Изобретение относится к авиационной, ракетно-космической, судостроительной и другим отраслям промышленности, в частности к устройствам для контактной сварки многослойных панелей с гофрированным заполнителем.
Сварные многослойные панели с гофрированным заполнителем применяются при изготовлении изделий разнообразного назначения, преимущественно для шумоглушения агрегатов летательных аппаратов.
Известно решение, приведенное в описании к а.с. SU №310757, кл. В 23 к 11/10. Оно содержит механизм поджатия деталей, подвижный верхний электрод, неподвижный нижний, установленный в нижнем плече скобы, размещенной на нижней консоли. В верхнем плече выполнено отверстие, в котором установлен промежуточный электрод, контактирующий с подвижным электродом и свариваемой деталью. Наиболее близким решением к заявляемому является приведенное в описании к а.с. SU №540289, кл. В 23 к 11/06.
Известное решение (машина для сборки и сварки сотовых конструкций) содержит верхнюю и нижнюю тележки с двумя парами роликовых головок, установленные на поворотно-рычажном механизме электродные полурейки и многоточечный блок, а также каретку для крепления обшивок с приводом ее шагового перемещения по направляющим. Каретка установлена на подшипниках качения и снабжена тормозами. В качестве привода каретки использованы электродные полурейки.
Это решение позволяет осуществлять сварку со сжатием деталей, однако не обеспечивает, в силу своего конструктивного исполнения, сварку панелей с гофрированным заполнителем.
Анализ аналогов, прототипа и других технических решений, в которых проблема соединения деталей осуществляется контактной сваркой, показал, что решений, обеспечивающих соединение плоского листа (обшивки) с заполнителем коробчатой формы, не обнаружено. Между тем вопрос получения многослойных панелей, в частности, для летательных аппаратов без предлагаемого или аналогичного ему решения остается проблематичным.
Задачей изобретения является получение многослойных панелей путем надежной сварки обшивки с гофрированным коробчатой формы заполнителем.
Задача решена за счет того, что в известном решении, содержащем станину с закрепленным на ней подвижным верхним и неподвижным нижним электродами и механизм поджатия деталей, в данном решении последний выполнен из двух различных частей, между которыми размещены тела вращения, при этом внутренняя поверхность одной из частей выполнена конусной, а вторая - ступенчатой и связана с приводом ее перемещения в горизонтальной плоскости.
Выполнение механизма в виде двух разъемных частей, между которыми размещены тела вращения, обеспечивает введение устройства в замкнутую полость, образованную обшивками и гофрированным заполнителем.
Выполнение внутренней поверхности одной из половин конусной, а второй - ступенчатой и связанной с приводом ее перемещения в горизонтальной плоскости, обеспечивает поджим поверхности гофрированного заполнителя к обшивке.
Техническим результатом изобретения является возможность получения многослойных панелей с внутренними полостями, образованными гофрированным заполнителем и обшивками.
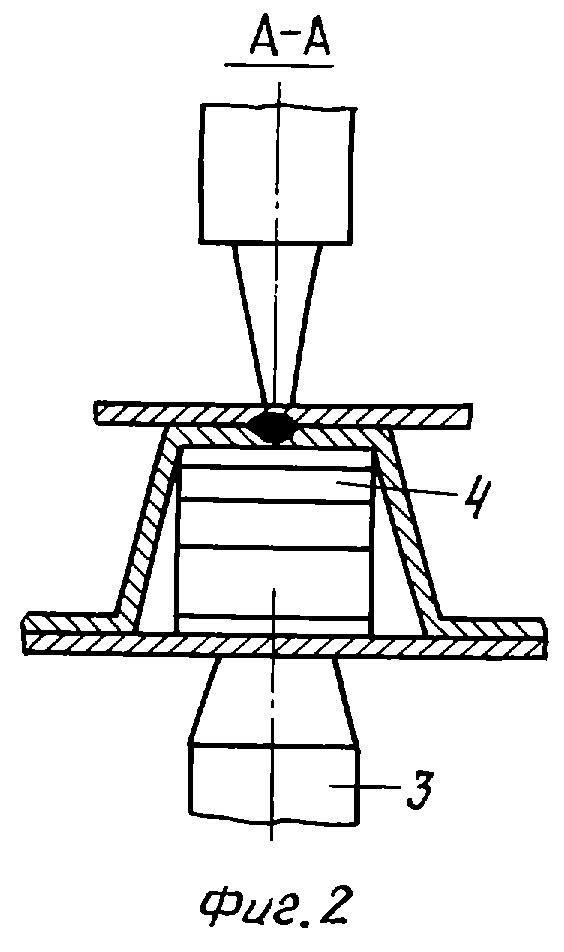
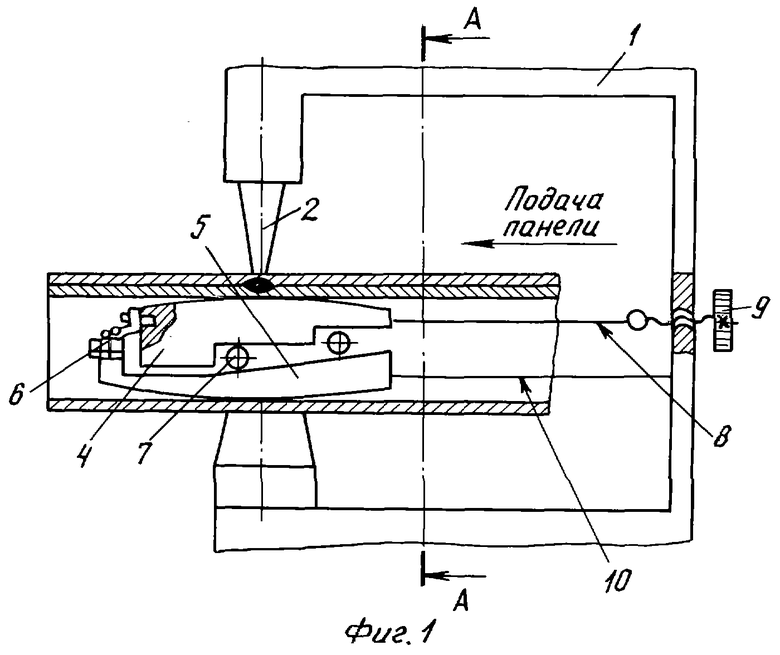
На чертежах представлено предлагаемое решение, где на фиг.1 показано устройство в сечении, на фиг.2 - вид А-А на фиг1.
Устройство выполнено в виде станины 1 с закрепленным на ней подвижным верхним электродом 2, неподвижным нижним - 3 и механизма поджатия свариваемых деталей, состоящего из двух частей: верхней - 4 и нижней - 5. Части 4 и 5 связаны между собой электрическими контактами 6. Между этими частями размещены тела вращения 7, в качестве которых использованы ролики.
Верхняя часть 4 посредством жесткой тяги 8 связана с приводом ее перемещения 9 в горизонтальной плоскости, представляющем пару “винт - гайка”. Внутренняя поверхность нижней части 5 выполнена конусной, а верхняя - ступенчатой. Для фиксации механизма поджатия деталей строго между электрическими контактами 6 предусмотрена тяга 10.
Сварку предлагаемым устройством осуществляют следующим образом: в зависимости от толщины свариваемых деталей (обшивка - гофрированный заполнитель) подвижным электродом 2 устанавливают соответствующее расстояние. Затем вводят в пространство гофра устройство, регулируя прилегание частей 4 и 5, до создания контакта обшивки с торцевой поверхностью гофра. Приводом перемещения 9 обеспечивают прижим верхней части 4 путем перемещения ее относительной нижней 5 и производят сварку. Отпуская верхнюю часть, перемещают панель на требуемый шаг, создают прижим и снова производят сварку.
После сварки деталей (обшивка - гофрированный заполнитель) аналогичный процесс соединения проводят для следующего слоя, используя в качестве базовой одну из обшивок (верхнюю или нижнюю).
Технико-экономическая эффективность достигается за счет качественной сварки обшивки с гофрированным заполнителем.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПАНЕЛЕЙ | 2004 |
|
RU2273555C2 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ ПАНЕЛЕЙ | 2004 |
|
RU2273554C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ СОТОВЫХ КОНСТРУКЦИЙ | 1969 |
|
SU245225A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ И СВАРКИ ПАНЕЛЕЙ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ | 2004 |
|
RU2268813C1 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ СОТОВЫХ ПАНЕЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2309826C1 |
| Машина для сборки и сварки сотовых конструкций | 1974 |
|
SU549289A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
Изобретение относится к авиационной, ракетно-космической, судостроительной и другим отраслям промышленности, в частности к устройствам для контактной сварки многослойных панелей с гофрированным заполнителем. Устройство содержит станину, на которой закреплены подвижные верхние и неподвижные нижние электроды и механизм поджатия свариваемых деталей. Механизм поджатия состоит из жесткой тяги, привода перемещения жесткой тяги в горизонтальной плоскости, двух разъемных частей, между которыми размещены тела вращения. Внутренняя поверхность одной из разъемных частей выполнена конусной, а внутренняя поверхность второй - ступенчатой и связана жесткой тягой с приводом ее перемещения в горизонтальной плоскости. Это обеспечит надежную сварку обшивки с гофрированным заполнителем за счет поджатия заполнителя к листам обшивки. 2 ил.
Устройство для контактной точечной сварки многослойных панелей с гофрированным заполнителем, содержащее станину с закрепленными на ней подвижным верхним и неподвижным нижним электродами и механизм поджатия свариваемых деталей, отличающееся тем, что механизм поджатия состоит из жесткой тяги, привода перемещения жесткой тяги в горизонтальной плоскости, двух разъемных частей, между которыми размещены тела вращения, при этом внутренняя поверхность одной из частей выполнена конусной, а вторая - ступенчатой и связана жесткой тягой с приводом ее перемещения в горизонтальной плоскости.
| Машина для сборки и сварки сотовых конструкций | 1974 |
|
SU549289A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| БЕРСУДСКИЙ В.Е | |||
| и др | |||
| Технология изготовления сотовых авиационных конструкций, М.: Машиностроение, 1975 г., с.284-285. | |||

