Изобретение относится к формованию высоконаполненных полимерных композиций и может быть использовано в промышленности строительных материалов, в частности как пресс для пластического формования высоконаполненных полимерных композиций методом экструзии.
Известна машина для получения заготовок, предназначенная для пластического формования высоконаполненных полимерных композиций методом экструзии. Машина содержит материальный цилиндр с загрузочным бункером. Цилиндр снабжен приводным червяком и формующей головкой. Цилиндр закреплен на станине. Формующая головка неподвижно связана с материальным цилиндром. Материал из бункера червяком подается в сторону формующей головки. По достижении конца винтового канала материал попадает в профилирующий канал, откуда выходит в виде жгута, который разрезается на заготовки определенной длины [Авторское свидетельство СССР №1599234, кл. В 29 В 47/24, 1988].
Недостатком известной конструкции является низкое качество получаемого экструдата и невозможность получения товарных изделий без дополнительной допрессовки.
Известна конструкция машины для получения заготовок из высоконаполненных полимерных композиций, выбранная в качестве прототипа, содержащая станину с размещенным на ней материальным цилиндром с загрузочным бункером и приводным червяком, размещенным внутри материального цилиндра, конусообразную формующую головку, неподвижно закрепленную на выходе из материального цилиндра, электронагреватели, охватывающие материальный цилиндр между загрузочным бункером и формующей головкой, шнековый смеситель с приемным бункером-дозатором, установленную соосно формующей головке калибрующую насадку, выполненную в виде двух коаксиальных цилиндров, герметично соединенных между собой, с коллектором для подвода смазывающей эмульсии, жестко соединенную с калибрующей насадкой охладительную насадку, включающую последовательно соединенные секции в виде полых резервуаров, снабженных коллектором для подвода охлаждающей жидкости и отверстием для ее слива [Шенкель Г. "Шнековые прессы для пластмасс", М., Химиздат, с.41, 297, 354, 379-390].
Недостатком известной конструкции является низкое качество получаемого экструдата и невозможность получения товарных изделий без дополнительной допрессовки.
Изобретение направлено на повышение качества готовых изделий, а также получение товарных изделий без дополнительной допрессовки.
Устройство для получения изделий из высоконаполненных полимерных композиций содержит размещенные на станине материальный цилиндр с загрузочным бункером и приводным червяком, размещенным внутри материального цилиндра, конусообразную формующую головку, неподвижно закрепленную на выходе из материального цилиндра, электронагреватели, охватывающие материальный цилиндр между загрузочным бункером и формующей головкой, шнековый смеситель с приемным устройством-дозатором, герметично связанный с загрузочным бункером, установленную соосно формующей головке калибрующую насадку, выполненную в виде двух коаксиальных цилиндров, герметично соединенных между собой, с коллектором для подвода смазывающей эмульсии, жестко соединенную с калибрующей насадкой охлаждающую насадку, включающую последовательно соединенные секции в виде полых резервуаров, снабженных коллектором для подвода охлаждающей жидкости и отверстием для ее слива, при этом температура охлаждающей жидкости в каждой секции снижена по сравнению с температурой предыдущей секции по ходу движения изделия. Согласно предлагаемому решению калибрующая насадка выполнена перфорированной с отверстиями во внутреннем цилиндре по всей длине насадки, охлаждающая насадка снабжена установленной соосно с ней конусообразной трубой, проходящей через все секции охлаждающей насадки и герметично соединенной с калибрующей перфорированной насадкой, при этом поперечное сечение конусообразной трубы по своей геометрической форме соответствует поперечному сечению калибрующей перфорированной насадки и уменьшается пропорционально уменьшению площади поперечного сечения конусообразной трубы таким образом, что площадь поперечного сечения на выходе из охлаждающей насадки равна 0,89-0,99 площади поперечного сечения на входе в охлаждающую насадку, между охлаждающими секциями, охватывающими конусообразную трубу, расположен слой из термоизолирующего материала.
Сопоставительный анализ с прототипом показывает, что заявляемое устройство отличается тем, что калибрующая перфорированная насадка выполнена с отверстиями во внутреннем цилиндре, расположенными по всей длине насадки; охлаждающая насадка снабжена установленной соосно с ней конусообразной трубой, проходящей через все секции охлаждающей насадки и герметично соединенной с калибрующей перфорированной насадкой; внутреннее сечение конусообразной трубы соответствует внутреннему сечению калибрующей перфорированной насадки и уменьшается пропорционально уменьшению площади поперечного сечения конусообразной трубы, а между охлаждающими секциями, охватывающими конусообразную трубу, расположен слой из термоизолирующего материала.
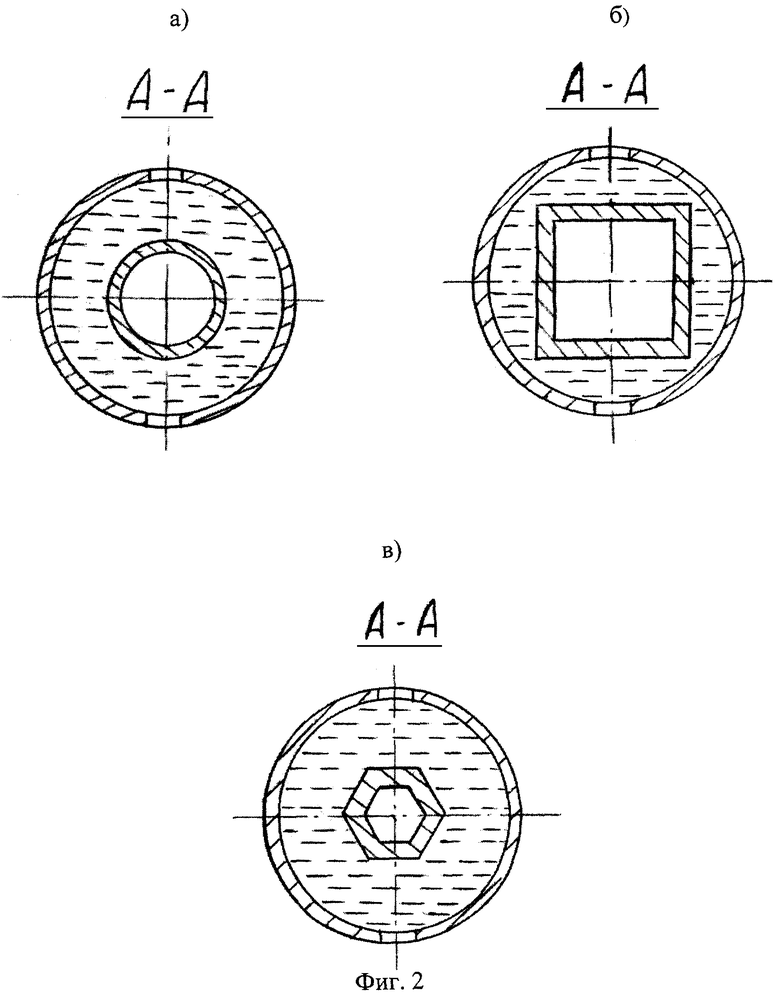
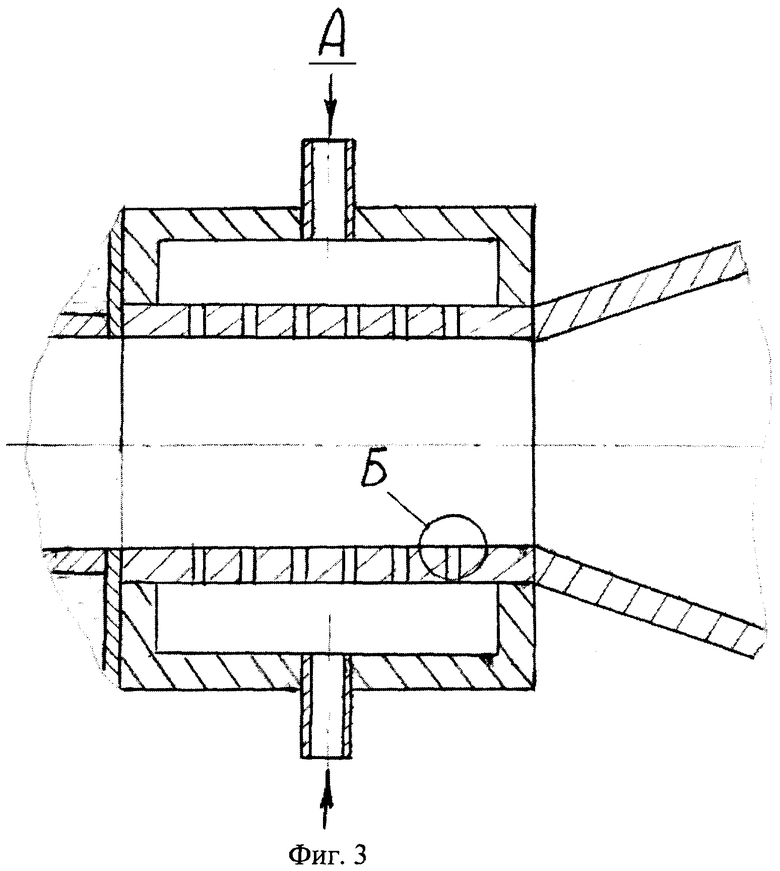
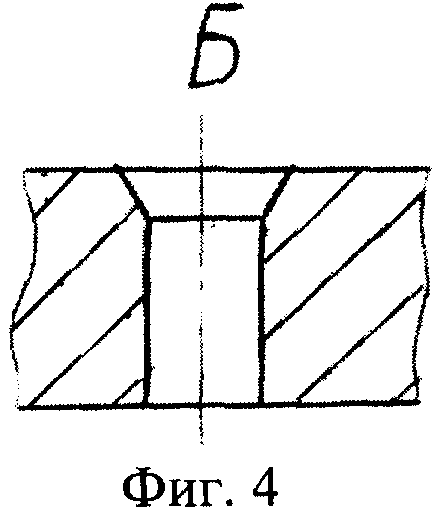
Изобретение поясняется чертежом, на котором представлен общий вид устройства для получения изделий из высоконаполненных полимерных композиций (фиг.1), сечением А-А (а,б,в), показывающим примеры выполнения внутреннего сечения охлаждающей насадки (фиг.2), видом А, показывающим подробно калибрующую насадку с перфорированным корпусом (фиг.3), видом Б, показывающим подробно отверстие для подвода смазывающей эмульсии к заготовке (фиг.4).
Устройство для получения изделий из высоконаполненных полимерных композиций состоит из станины 1, размещенного на ней материального цилиндра 2 с загрузочным бункером 3, приводного червяка 4, размещенного внутри материального цилиндра 2. На выходе материального цилиндра 2 неподвижно, например при помощи болтового крепления, закреплена формующая головка 5. Материальный цилиндр 2 между загрузочным бункером 3 и формующей головкой 5 охватывают электронагреватели 6, например известные - 8 НКГ - 0,75/220 по ТУ 3443-001-02066339-00. Комплект электронагревателей заключен в термоизолирующий корпус 7. Устройство содержит приемное устройство - дозатор со шнековым смесителем 8 для перемешивания компонентов полимерной композиции, герметично соединенным, например, при помощи болтового крепления и резиновой прокладки с загрузочным бункером 3. Приемное устройство - дозатор может быть выполнено, например, в виде трех бункеров - бункера-дозатора 9 для пигмента, бункера-дозатора 10 для измельченных отходов полимера и бункера-дозатора 11 для наполнителя. Соосно формующей головке 5 установлена перфорированная калибрующая насадка 12 для подвода смазывающей эмульсии, выполненная в виде двух коаксиальных цилиндров, герметично соединенных между собой, при этом перфорация выполнена во внутреннем цилиндре по всей длине насадки. Калибрующая насадка 12 имеет коллектор для подвода смазывающей эмульсии (на фиг. не показан). Калибрующая насадка 12 жестко, например посредством резьбового соединения, соединена с охлаждающей насадкой, включающей последовательно соединенные охлаждающие секции 13, 14, 15, 16, выполненные в виде полых резервуаров, снабженных коллектором для подвода охлаждающей жидкости и отверстием для ее слива (на фиг. не показаны). Между каждой из охлаждающих секций расположен теплоизолирующий материал 17, например, в виде прокладок из фторопласта, предотвращающих нагревание соседней секции. Температура охлаждающей жидкости в каждой охлаждающей секции снижена по сравнению с температурой предыдущей секции по ходу движения изделия. Соосно охлаждающей насадке расположена конусообразная труба 18, проходящая через все секции охлаждающей насадки и герметично, например при помощи болтового крепления, соединенная с калибрующей насадкой 12. Внутреннее сечение конусообразной трубы 18 соответствует внутреннему сечению калибрующей насадки 12, а именно ее геометрической форме, а также поперечному профилю готового изделия и уменьшается пропорционально уменьшению площади поперечного сечения конусообразной трубы таким образом, что площадь поперечного сечения конусообразной трубы 18 на выходе из охлаждающей насадки равна 0,89-0,99 площади поперечного сечения на входе в охлаждающую насадку. В рассматриваемом случае соотношение диаметров равно 0,98. Для того, чтобы из экструдата получить готовые изделия, рядом с заявляемым устройством, а именно на выходе последней охлаждающей секции, установлено разрезное устройство 19 и приемный рольганговый стол 20 для готовых изделий.
Установка работает следующим образом. Компоненты полимерной композиции, например кварцевый песок, полиэтилен низкого давления и окись хрома в заданных пропорциях, например 69% песка, 30% полиэтилена и 1% пигмента, подаются из бункеров-дозаторов 9, 10, 11 в шнековый смеситель 8, где происходит их перемешивание и усреднение состава. Так как шнековый смеситель 8 герметично соединен с загрузочным бункером 3 материального цилиндра 2, из последнего нагретый электронагревателями воздух поднимается в шнековый смеситель 8 и нагревает находящиеся в нем компоненты полимерной композиции. Разогретые компоненты непрерывно подаются в загрузочный бункер 3 материального цилиндра 2, захватываются вращающимся приводным червяком (основной рабочий орган) 4 и транспортируются им в сторону формующей головки 5, постепенно уплотняясь и равномерно перемешиваясь. Продвигаясь по материальному цилиндру 2, смесь разогревается, полимер расплавляется и обволакивает частицы наполнителя за счет теплоты, выделяющейся вследствие вязкого трения, и теплоты, подводимой от внешних нагревателей 6. По достижении конца материального цилиндра 2 материал переходит в формующую головку 5 и выдавливается в виде экструдата через калибрующую перфорированную насадку 12 в конусообразную трубу 18. Калибрующая перфорированная насадка 12 герметично соединена с коллектором, из которого поступает смазывающая эмульсия, например дибутилфталат, эмульсия за счет снижения трения о внутреннюю поверхность перфорированной насадки облегчает выход экструдата и улучшает качество за счет предотвращения повреждений на поверхности изделий. Далее экструдат поступает в охлаждающую насадку, которая содержит конусообразную трубу 18 и состоит из последовательно соединенных секций 13, 14, 15, 16, каждая из которых охватывает конусообразную трубу. Секции снабжены коллектором (на чертеже не показан) для подвода охлаждающей жидкости, температура охлаждающего агента в каждой из охлаждающих секций снижена по ходу движения изделия. Например, температура в секции 13 - t1=90°С, в секции 14 - t2=70°С, в секции 15 - t3=50°С, в секции 16 - t4=30°С, т.е. t1>t2>t3>t4. Улучшение качества готовых изделий происходит, в первую очередь, за счет того, что в калибрующую насадку 12 через перфорацию во внутреннем цилиндре подается смазывающая эмульсия, изделие легче проходит через формующую головку, а следовательно, экструдат растрескивается меньше, а его поверхность становится более гладкой. Во-вторых, последовательное снижение температуры каждой из охлаждающих секций и плавное уменьшение диаметра профилирующего канала от входа экструдата до его выхода позволяет исключить коробление готового изделия. В результате получаются изделия товарного вида, например бордюрный камень, не требующие стадии дополнительного прессования на гидравлическом прессе. На выходе из последней охлаждающей секции экструдат в виде товарного изделия разрезается на куски нужной длины отрезным устройством 19 и передаются на приемный рольганговый стол 20.
Если калибрующую насадку 12 выполнить без отверстий, т.е. между формуемым изделием и внутренней поверхностью калибрующей насадки 12 не будет подаваться эмульсия, трение экструдата о стенки насадки существенно возрастает, на поверхности изделия образуются задиры, раковины, трещины, существенно возрастает потребляемая мощность привода. Изделие выходит низкого качества, не имеет товарного вида и требует дополнительной обработки поверхности.
Геометрическая форма отверстия в калибрующей насадке 12 задает форму готового изделия, например цилиндрическую для столбов, квадратную для бордюров, многогранную для столбов виноградников и т.д. (фиг.2)
Охлаждающая насадка выполнена в виде конусообразной трубы 18, площадь поперечного сечения которой на выходе равна 0,89-0,99 площади поперечного сечения на входе в охлаждающую насадку. Это связано с тем, что по мере продвижения формуемого изделия внутри охлаждающей насадки происходит охлаждение изделия и уменьшение площади поперечного сечения, т.е. его размера. Если конусообразную трубу 18 выполнить, например, цилиндрической, то на выходе из трубы 18 диаметр изделия будет меньше диаметра отверстия конусообразной трубы 18, в результате изделие начинает деформироваться (искривляться, выпучиваться), что требует дополнительной обработки изделия. Если конусность трубы 18 увеличить, например выходное отверстие уменьшить до размера менее 0,89 диаметра на входе, трение формуемого изделия о внутреннюю поверхность конусообразной трубы 18 существенно возрастает, в результате этого на выходе из конусообразной трубы 18 изделие выпучивается, деформируется, что существенно снижает качество изделия и также требует его дополнительной обработки. Если площадь поперечного сечения отверстия в конусообразной трубе 18 более 0,99 площади поперечного сечения калибрующей перфорированной насадки 12, существенно возрастает трение между внутренней поверхностью конусообразнойой трубы и экструдатом, возрастает потребляемая мощность привода, снижается качество изделия в связи с его деформированием.
Наличие термоизолирующих прокладок 17 между охлаждающими секциями 13, 14, 15 и 16 обеспечивает поддержание в этих секциях определенной температуры охлаждающего агента, например 90°С; 70°С; 50°С; 30°С, что создает условия равномерного охлаждения формуемого изделия по мере его продвижения вдоль конусообразной трубы 18.
Если между секциями охлаждения 13, 14, 15, 16 отсутствуют термоизолирующие прокладки 17, то происходит выравнивание в них температуры охлаждающего агента, и формуемое изделие охлаждается неравномерно, что, в свою очередь, приводит к его деформированию при выходе из конусообразной трубы 18.
Конусообразная труба 18 располагается соосно охлаждающей насадке, если она смещена в любую сторону, происходит неравномерное охлаждение изделия - более интенсивное там, где больший зазор между конусообразной трубой 18 и стенками охлаждающих секций 13-16, т.к. в этом месте большее количество охлаждающего агента. Вследствие этого происходит искривление формуемого изделия при его выходе из конусообразной трубы 18.
Заявляемое устройство для получения изделий из высоконаполненных полимерных композиций отличается простотой конструкции, повышенной технологичностью. Оно позволит при небольших затратах выпускать конструкционные изделия из высоконаполненных полимерных композиций высокого качества без дополнительной допрессовки получаемого экструдата на гидравлическом прессе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шнековый пластикатор-дозатор для переработки термореактивных материалов | 1982 |
|
SU1052394A1 |
| Машина для получения заготовок из высоконаполненных полимерных композиций | 1989 |
|
SU1691121A1 |
| Шнековый пластикатор для переработки термореактивных материалов с волокнистым наполнителем | 1980 |
|
SU939222A1 |
| Машина для получения заготовок из высоконаполненных полимерных композиций | 1989 |
|
SU1680548A1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ЗЕРНОБОБОВЫХ СЭНДВИЧЕЙ | 2011 |
|
RU2482778C1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ПРОДУКТОВ | 2006 |
|
RU2315535C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И КОМПОЗИЦИЯ ПРОКЛАДОК ДЛЯ ЗАЩИТЫ ОТ КАМЕНИСТОЙ ПОРОДЫ ИЗ ВСПЕНЕННОГО ПВХ-П | 2015 |
|
RU2700869C2 |
| ЧЕРВЯЧНЫЙ ПРЕСС ДЛЯ НЕПРЕРЫВНОГО ПОЛУЧЕНИЯ | 1966 |
|
SU184416A1 |
| ЛИНИЯ ПРОИЗВОДСТВА ЭКСТРУДИРОВАННЫХ ПРОДУКТОВ | 2006 |
|
RU2302337C1 |
| Способ производства изделий из полимерных отходов экструзионно-прокатно-формовочным методом и установка для его осуществления | 2021 |
|
RU2782067C2 |
Изобретение относится к формованию высоконаполненных полимерных композиций и может быть использовано в промышленности строительных материалов, в частности, как пресс для пластического формования высоконаполненных полимерных композиций методом экструзии. Устройство содержит установленные на станине материальный цилиндр с приводным червяком и загрузочным бункером, конусообразную формующую головку, неподвижно закрепленную на выходе из материального цилиндра, электронагреватели, охватывающие материальный цилиндр между загрузочным бункером и формующей головкой, шнековый смеситель с приемным бункером-дозатором, герметично связанный с загрузочным бункером. Соосно формующей головке установлена калибрующая насадка, выполненная в виде двух герметично соединенных между собой коаксиальных цилиндров и снабженная коллектором для подвода смазывающей эмульсии. С калибрующей насадкой жестко соединена охлаждающая насадка, включающая последовательно соединенные секции в виде полых резервуаров, снабженных коллектором для подвода охлаждающей жидкости и отверстием для ее слива. Температура охлаждающей жидкости в каждой секции снижена по сравнению с температурой предыдущей секции по ходу движения изделия. Калибрующая насадка выполнена перфорированной с отверстиями во внутреннем цилиндре по всей длине насадки. Охлаждающая насадка снабжена конусообразной трубой, проходящей через все секции насадки и герметично соединенной с калибрующей перфорированной насадкой. Поперечное сечение конусообразной трубы соответствует поперечному сечению калибрующей перфорированной насадки и уменьшается пропорционально уменьшению площади поперечного сечения конусообразной трубы таким образом, что площадь поперечного сечения трубы на выходе из охлаждающей насадки равна 0,89-0,99 площади поперечного сечения на входе. В охлаждающей насадке между охлаждающими секциями, охватывающими конусообразную трубу, расположен слой из термоизолирующего материала. Изобретение позволяет повысить качество готовых изделий и получать изделия без дополнительной допрессовки. 4 ил.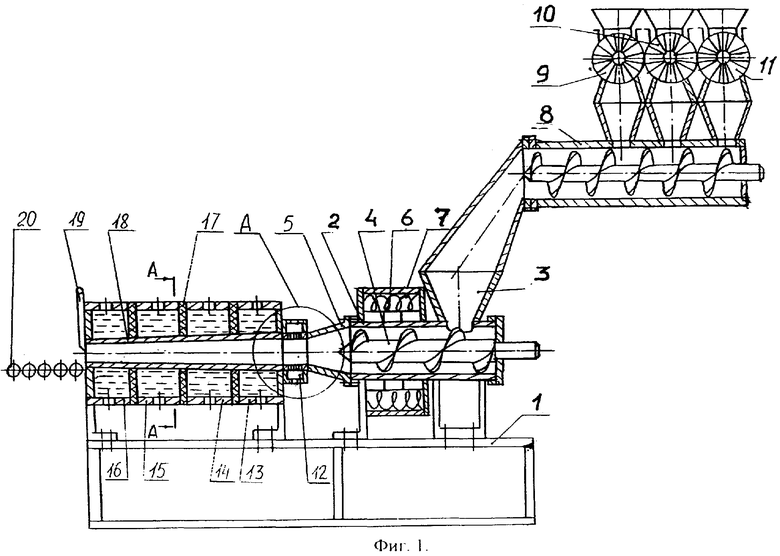
Устройство для получения изделий из высоконаполненных полимерных композиций, содержащее установленные на станине материальный цилиндр с загрузочным бункером и приводным червяком, размещенным внутри материального цилиндра, конусообразную формующую головку, неподвижно закрепленную на выходе из материального цилиндра, электронагреватели, охватывающие материальный цилиндр между загрузочным бункером и формующей головкой, шнековый смеситель с приемным устройством-дозатором, герметично связанный с загрузочным бункером, установленную соосно с формующей головкой калибрующую насадку, выполненную в виде двух коаксиальных цилиндров, герметично соединенных между собой, с коллектором для подвода смазывающей эмульсии, жестко соединенную с калибрующей насадкой охлаждающую насадку, включающую последовательно соединенные секции в виде полых резервуаров, снабженных коллектором для подвода охлаждающей жидкости и отверстием для ее слива, при этом температура охлаждающей жидкости в каждой секции снижена по сравнению с температурой предыдущей секции по ходу движения изделия, отличающееся тем, что калибрующая насадка выполнена перфорированной с отверстиями во внутреннем цилиндре по всей длине насадки, охлаждающая насадка снабжена установленной соосно с ней конусообразной трубой, проходящей через все секции охлаждающей насадки и герметично соединенной с калибрующей перфорированной насадкой, при этом поперечное сечение конусообразной трубы по своей геометрической форме соответствует поперечному сечению калибрующей перфорированной насадки и уменьшается пропорционально уменьшению площади поперечного сечения конусообразной трубы таким образом, что площадь поперечного сечения трубы на выходе из охлаждающей насадки равна 0,89-0,99 площади поперечного сечения на входе, в охлаждающей насадке между охлаждающими секциями, охватывающими конусообразную трубу, расположен слой из термоизолирующего материала.
| Шенкель Г | |||
| Шнековые прессы для пластмасс, Л., Химиздат, 1962, с.354, 379-390, 297, 41 | |||
| КАЛИБРОВОЧНОЕ УСТРОЙСТВО | 1996 |
|
RU2171180C2 |
| US 6287102 B1, 11.09.2001 | |||
| Устройство для изготовления полых профильных изделий из термопластичных полимеров | 1981 |
|
SU1024292A1 |
| DE 19854932 A1, 21.10.1999 | |||
| US 5514325 А, 07.05.1996 | |||
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |

