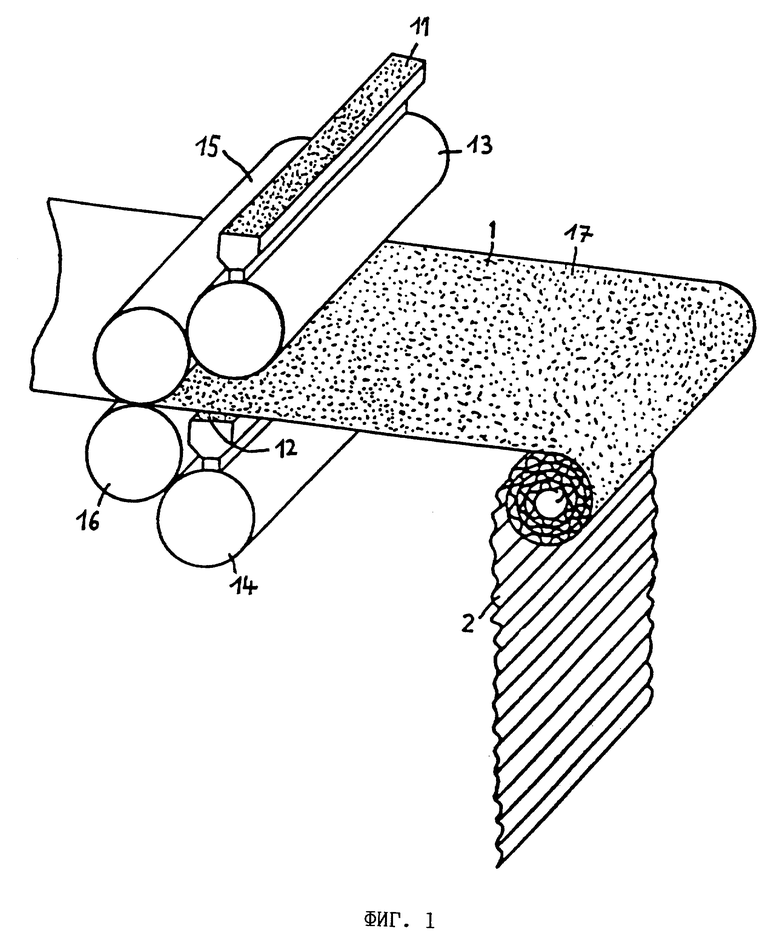
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |
| Способ пайки многослойной листовой конструкции | 1988 |
|
SU1556833A1 |
| Способ пайки сотовых металлических конструкций | 1989 |
|
SU1682066A1 |
| Экономайзер | 0 |
|
SU94A1 |
| US 4477527 A, 16.10.84 | |||
| Импульсный фазовращатель | 1972 |
|
SU474909A1 |

