Изобретение относится к технологиям получения градиентных композиций на поверхности металлокерамических твердых сплавов и легированных сталей и может применяться для модифицирования поверхности трущихся деталей различных технологических установок и аппаратов, работающих в агрессивных средах в условиях фреттинг-коррозии. Такое сочетание условий работы деталей встречается практически в любых областях деятельности человека, начиная с сельскохозяйственного производства, получения продуктов питания, в машино- и приборостроении и кончая космическими технологиями, когда трущиеся пары должны десятилетиями работать без возможности смазки и замены. Причем по мере развития техники и создания высокоэнергетических процессов требования к таким трущимся деталям все ужесточаются. Поэтому проблема создания и совершенствования долговечных пар трения была и остается актуальной.
Методы получения градиентных композиций основаны или на физико-химических воздействиях на поверхностные слои материалов, или на нанесении на поверхность чужеродных слоев и вкраплений.
Известен слоистый материал и способ его получения (патент DE 4442186 А1, Кл. 6 С 23 С 28/02, опубл. 30.05.96 г.). Такой материал имеет улучшенные характеристики относительно устойчивости к коррозии, прирабатываемости и подгонки. Слоистый материал состоит из металлического несущего слоя и функционального слоя, в частности из AlSn, AlPb, CuPb, CuSn или CuZn, наносимого распылением на воздухе. На функциональный слой химическим или электрохимическим способом наносят мягкий покровный слой. Однако применение в качестве функционального слоя разнородных металлов создает опасность возникновения микрогальванопар в средах, содержащих электролиты, если мягкий покровный слой будет нарушен.
Известен твердый сплав с покрытием, используемый для изготовления режущего инструмента и обладающий высокой стойкостью к износу и выкрашиванию (заявка WO 9610658 A1, Кл. С 23 С 28/04, опубл. 11.04.96 г.). Его получают путем нанесения слоя твердого покрытия на поверхность подложки, представляющей собой металлокерамический твердый сплав. Покрытие состоит из внутреннего слоя, образованного на поверхности подложки (карбид, нитрид, карбонитрид, оксикарбид, оксикарбонитрид или боронитрид титана), промежуточного слоя (оксид алюминия или диоксид циркония) и наружного слоя, имеющего состав, аналогичный внутреннему слою. Толщина внутреннего слоя 0,1-0,5 мкм, промежуточного 5-50 мкм, в случае оксида алюминия 0,5-20,0 мкм, в случае диоксида циркония наружного 5-100 мкм. Однако применение такого покрытия ограничивается изготовлением режущего инструмента и неэффективно при создании пар трения, работающих в агрессивных средах.
Известен также способ создания коррозионностойкой детали для элементов скольжения (заявка JP 3034147 В2, 6322557 А, Кл.7 С 23 С 28/00, опубл. 17.04.2000 г.). На материале подложки - детали скольжения, изготовленной из чугуна и стали SUS440C, формируют пленку упрочненного дисперсными частицами сплава, такого как никелефосфорный, бороникелевый и никелевольфрамовый, с толщиной пленки 50 мкм в аморфном состоянии. После этого на пленку действуют фотооблучением, и в этом состоянии, когда аморфный никель будет сохраняться, проводят осаждение этих соединений никеля в пленке. Пленка является коррозионностойкой, и ее получают способами химического нанесения аморфного покрытия или электрохимического его нанесения. Несмотря на то, что деталь для скользящего контакта в рычажном механизме и т.п. может скользить при эксплуатации рычажного механизма, твердость пленки в целом улучшается, поскольку осаждены соединения никеля. Соответственно этому, улучшается и износостойкость пленки в целом, а появление повреждений, обусловленных скольжением в той части, где расположено гальваническое покрытие из аморфного сплава, практически устраняется. Таким образом, в результате образования на поверхности материала подложки пленки с двухслойной структурой, состоящей из коррозионностойкой пленки и износостойкой пленки, обеспечивается возможность эксплуатации в течение длительного периода без обслуживания при сохранении коррозионной стойкости.
Преимуществом такого способа является то, что пленка на поверхности подложки содержит твердые включения, равномерно распределенные внутри пленки. Однако недостатком данного способа является то, что чужеродная пленка наносится на поверхность подложки гальваническим методом и возможно отслаивание ее в процессе работы.
Наиболее близким к заявляемому по совокупности существенных признаков является способ получения твердосплавного слоя (заявка DE 4343354 А1, Кл. С 23 С 28/00, опубл.22.06.95). Предложен низкотемпературный способ получения твердосплавного слоя на поверхности деталей, предохраняющего детали от различного вида износа. Покрытие состоит из адгезионного слоя, слоя повышенной твердости и поверхностного слоя, способствующего уменьшению трения. Покрытие наносят комбинированным способом, включающим плазменное и химическое осаждение из паровой фазы с одновременной обработкой энергетическим ионным облучением. Недостатком такого покрытия является то, что оно формируется из чужеродной фазы на поверхности детали, сцепление между поверхностью детали, адгезионным слоем и другими слоями может быть недостаточным при значительных нагрузках в жестких рабочих условиях.
Авторами была поставлена задача повышения эксплуатационных свойств поверхности трущихся деталей путем введения в поверхностный слой ионов методом имплантации и оксидирования поверхностного слоя химическими реагентами. При этом в поверхностном слое создается градиентная структура из твердых нитридов, карбидов и более мягких оксидов, обладающих повышенной стойкостью к окислению. В качестве образцов могут использоваться, например, сплавы ВК8, Т5К10, Т15К6, сталь 95Х18.
Указанный технический результат достигается тем, что в способе получения градиентной твердой коррозионностойкой композиции на поверхности образцов из твердых сплавов и легированных сталей, включающем обработку пучками заряженных частиц, обработку осуществляют пучками заряженных частиц газометаллического состава, состоящего из ионов переходных металлов и активных или инертных газов, после чего осуществляют бесщелочное химическое оксидирование или пассивацию и обработку пучками заряженных частиц газометаллического состава, состоящих из ионов элементов, обладающих повышенной склонностью к пассивации. При этом используют пучки заряженных частиц с энергиями Е=30-100 кэВ и дозами Д=1·1017-5·1017 ион/см, бесщелочное химическое оксидирование осуществляют в течение 5-15 минут в растворе, содержащем на 1 литр воды: тиосульфат натрия 80 г, хлорид аммония 60 г, концентрированная ортофосфорная кислота 2 мл, а химическую пассивацию - в течение 15 минут в растворе, содержащем, г/л: бихромат калия 20-25, азотная кислота 280-500. На первом этапе, например, может быть использован состав Ti+-Ni+, при этом достигаются наибольшая твердость и износостойкость за счет реализации механизмов деформационного и дисперсионного упрочнения. На втором этапе образуется оксидный слой меньшей твердости, чем нитриды и карбиды, и на третьем этапе при обработке, например, Zr+-Ar+, образуется коррозионностойкий поверхностный слой полученной на предыдущих этапах композиции.
Глубина химического оксидирования или пассивации регулируется временем. Если требуется большая толщина оксидного слоя, время увеличивается до 15 минут.
Способ поясняется чертежом, где приведены анодные потенциодинамические кривые, снятые на твердом сплаве Т15К6 в ацетатном буферном растворе с рН 5. Исходный образец - кривая 1 - имеет достаточно большой ток активного растворения (около 0,8 мА), короткую область пассивации в области +1300-+1400 мВ, хотя ток пассивного состояния лежит в пределах 0,1 мА. После ионной имплантации, бесщелочного химического оксидирования и вновь ионной имплантации - кривая 2 - ток активного растворения остался на прежнем уровне, около 0,8 мА, но область пассивного состояния несколько расширилась (950-1150 мВ) и пассивация началась раньше, что свидетельствует об улучшении коррозионно-защитных свойств. Однако в этом случае ток пассивного состояния возрос по сравнению с исходным образцом и составил 0,3 мА. Так что в целом коррозионная стойкость возросла незначительно. Что касается комплексной обработки, включающей на втором этапе химическую пассивацию - кривая 3, - то в этом случае защитные свойства поверхности существенно возрастают. Прежде всего, начальный стационарный потенциал образца значительно сдвигается в положительную сторону (от -300 до -30 мВ). Ток активного растворения резко снижается с 0,8 до 0,1 мА, пассивация начинается уже при +400 мВ и область пассивного растворения простирается до +900 мВ, т.е. увеличилась в ≈5 раз по сравнению с исходным образцом. Кроме того, ток пассивного состояния лежит в основном ниже 0,1 мА, что также свидетельствует об улучшении защитных свойств поверхности. Таким образом, для получения максимальной коррозионной стойкости поверхностного слоя следует проводить обработку в три этапа - сначала ионная имплантация, затем химическая пассивация и в заключение - вновь ионная имплантация.
Способ осуществляют следующим образом, в три этапа.
Пример 1. На первом этапе образец из твердого сплава Т15К6 помещается в вакуумную камеру ускорителя слаботочных ионных пучков «Композит», где его поверхность облучается слаботочными газометаллическими пучками ионов Ti+-N+ с энергией 35 кэВ и дозой 2·1017 ион/см2. После завершения ионной имплантации микротвердость поверхности твердого сплава возрастает с 12,5 до 15 ГПа на глубину до 1-1,2 мкм, что связано с образованием нитридов и карбидов Ti, Со и W, а стационарный потенциал в среде ацетатного буфера с рН 5 при температуре 18-20°С сдвигается на 70-90 мВ в положительную сторону, что свидетельствует о повышении коррозионной стойкости поверхности твердого сплава. На втором этапе обработки образец с ионно-имплантированной поверхностью подвергается химической модификации - пассивации в течение 15 минут в растворе следующего состава, (г/л): бихромат калия 23; азотная кислота 390. В этом случае в поверхностном слое возникают оксиды кобальта, титана и вольфрама, которые обладают меньшей твердостью, чем нитриды и карбиды. Поэтому микротвердость поверхностного слоя снижается до 9,5 ГПа на глубину до 1,0-1,2 мкм, однако стационарный потенциал в среде ацетатного буфера с рН 5 снова сдвигается в положительную сторону на 480-500 мВ, что соответствует улучшению коррозионной стойкости. Оксиды кобальта, титана и вольфрама более пластичны, чем нитриды и карбиды, и служат хорошей связкой для последних. На заключительном, третьем этапе обработки вновь проводится ионная имплантация ионами Zr+ Ar+ той же поверхности образца на ускорителе «Композит», в тех же условиях, что и на первом этапе. После завершения третьего этапа обработки микротвердость поверхности существенно возрастает за счет вновь образующихся нитридов и карбидов титана, кобальта и вольфрама и достигает 20,5 ГПа на глубине до 1,2-1,4 мкм. Стационарный потенциал в среде ацетатного буфера с рН 5 при температуре 18-20°С снова сдвигается в положительную сторону на 20-30 мВ, следовательно, коррозионная стойкость возрастает. Таким образом, после трех этапов обработки микротвердость поверхности возрастает в 1,6 раза, а сдвиг потенциала в положительную сторону достигает 440-610 мВ по сравнению с характеристиками исходного образца.
Пример 2. На первом этапе образец из стали 95Х18 помещается в вакуумную камеру ускорителя слаботочных ионных пучков «Композит», где его поверхность облучается слаботочными газометаллическими пучками ионов Ti+-N+ с энергией 35 кэВ и дозой 2·1017 ион/см2. После завершения ионной имплантации микротвердость поверхностного слоя стали 95Х18 возрастает с 4,5 до 5,7 ГПа на глубину до 1,2 мкм, что обусловлено образованием карбидов и нитридов железа, хрома и титана, имеющих существенно более высокую твердость, чем железо и хром. Стационарный потенциал в среде ацетатного буфера с рН 5 сдвигается в положительную сторону на 50-60 мВ, что означает повышение коррозионной стойкости вследствие образования в поверхностном слое более термодинамически устойчивых по сравнению с металлами их карбидов и нитридов. На втором этапе образец с предварительно ионно-имплантированной поверхностью подвергался химическому бесщелочному оксидированию в течение 15 минут в растворе следующего состава, (г/л): тиосульфат натрия -80, хлорид аммония 60, ортофосфорная кислота, концентрированная 5 мл, азотная кислота, концентрированная 2 мл. При этом в поверхностном слое образуются оксиды хрома и железа, которые обладают меньшей твердостью, чем соответствующие нитриды и карбиды. Поэтому микротвердость поверхностного слоя образца несколько снижается до 3,8 ГПа на глубине до 1,2 мкм. Однако стационарный потенциал в среде ацетатного буфера с рН 5 сдвигается снова в положительную сторону на 110-140 мВ, что свидетельствует об улучшении коррозионной стойкости. На заключительном третьем этапе обработки поверхность образца дополнительно подвергается ионной имплантации ионами Zr+-Ar+ в тех же условиях, что и на первом этапе. После завершения дополнительной ионной имплантации микротвердость поверхности вновь существенно возрастает за счет образования нитридов и карбидов железа, хрома и титана и достигает вновь 5,7-5,8 ГПа на глубине 1,2-1,4 мкм, а стационарный потенциал в среде ацетатного буфера с рН 5 сдвигается в положительную сторону на 40-50 мВ, что отвечает улучшению коррозионной стойкости.
В итоге после трех этапов обработки микротвердость возрастает в 1,3 раза, а сдвиг потенциала в положительную сторону достигает 200-250 мВ по сравнению с характеристиками исходного образца.
Анализ результатов, полученных на твердых сплавах и сталях, позволяет утверждать, что образовавшийся твердый и коррозионностойкий слой сформирован непосредственно из исходного сплава, проникает в него на глубину до 1,2-1,4 мкм и составляет с исходным сплавом единое целое, не ограниченное какой-либо поверхностью раздела, что способствует повышению сдвиговой устойчивости при значительных касательных напряжениях в условиях фреттинг - износа. Сочетание приповерхностного слоя твердых нитридов и карбидов с пластичными оксидами придает этому слою особую прочность, а термодинамическая устойчивость нитридов, карбидов и особенно оксидов обеспечивает повышение коррозионной стойкости.
Таким образом, полученные данные свидетельствуют о целесообразности совмещения ионной имплантации и методов химического модифицирования для получения градиентных композиций, сочетающих оксидные слои и метастабильные промежуточные слои нитридов и карбидов, сформированные радиационно-пучковой обработкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 2009 |
|
RU2415966C1 |
| СПОСОБ ОБРАБОТКИ ЦИРКОНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2298049C2 |
| СПОСОБ ПОВЫШЕНИЯ ФРЕТТИНГ-СТОЙКОСТИ ДЕТАЛЕЙ | 2008 |
|
RU2390581C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШПИНДЕЛЯ ИЗ ТИТАНОВОГО СПЛАВА ДЛЯ ТРУБОПРОВОДНОЙ АРМАТУРЫ | 2007 |
|
RU2385792C2 |
| Способ электроискрового легирования лопаток из титановых сплавов паровых турбин ТЭЦ и АЭС | 2020 |
|
RU2744005C1 |
| СПОСОБ ПОВЕРХНОСТНОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННЫХ СПЛАВОВ | 1998 |
|
RU2125615C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1999 |
|
RU2167216C1 |
| Способ формирования на титановых сплавах приповерхностного упрочненного слоя | 2018 |
|
RU2705817C1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА | 1997 |
|
RU2118381C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2346080C2 |
Изобретение относится к получению градиентных коррозионностойких композиций на поверхности образцов из твердых сплавов и легированных сталей и может применяться для модифицирования поверхностей трущихся деталей, работающих в агрессивных средах в условиях фреттинг-коррозии. В способе, включающем обработку пучками заряженных частиц, для получения поверхности с особой прочностью и повышенной коррозионной стойкостью и создания градиентной структуры из твердых нитридов, карбидов и более мягких оксидов, обработку пучками заряженных частиц осуществляют пучками газометаллического состава, состоящего из ионов переходных металлов и активных или инертных газов, после чего осуществляют бесщелочное химическое оксидирование или пассивацию и обработку пучками заряженных частиц газометаллического состава, состоящих из ионов элементов, обладающих повышенной склонностью к пассивации. 1 з.п. ф-лы, 1 ил.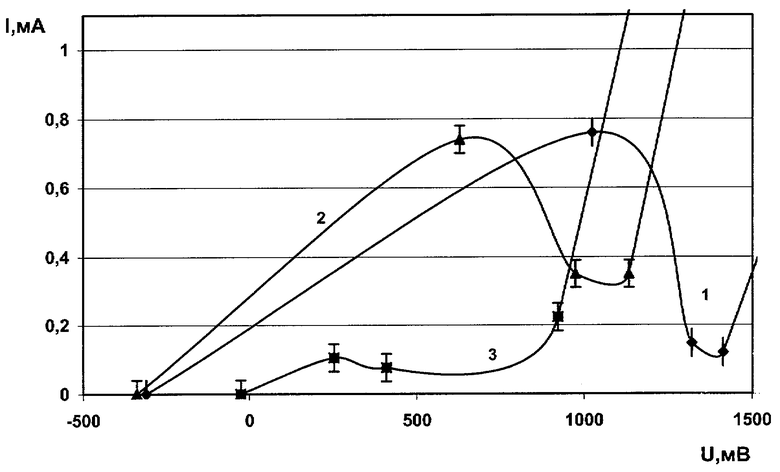
| DE 4343354 A1, 22.06.1995 | |||
| ИОННО-ЛУЧЕВОЙ СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ МАТЕРИАЛА ИЗДЕЛИЯ | 2000 |
|
RU2192502C2 |
| СПОСОБ ПОВЫШЕНИЯ КОРРОЗИОННОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА НА ОСНОВЕ СТАЛИ | 1999 |
|
RU2156831C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1993 |
|
RU2061788C1 |

