Изобретение относится к способу сварки трением с перемешиванием согласно ограничительной части пункта 1 формулы изобретения.
В документе ЕР 0810056А, 03.12.1997 раскрыты способ и устройство для сварки трением с перемешиванием с применением охлаждения места сварки. Согласно известному решению предусмотрено охлаждение места сварки посредством охладителя. Известное решение можно считать наиболее близким аналогом заявленного изобретения.
Охлаждение соединяемых материалов в процессе сварки трением с перемешиванием (FSW-процесс) осуществляется известным образом за счет того, что процесс сварки происходит полностью под водой. Этот способ, в частности, имеет тот недостаток, что сплавы Al/Mg вследствие сильного сродства к кислороду и содержащегося в холодной воде кислорода не могут свариваться с высоким качеством. Кроме того, холодная вода при этой технологии охлаждения забирает из процесса слишком много теплоты, так что не обеспечивается в достаточной степени пластификация соединяемых материалов. Таким образом в связи с недостаточным транспортом материала в сварном шве могут возникать дефекты, например поры, которые не позволяют получить технически безупречный сварной шов.
Однако возможность охлажденной сварки трением с перемешиванием сплавов Al/Mg имела бы большое хозяйственное значение, в частности, применительно к соединению листов больших размеров, как, например, имеет место в самолетостроении.
Другой недостаток известного способа состоит в том, что при неохлаждаемом процессе происходит сильное коробление, что может привести к дополнительной обработке сварных изделий.
Задача изобретения заключается в создании способа сварки трением с перемешиванием, который делает возможной сварку сплавов с высоким сродством к кислороду и/или выработку высокой энергии пластификации, а также хорошо управляемый теплоотвод от места сварки.
Эта задача решается в способе сварки трением с перемешиванием с комбинированным жидкостно-газовым охлаждением места сварки посредством того, что охлаждающую жидкость из перемещающегося вместе с инструментом охлаждающего кольца распрыскивают ограниченно по месту в тыльной зоне и смежных с инструментом боковых зонах места сварки, дополнительно осуществляют газовое охлаждение с использованием перемещающегося вместе с инструментом газового сопла, при этом обдувают охлаждающим газом спереди инструмент и поступающую из охлаждающего кольца охлаждающую жидкость.
В части устройства для сварки трением с перемешиванием с комбинированным жидкостно-газовым охлаждением, содержащего инструмент и средство жидкостного охлаждения места сварки, предполагается, устройство снабжено средством газового охлаждения в виде сопла, при этом средство жидкостного охлаждения выполнено в виде охлаждающего кольца, снабженного соплами для подачи охлаждающей жидкости, по меньшей мере частично окружающего инструмент и перемещающегося совместно с ним, при этом сопла расположены на охлаждающем кольце с возможностью локального опрыскивания охлаждающей жидкостью тыльной зоны и смежных боковых зон инструмента.
В способе согласно изобретению используется предпочтительно комбинированное охлаждение при помощи газа и воды, причем подвод воды к инструменту ограничен тыльной зоной и боковыми зонами инструмента и не допускается возможность возникновения водяной пленки на передней стороне инструмента, где находится открытое место сварки, за счет воздействия спереди газового потока.
При этом предлагаемое решение согласно изобретению не ограничивается определенным положением сварного шва и может быть применено также при изготовлении горизонтальных сварных швов.
Кроме того, при комбинированном охлаждении при помощи газа и воды благодаря взаимному согласованию газового и водяного потока можно хорошо управлять теплоотводом от места сварки, а также целенаправленно регулировать прочность в сварном шве и ограничить возникающее обычно в зоне термического воздействия разупрочнение, при этом теплота допускается там, где она необходима для процесса, и отводится там, где она вредит процессу.
Другое преимущество охлаждения согласно изобретению состоит в том, что сварка трением с перемешиванием может комбинироваться с предварительным нагревом при помощи лазерного луча, электродуги или пламенного нагрева, что невозможно при охлаждении в водяной ванне.
Комбинированный способ сварки, состоящий из охлаждаемого согласно изобретению процесса сварки трением с перемешиванием и предварительного процесса лазерной сварки, может применяться также для сварки труднодеформируемых материалов.
Ниже изобретение поясняется более подробно с помощью примера исполнения, представленного на чертеже:
На фиг.1 показан способ сварки трением с перемешиванием согласно изобретению,
Фиг.2 - охлаждающее кольцо для охлаждающей воды в виде снизу и
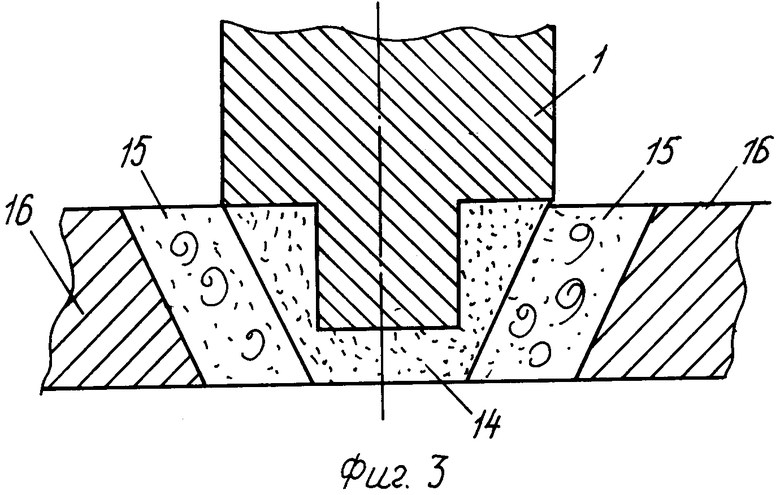
Фиг.3 - схематическое изображение различных зон материала при сварке трением с перемешиванием.
В представленном на фиг.1 способе сварки трением с перемешиванием инструмент 1 охлаждается водой из перемещающегося совместно с ним в направлении подачи охлаждающего кольца 2 и воздухом из перемещающегося совместно с ним в направлении подачи газового сопла 3.
Инструмент 1 при вращении вокруг своей продольной оси 5 по стрелке 6 под давлением вводится своим наконечником 4 в поверхность свариваемой детали 7 и, продолжая вращаться, перемещается в направлении, показанном стрелкой 11 вдоль стыка сварного соединения. Продольная ось 5 инструмента 1 несколько наклонена назад от вертикали относительно направления перемещения.
Описанные выше перемещения инструмента 1 и наклон продольной оси 5 представляют собой известные признаки способа сварки трением с перемешиванием.
Охлаждающее кольцо 2 и газовое сопло 3 жестко соединены через регулируемые крепления с ползуном подачи инструмента 1. На фиг.1 ползун и крепления из соображений упрощения чертежа не представлены.
В тыльную зону и в соседние боковые зоны инструмента 1 охлаждающая вода поступает из одновременно перемещающегося охлаждающего кольца 2 в направлении, показанном стрелкой 8. Одновременно перемещающееся газовое сопло 3 выдувает в направлении, показанном стрелкой 9, охлаждающий воздух спереди на инструмент 1 и на поступающую из охлаждающего кольца 2 воду охлаждения.
Обдувание охлаждающим воздухом в дополнение к полученному эффекту охлаждения способствует также тому, что охлаждающая вода вследствие капиллярного действия не может проникнуть в клинообразную щель 10 между наклоненным назад инструментом 1 и деталью 7 и тем самым помогает реализовать замысел, лежащий в основе предлагаемого согласно изобретению решения, чтобы не допустить попадание охлаждающей воды на растертый и нагретый материал в месте сварки. Тем самым предотвращается коррозия растертого материала сварки за счет кислорода воды.
На фиг.2 показано охлаждающее кольцо 2 в виде снизу, т.е. изображена относящаяся к детали 7 кольцевая поверхность, в которой расположены отдельные сопла 12 для подачи охлаждающей воды. Охлаждающая вода подводится к охлаждающему кольцу 2 при помощи шланга 13.
В примере выполнения охлаждающее кольцо 2 изготовлено, например, в виде лежащего вокруг инструмента 1 незамкнутого кольца; здесь охлаждающее кольцо открыто в п-образном исполнении в сторону газового сопла 3, через которое поступающий спереди охлаждающий воздух без помех со стороны охлаждающего кольца может обдувать инструмент 1.
Установка водяных сопел 11 ограничена задней зоной охлаждающего кольца, так что только тыльная зона и боковые зоны инструмента 1 могут смачиваться охлаждающей водой.
Показанные схематически на фиг.3 зоны материала при сварке трением с перемешиванием представляют собой термомеханически деформируемую зону 14, зону термического воздействия 15 и основной материал 16. После охлаждения сварного шва в зоне термического воздействия с обеих сторон от сварного шва обычно остаются нежелательные разупрочнения.
При применении предложенного согласно изобретению решения на листах сплавов АА6013-Т4 и АА6013-Т6 это разупрочнение удалось значительно ограничить. Толщина листа составляла примерно 4 мм и отношение скорости вращения к скорости движения инструмента 1 составило 3,5 об/мм, или при необходимости может быть в границах примерно 1 об/мм до примерно 10 об/мм.
При комбинации сварки трением с перемешиванием согласно изобретению с предварительным лазерным нагревом, который при обычном охлаждении в водяной ванне неосуществим, полученная трением теплота при сварке трением с перемешиванием целенаправленно еще больше увеличивается за счет лазерного нагрева и нагрев места сварки может быть таким образом направлен на достижение оптимального сварного шва. Для этого источник лазерного облучения расположен в направлении движения на определенном расстоянии перед инструментом, например от 2 до 3 см, жестко соединенным с инструментом.
Идентичное расположение, как и в случае, описанном выше для лазерного нагрева, предусмотрено при комбинации сварки трением с перемешиванием согласно изобретению с предварительным процессом лазерной сварки, причем вместо источника лазерного облучения для нагрева с инструментом жестко соединен лазерный источник для сварки. При этом посредством предварительного процесса лазерной сварки прокладывается первый сварной шов, на который при последующем процессе сварки трением с перемешиванием накладывается другой сварной шов.
Как альтернатива вышеописанному применению охлаждающей воды и охлаждающего воздуха может быть использована другая водосодержащая охлаждающая жидкость и другой газ для охлаждения согласно изобретению охлаждающим кольцом 2 и газовым соплом 3. Здесь принимаются в расчет все известные в технологии сварки охлаждающие жидкости и защитные газы.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ ПРЕИМУЩЕСТВЕННО ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНА И ЕГО СПЛАВОВ | 2020 |
|
RU2746930C1 |
| Способ сварки трением с перемешиванием стыковых соединений алюминиевых сплавов | 2018 |
|
RU2686494C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБНЫХ ДОСОК И ТРУБ ПРИ ИЗГОТОВЛЕНИИ ТЕПЛООБМЕННИКА И ТЕПЛООБМЕННИК | 2008 |
|
RU2488470C2 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ЗАЩИТНОГО ГАЗА | 2008 |
|
RU2423210C2 |
| Способ восстановления плиты кристаллизатора машины непрерывного литья заготовок | 2023 |
|
RU2826836C1 |
| Способ лазерной сварки полых изделий | 2019 |
|
RU2704353C1 |
| УСТРОЙСТВО И СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ УСТРОЙСТВА НАКОПЛЕНИЯ ЭЛЕКТРИЧЕСКОЙ ЭНЕРГИИ | 2012 |
|
RU2627135C2 |
| ИНСТРУМЕНТ ДЛЯ ФРИКЦИОННОЙ СВАРКИ ПЕРЕМЕШИВАНИЕМ | 2010 |
|
RU2446926C1 |
| СПОСОБ ФРИКЦИОННО-ЛУЧЕВОЙ СВАРКИ | 2012 |
|
RU2504463C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2008 |
|
RU2393071C1 |

Изобретение может быть использовано при сварке трением сплавов с высоким сродством к кислороду и/или с высокой энергией пластификации. Охлаждающую жидкость из перемещающегося вместе с инструментом охлаждающего кольца распрыскивают ограниченно в тыльной зоне и смежных с инструментом боковых зонах места сварки. Дополнительно осуществляют газовое охлаждение с использованием перемещающегося вместе с инструментом газового сопла. Охлаждающим газом обдувают спереди инструмент и поступающую из охлаждающего кольца охлаждающую жидкость. Можно комбинировать сварку трением с предварительным лазерным облучением, применяемым для нагрева места сварки перед инструментом. Можно комбинировать сварку трением с предварительным процессом лазерной сварки, обеспечивающим получение сварного шва перед воздействием инструмента. Средство газового охлаждения выполнено в виде сопла. Средство жидкостного охлаждения выполнено в виде охлаждающего кольца с соплами, частично окружающего инструмент и перемещающегося совместно с ним. Изобретение обеспечивает хорошо управляемый теплоотвод от места сварки. 2 н. и 5 з.п. ф-лы, 3 ил.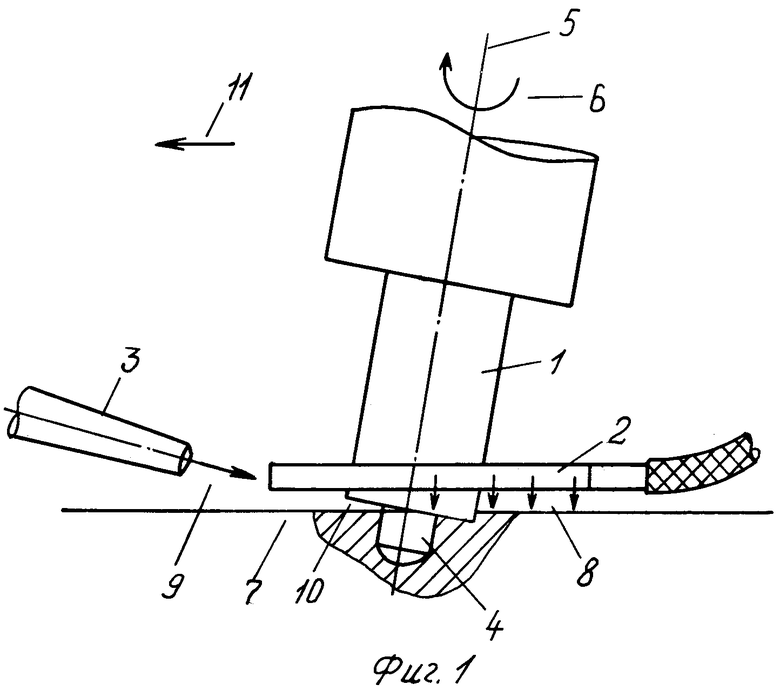
| ЕР 0810056 А, 03.12.1997 | |||
| СПОСОБ СВАРКИ ТРЕНИЕМ | 0 |
|
SU344696A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ И НЕРАСХОДУЕМЫЙ ЩУП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2126738C1 |
| JP 10225781 А, 25.08.1998. | |||

