Область изобретения
Настоящее изобретение относится к титановому материалу, к способу для его производства и к выхлопной трубе. Более конкретно настоящее изобретение относится к титановому материалу, из которого изготавливают выхлопную трубу для двух- или четырехколесных транспортных средств.
Известный уровень техники
Ввиду своей более высокой удельной прочности, чем у обычных сталей, титановые сплавы находят применение в области транспорта, в частности в автомобилях, нуждающихся в уменьшении массы. Один из изучаемых способов реализации уменьшения массы заключается в замене преобладающих выхлопных труб из нержавеющей стали трубами из титановых сплавов. К сожалению, выхлопные трубы нагреваются в некоторых частях выше 500°C, и титановые сплавы (без специальной обработки) подвергаются быстрому окислению при таких высоких температурах, что вызывает проблему срока службы.
Для улучшения стойкости титановых сплавов к окислению были предложены некоторые идеи. Они включают в себя материал титанового сплава с алюминиевым покрытием (выложенный патент Японии № Hei-10-99976), способ нанесения покрытия путем осаждения из паровой фазы сплава Al-Ti (выложенный патент Японии № Hei-6-88208) и способ формирования пленки из TiCrAlN с помощью PVD (физического осаждения из паровой фазы) (выложенный патент Японии № Hei-9-256138). К сожалению, при таком нанесении покрытия используются сложные процессы, которые приводят к высокой стоимости производства и плохим экономическим показателям. В дополнение к этому, осаждение из паровой фазы и PVD доставляют ряд сложностей при формировании стойкой к окислению пленки внутри выхлопной трубы.
Цели и сущность изобретения
Настоящее изобретение было создано ввиду всего вышеуказанного. Целью настоящего изобретения является создание титанового материала с хорошей стойкостью к окислению и изготовленной из него выхлопной трубы, которые решили бы проблемы, присущие известной из литературы технологии, рассмотренной выше.
Титановый материал в соответствии с настоящим изобретением состоит из подложки из чистого титана или титанового сплава и алюминиевого слоя не тоньше 1 мкм, который содержит не менее 90 мас.% (массовых процентов) алюминия или алюминия плюс кремния. Алюминиевый слой может формироваться на подложке непосредственно или опосредовано, т.е. со слоем интерметаллического соединения Al-Ti, расположенным между ними.
В случае, когда используется промежуточный слой, интерметаллическое соединение Al-Ti, предпочтительно, должно представлять собой Al3Ti, а толщина слоя должна быть в среднем не менее 0,5 мкм и не более 1,5 мкм.
Титановый материал в соответствии с настоящим изобретением может воплощаться таким образом, что подложка представляет собой титановый сплав, содержащий алюминий в количестве от 0,5 до 10 мас.%. В этом случае подложка может представлять собой титановый сплав, состоящий по существу из алюминия и титана.
Титановый материал в соответствии с настоящим изобретением может воплощаться таким образом, что поверхностный слой подложки, в контакте с которым находится алюминийсодержащий слой, содержит азот в количестве 20-50 атом.% (атомных процентов).
Титановый материал в соответствии с настоящим изобретением может воплощаться таким образом, что между подложкой и алюминийсодержащим слоем формируется промежуточный слой нитрида алюминия.
Титановый материал в соответствии с настоящим изобретением может воплощаться таким образом, что алюминийсодержащий слой формируется с помощью нанесения покрытия путем погружения в расплав.
Титановый материал в соответствии с настоящим изобретением может воплощаться таким образом, что алюминийсодержащий слой имеет ограниченный разброс по толщине, который определяется следующим образом. При измерении толщины в трех точках (на расстоянии 14 мм друг от друга), выбранных в продольном направлении титанового материала на алюминийсодержащем слое, разница между толщиной в средней точке и толщиной в двух наружных точка составляет не более 30% от толщины в средней точке. Титановый материал, сконструированный таким образом, получают путем формирования алюминийсодержащего слоя с помощью нанесения покрытия путем погружения в расплав (которое включает в себя погружение подложки в ванну для нанесения покрытия из расплавленного металла). В этом случае подложка должна извлекаться из ванны для нанесения покрытия со скоростью 1-20 см/сек.
Титановый материал в соответствии с настоящим изобретением может производиться таким образом, что алюминийсодержащий слой формируется с помощью нанесения покрытия путем погружения в расплав (которое включает в себя погружение подложки в ванну для нанесения покрытия из расплавленного металла), а затем его подвергают дробеструйной обработке с помощью твердых частиц.
Выхлопная труба, изготовленная из титанового материала по настоящему изобретению, также находится в рамках настоящего изобретения.
Титановый материал в соответствии с настоящим изобретением является превосходным по стойкости к окислению и может легко наноситься на внутреннюю поверхность трубы, имеющей сложную форму. По этой причине он найдет использование в качестве материала для износостойких выхлопных труб двух- или четырехколесных транспортных средств.
Выхлопная труба в соответствии с настоящим изобретением, которая изготавливается из рассмотренного выше титанового материала, является легкой по массе и имеет хорошую стойкость к окислению, что приводит к повышению срока службы.
Способ производства в соответствии с настоящим изобретением дает титановый материал с выдающейся стойкостью к окислению.
Краткое описание чертежей
Фиг.1 представляет собой фотографию, изображающую титановый материал согласно одному из вариантов воплощения настоящего изобретения, в котором существует промежуточный слой Al3Ti, сформированный между титановой подложкой и алюминийсодержащим слоем.
Описание предпочтительных вариантов воплощения
Первый аспект настоящего изобретения представляет собой титановый материал, который состоит из подложки из чистого титана или титанового сплава и алюминийсодержащего слоя не тоньше 1 мкм, содержащего не менее 90 мас.% алюминия или алюминия плюс кремния.
Титановый материал обладает улучшенной стойкостью к окислению благодаря алюминийсодержащему слою, который выполняет антиокислительное действие. Чтобы алюминийсодержащий слой вносил вклад в стойкость к окислению, он должен находиться в виде слоя, имеющего толщину не менее 1 мкм и содержащего не менее 90 мас.% алюминия или алюминия плюс кремния, который формируется на подложке из чистого титана или титанового сплава. Причина этого заключается в том, что алюминий или алюминиевый сплав с высоким содержанием алюминия в окислительной атмосфере при высокой температуре преимущественно формирует плотный оксид алюминия (который имеет большое отрицательное значение свободной энергии образования), и этот оксид алюминия функционирует в качестве защитной пленки, которая предотвращает дальнейшее окисление. Между прочим кремний представляет собой элемент, улучшающий стойкость к окислению, и по этой причине кремний, содержащийся в алюминийсодержащем слое, повышает его стойкость к окислению. В случае, когда в алюминийсодержащем слое содержится кремний, общее количество алюминия и кремния должно составлять не менее 90 мас.% от массы алюминийсодержащего слоя.
Алюминийсодержащий слой (или слой, повышающий стойкость к окислению) должен содержать алюминий или алюминий плюс кремний в количестве не менее 90 мас.%. Любое количество менее 90 мас.% не является достаточным для оказания желаемого воздействия на стойкость к окислению.
В случае, когда алюминийсодержащий слой содержит кремний, количество кремния предпочтительно должно составлять 1-20 мас.% от общего количества (100 мас.%) алюминия плюс кремния. При количестве, меньшем, чем 1 мас.%, кремний не оказывает воздействия на повышение стойкости к окислению. При количестве, превышающем 20 мас.%, кремний будет создавать сложности при нанесении покрытия путем погружения в расплав, с помощью которого формируется алюминийсодержащий слой. Поэтому наиболее желательным является, чтобы кремний составлял примерно 10% от общего количестве алюминия и кремния.
Алюминийсодержащий слой (состоящий только из алюминия или из алюминия плюс кремния) может неизбежно содержать другие элементы, иные, чем алюминий и кремний. Они включают в себя магний, медь, железо и им подобные (присутствующие в результате нанесения покрытия путем погружения в расплав), а также титан (происходящий из подложки, состоящей из чистого титана или титанового сплава).
Алюминийсодержащий слой должен иметь толщину не менее 1 мкм, в противном случае он будет иметь участки без покрытия, которые вызывают окисление подложки. Верхнего предела для толщины не существует, поскольку это обеспечивает лучшее антиокислительное действие пропорционально толщине, если только нет участков без покрытия. Однако избыточная толщина слоя приводит к плохой обрабатываемости подложки. Поэтому адекватная толщина должна составлять менее примерно 100 мкм. Между прочим толщина алюминийсодержащего слоя должна определяться по среднему значению для нескольких измерений в произвольных точках (скажем, по трем точкам) вдоль поперечного сечения титанового материала.
Алюминийсодержащий слой предпочтительно должен формироваться с помощью нанесения покрытия путем погружения в расплав, которое способно формировать однородный слой на поверхности сложной формы (например, внутри трубы) и имеет приемлемые экономические показатели. Нанесение покрытия путем погружения в расплав дает другое преимущество, заключающееся в восстановлении естественной оксидной пленки на поверхности подложки (из чистого титана или титанового сплава) во время погружения в расплавленный алюминий, тем самым улучшая адгезию между подложкой и алюминийсодержащим слоем. Нанесение покрытия путем погружения в расплав предпочтительно должно осуществляться таким образом, чтобы температура ванны составляла 700-800°C, а время погружения составляло 5-20 минут. Однако это условие будет изменяться в зависимости от вида и теплоемкости подложки.
В дополнение к этому также является возможным формирование алюминийсодержащего слоя на подложке с помощью нанесения на подложку органической краски, содержащей чешуйки алюминия.
Как рассмотрено выше, титановый материал, составляющий первый аспект настоящего изобретения, является превосходным по стойкости к окислению и может быть получен с помощью нанесения покрытия путем погружения в расплав, которое делает возможным легкое и экономичное формирование повышающего стойкость к окислению слоя на поверхности сложной формы (например, внутри трубы). Другими словами, он помогает решить проблемы, связанные с обычной технологией, и демонстрирует выдающуюся стойкость к окислению.
Если подложка из чистого титана или титанового сплава (которые далее упоминаются вместе как титан) должна быть плотно (прочно) покрыта алюминийсодержащим слоем, то необходима очистка поверхности подложки от оксидной пленки. Титан обычно покрыт естественной оксидной пленкой, которая имеет толщину в несколько десятков нанометров. Погружение титана в расплавленный алюминий при высокой температуре удаляет оксидную пленку путем реакции восстановления, представляемой следующим уравнением: 3TiO2+4Al→2Al2О3+3Ti. Простое погружение может и не обеспечить достаточной адгезии. В этом случае хорошую адгезию получают путем повторения погружения в ванну для нанесения покрытия из расплавленного алюминия, поскольку такое повторяющееся погружение формирует интерметаллическое соединение Al-Ti за счет реакции между титаном и расплавленным алюминием. Другими словами, является возможным достижение высокой адгезии между подложкой и алюминийсодержащим слоем в том случае, если подложка предварительно покрывается слоем интерметаллического соединения Al-Ti, а затем на ней формируется алюминийсодержащий слой.
Удаление естественной оксидной пленки путем восстановления может осуществляться, например, путем погружения подложки в расплавленный алюминий таким образом, что естественная оксидная пленка реагирует с расплавленным алюминием. Поэтому, если подложку погружают в расплавленный алюминий на достаточно длительное время, естественная оксидная пленка удаляется путем восстановления, а затем формируется слой интерметаллического соединения Al-Ti.
Второй аспект настоящего изобретения представляет собой титановый материал, который состоит из подложки из чистого титана или титанового сплава и сформированного на ней алюминийсодержащего слоя не тоньше 1 мкм, который содержит не менее 90 мас.% алюминия или алюминия плюс кремния, с расположенным между ними промежуточным слоем интерметаллического соединения Al-Ti. По сравнению с титановым материалом в соответствии с первым аспектом настоящего изобретения материал в соответствии со вторым аспектом настоящего изобретения обладает лучшей адгезией между подложкой и алюминийсодержащим слоем. Другими словами, промежуточный слой обеспечивает прочную адгезию с минимальными нарушениями адгезии.
Обнаружение того, что выдающаяся адгезия достигается тогда, когда интерметаллическое соединение Al-Ti представляет собой Al3Ti, приводит к третьему аспекту настоящего изобретения. Таким образом, в соответствии с третьим аспектом настоящего изобретения, титановый материал, определенный во втором аспекте настоящего изобретения, отличается тем, что интерметаллическое соединение Al-Ti (в слое интерметаллического соединения Al-Ti) представляет собой Al3Ti. Такой титановый материал демонстрирует выдающуюся адгезию по причинам, рассмотренным выше.
Кстати, интерметаллические соединения Al-Ti включают в себя Ti3Al, TiAl и Al3Ti. Первые два являются настолько хрупкими, что они могут вызвать дефекты адгезии, если они встречаются на границе раздела между подложкой (из чистого титана или титанового сплава) и алюминийсодержащим слоем. Известен способ улучшения адгезии путем плакировки титановой пластины алюминиевой фольгой, а затем формирования интерметаллического соединения на границе раздела путем тепловой обработки для протекания твердофазной реакции. Этот обычный способ, однако, приводит к образованию на границе раздела Ti3Al и TiAl, тем самым вызывая появление дефектов адгезии.
Третий аспект настоящего изобретения требует, чтобы на подложке (титане) или на границе раздела между подложкой и алюминийсодержащим слоем формировался слой Al3Ti. Авторы настоящего изобретения успешно формировали такой требуемый слой Al3Ti. Другими словами, они успешно формировали на границе раздела между подложкой и алюминийсодержащим слоем слой Al3Ti, состоящий только из Al3Ti (без Ti3Al и TiAl), с помощью нанесения покрытия путем погружения в расплав при адекватно контролируемых времени погружения и температур (механизм происходящих при этом реакций неизвестен). Время погружения и температура ванны из расплавленного алюминия изменяется в зависимости от массы подложки (титана), которая должна обрабатываться. Продолжительность погружения составляет примерно 2-10 минут, а температура ванны составляет примерно 700-800°C.
В соответствии с четвертым аспектом настоящего изобретения слой интерметаллического соединения Al-Ti предпочтительно должен иметь среднюю толщину не менее 0,5 мкм и не более 15 мкм. Толщиной слоя интерметаллического соединения Al-Ti (такого как Al3Ti) можно управлять путем регулировки продолжительности погружения и температуры ванны во время нанесения покрытия путем погружения в расплав. Она становится больше пропорционально продолжительности погружения и температуре ванны. В случае избыточно большой толщины алюминийсодержащий слой (который является ответственным за стойкость к окислению) становится тонким из-за взаимной диффузии между подложкой (титаном) и алюминийсодержащим слоем, и адгезия алюминийсодержащего слоя ухудшается. По этой причине слой интерметаллического соединения Al-Ti не должен быть толще 15 мкм. С другой стороны, в случае избыточно малой толщины слой интерметаллического соединения Al-Ti не улучшает адгезию так, как это требуется. По этой причине слой интерметаллического соединения Al-Ti не должен быть тоньше 0,5 мкм. Между прочим, толщина слоя интерметаллического соединения Al-Ti определяется по среднему значению измерений в произвольных точках (скажем, в трех точках) вдоль по поперечному сечению титанового материала. Это измерение может осуществляться путем наблюдения с помощью СЭМ (сканирующего электронного микроскопа) (с увеличением 5000). Состав (с точки зрения количества Al и Ti) интерметаллического соединения Al-Ti может определяться, например, с помощью электронно-зондового микроанализа (EPMA от англ. electron probe microanalyzer). Между прочим, слой интерметаллического соединения Al-Ti должен предпочтительно иметь среднюю толщину не менее 1 мкм и не более 5 мкм.
В настоящем изобретении подложка (из чистого титана или титанового сплава) не является как-либо ограниченной и может изменяться по составу в широких пределах. Подложка, содержащая алюминий, будет демонстрировать улучшенную адгезию к алюминийсодержащему слою, ответственному за стойкость к окислению. Улучшение адгезии предотвращает отслаивание алюминийсодержащего слоя при изгибании титанового материала после формирования на нем алюминийсодержащего слоя. Содержание алюминия в подложке, необходимое для улучшения адгезии, составляет не менее 0,5 мас.%. Содержание менее 0,5 мас.% не является достаточным для улучшения адгезии. При содержании, превышающем 0,5 мас.%, алюминий не оказывает влияния на улучшение адгезии. В дополнение к этому, слишком большое содержание Al делает подложку хрупкой. По этой причине содержание в ней алюминия не должно быть меньшим, чем 10 мас.%. Таким образом, пятый аспект настоящего изобретения требует, чтобы содержание алюминия в подложке составляло 0,5-10 мас.%.
В случае, когда подложка содержит 0,5-10 мас.% алюминия, оставшиеся компоненты (иные, чем алюминий) по существу должны представлять собой титан с тем, чтобы полученный титановый материал имел хорошую обрабатываемость. Таким образом шестой аспект настоящего изобретения требует, чтобы подложка состояла по существу из титана и алюминия. "По существу" в этом случае означает, что титан может представлять собой титановый сплав, содержащий неизбежные примеси.
Титановый материал в соответствии с настоящим изобретением может состоять из подложки и алюминийсодержащего слоя, так что (1) поверхность (и пространство вблизи нее) подложки, в контакте с которой находится алюминийсодержащий слой, содержит вплоть до 20-50 атом.% азота, или (2) на границе раздела между подложкой и алюминийсодержащим слоем сформирован слой нитрида алюминия. Такая конструкция предотвращает реакции, вызываемые взаимной диффузией между подложкой и алюминийсодержащим слоем. Это понижает потери алюминийсодержащего слоя и сохраняет эффект стойкости к окислению в течение длительного периода времени. То есть полученный таким образом титановый материал сохраняет свою хорошую стойкость к окислению в течение длительного периода времени. Механизм повышения стойкости к окислению является следующим.
Обычная подложка (иная, чем те, что рассмотрены выше), имеющая алюминийсодержащий слой в непосредственном контакте с ней, дает возможность для взаимной диффузии элементов между подложкой и алюминийсодержащим слоем при высоких температурах. В результате через длительное время алюминийсодержащий слой исчезает или же теряется стойкость к окислению. Этого не случается, если поверхность подложки содержит азот, даже если подложка находится в непосредственном контакте с алюминийсодержащим слоем. Причиной этого является то, что элементы в подложке и элементы в алюминийсодержащем слое взаимно диффундируют при высоких температурах. Эта тепловая диффузия приводит к реакции между азотом в поверхностном слое подложки и алюминием в алюминийсодержащем слое, тем самым приводя к образованию слоя из нитрида алюминия на границе раздела между подложкой и алюминийсодержащим слоем. Этот слой нитрида алюминия предотвращает дальнейшую диффузию элементов между подложкой и алюминийсодержащим слоем.
Как рассмотрено выше, азот, содержащийся в поверхностном слое подложки, образует при высоких температурах слой нитрида алюминия на границе раздела между подложкой и алюминийсодержащим слоем. Слой нитрида алюминия может формироваться естественным образом в то время, когда титановый материал (со сформированным на нем алюминийсодержащим слоем) используется при высоких температурах. Он также может намеренно формироваться путем формирования на подложке алюминийсодержащего слоя, а затем осуществления термической обработки. Если содержание азота в поверхностном слое подложки является меньшим, чем 20 атом.%, то получаемый слой нитрида алюминия не достигает своей цели защиты. Верхний предел содержания азота составляет 50 атом.%, поскольку титан становится насыщенным 50 атом.% азота в виде TiN. Между прочим, титановый материал, состоящий из подложки и сформированного на ней алюминийсодержащего слоя, который еще не был нагрет, имеет на подложке азотсодержащий слой, но не имеет слоя нитрида алюминия, вызванного тепловой диффузией, при этом на границе раздела между подложкой и алюминийсодержащим слоем имеется исключительно тонкий слой азота.
Таким образом, титановый материал в соответствии с седьмым аспектом настоящего изобретения отличается тем, что поверхностный слой подложки, в контакте с которым находится алюминийсодержащий слой, содержит 20-50 атом.% азота. И титановый материал в соответствии с восьмым аспектом настоящего изобретения отличается тем, что на границе раздела между подложкой и алюминийсодержащим слоем формируется слой нитрида алюминия.
Как будет понятно из указанного выше, титановый материал, относящийся к восьмому аспекту настоящего изобретения, предлагает следующие преимущества. Слой нитрида алюминия функционирует в качестве защитного слоя, который предотвращает взаимную диффузию элементов между подложкой и алюминийсодержащим слоем. Этот защитный слой сохраняет алюминийсодержащий слой и хорошую стойкость к окислению. По этой причине титановый материал имеет улучшенную стойкость к окислению, сохраняет хорошую стойкость к окислению в высокотемпературной атмосфере, а также сохраняет хорошую стойкость к окислению в течение продолжительного периода времени.
Как будет ясно из указанного выше, титановый материал, относящийся к седьмому аспекту настоящего изобретения, предлагает следующие преимущества. Во время использования титанового материала при высоких температурах на границе раздела между подложкой и алюминийсодержащим слоем формируется слой нитрида алюминия. Этот слой нитрида алюминия функционирует в качестве защитного слоя, который предотвращает взаимную диффузию элементов между подложкой и алюминийсодержащим слоем. Этот защитный слой сохраняет алюминийсодержащий слой и хорошую стойкость к окислению. По этой причине титановый материал имеет улучшенную стойкость к окислению, сохраняет хорошую стойкость к окислению в высокотемпературной атмосфере, а также сохраняет хорошую стойкость к окислению в течение длительного периода времени. Между прочим, титановый материал, на котором еще не сформировался слой нитрида алюминия, состоит из подложки (поверхностный слой которой составляет азот) и алюминийсодержащего слоя. Титановый материал, на котором уже сформировался слой нитрида алюминия, состоит из подложки (у которой поверхностный слой содержит азот или не содержит азота), слоя нитрида алюминия и алюминийсодержащего слоя.
Количество азота в поверхностном слое подложки может определяться путем использования электронно-зондового микроанализа (EPMA) в сочетании с любым способом из Оже-спектроскопии, рентгеновской фотоэлектронной спектроскопии (XPS) и масс-спектрометрии вторичных ионов (SIMS).
Слой нитрида алюминия, формируемый путем термической обработки, должен иметь толщину от нескольких десятков нанометров до нескольких нанометров. Слой с избыточно малой толщиной не создает барьерного эффекта (для предотвращения взаимной диффузии элементов между подложкой и алюминийсодержащим слоем). Слой с избыточно большой толщиной имеет плохую обрабатываемость.
В соответствии с настоящим изобретением алюминийсодержащий слой (для улучшения стойкости к окислению) может быть сформирован с помощью обработки поверхности. Другими словами, о титановом материале по настоящему изобретению можно сказать, что он является титановым материалом с обработанной поверхностью. Способ поверхностной обработки не является как-либо ограниченным, и могут быть использованы различные способы. Они включают в себя, например, нанесение покрытия путем погружения в расплав и нанесение покрытия с помощью органической краски, содержащей чешуйки алюминия. При этом плакирование листом алюминия не попадает в категорию обработки поверхности. Существует множество способов обработки поверхности с целью формирования алюминийсодержащего слоя. Нанесение покрытия путем погружения в расплав рекомендуется прежде всего. Нанесение покрытия путем погружения в расплав способно формировать однородный слой на поверхности любой сложной формы, например внутри трубы. Способ является также недорогим и экономичным. Другим преимуществом нанесения покрытия путем погружения в расплав является то, что при погружении подложки в расплавленный алюминий естественная оксидная пленка на поверхности подложки (из чистого титана или титанового сплава) восстанавливается, что обеспечивает хорошую адгезию между подложкой и алюминийсодержащим слоем. Более того, нанесение покрытия путем погружения в расплав при определенных условиях (таких как продолжительность погружения в расплавленный алюминий) формирует на подложке слой интерметаллического соединения Al-Ti. Поэтому единственная стадия нанесения покрытия путем погружения в расплав может дать титановый материал, относящийся ко второму аспекту настоящего изобретения, или титановый материал, относящийся к третьему и четвертому аспектам настоящего изобретения. По этой причине является желательным, чтобы алюминийсодержащий слой формировался с помощью нанесения покрытия путем погружения в расплав в соответствии с девятым аспектом настоящего изобретения.
В соответствии с настоящим изобретением нанесение покрытия путем погружения в расплав рекомендуется как один из путей формирования алюминийсодержащего слоя. Получаемый алюминийсодержащий слой изменяется по своим характерным свойствам (таким как адгезия и толщина) в зависимости от продолжительности погружения, а также от скорости, с которой подложка извлекается из ванны для нанесения покрытия. По этой причине является желательным, чтобы титановая подложка извлекалась из ванны для нанесения покрытия со скоростью 1-20 см/сек в соответствии с одиннадцатым аспектом настоящего изобретения. Причина этого поясняется ниже.
Нанесение покрытия путем погружения в расплав формирует алюминийсодержащий слой, который изменяется по толщине в зависимости от положения, в том случае, если подложка извлекается со слишком высокой скоростью. По мере извлечения подложки расплавленный алюминий, прилипший к подложке, стекает вниз до тех пор, пока подложка не охладится. Таким образом полученная пленка является более толстой в нижней части, чем в верхней части.
Если скорость извлечения является меньшей, чем 20 см/сек, расплавленный алюминий стекает вниз быстрее, чем эта скорость, и возвращается назад в ванну для нанесения покрытия. Таким образом не возникает различий в толщине между верхней и нижней частями подложки. По этой причине является желательным, чтобы подложка извлекалась со скоростью менее 20 см/сек.
Если скорость извлечения составляет 1 см/сек, то извлечение занимает 100 секунд на подложку длиной 1 метр. Это означает, что продолжительность погружения сильно изменяется от верхней части к нижней части. (Продолжительность погружения обычно составляет 1-2 минуты). Продолжительное погружение способствует реакции между титановой подложкой и расплавленным алюминием, тем самым уменьшая толщину титановой подложки. По этой причине скорость извлечения должна быть большей, чем 1 см/сек.
Более того, скорость извлечения должна предпочтительно находиться в пределах 2-15 см/сек с тем, чтобы уменьшить разброс в толщине покрытия и предотвратить утончение титановой подложки.
В случае, когда титановая подложка извлекается из ванны для нанесения покрытия со скоростью 1-20 см/сек, как рассмотрено выше, сформированный на ней алюминийсодержащий слой имеет ограниченный разброс по толщине от верхней части до нижней части. Разброс по толщине определяется следующим образом. Когда толщину измеряют в трех точках (на расстоянии 14 мм друг от друга), выбранных в продольном направлении титанового материала на алюминийсодержащем слое, различие толщины в средней точке и толщины в двух наружных точках не превышает 30% от толщины в средней точке. Титановый материал, как описано выше, имеет сформированный на нем алюминийсодержащий слой, который является однородным по толщине. По этой причине он имеет однородную стойкость к окислению и однородную толщину, как определяет десятый аспект настоящего изобретения.
Алюминийсодержащий слой, сформированный с помощью нанесения покрытия путем погружения в расплав, может иметь участки без покрытия или может быть не сплошным, что варьируется в зависимости от состояния подложки и от скорости извлечения подложки из ванны для нанесения покрытия. Во время отверждения на титановой подложке расплавленный алюминий реагирует с атмосферным воздухом с образованием тонкой оксидной пленки на его наружной поверхности. Эта оксидная пленка уменьшает блеск поверхности. Авторы настоящего изобретения осуществили интенсивные исследования, направленные на решение этой проблемы. В результате было обнаружено, что алюминийсодержащий слой освобождается от дефектов (таких как участки без покрытия и несплошные участки), если он подвергается дробеструйной обработке с помощью твердых частиц (таких как мелкие стеклянные или металлические шарики) после того, как он был сформирован с помощью нанесения покрытия путем погружения в расплав. Это приводит к повышению стойкости к окислению. Обнаружено также, что такая дробеструйная обработка удаляет поверхностную оксидную пленку и придает поверхности металлический зеркальный блеск. Оксидная пленка, которая должна удаляться с помощью дробеструйной обработки, является гораздо более толстой по сравнению с естественной оксидной пленкой, поскольку она включает в себя оксидную пленку, сформированную на поверхности расплавленного алюминия при извлечении подложки из ванны для нанесения покрытия. После того как такая толстая оксидная пленка удаляется путем дробеструйной обработки, формируется очень тонкая естественная оксидная пленка, которая не портит глянцевой поверхности.
По этой причине, в соответствии с двенадцатым аспектом настоящего изобретения, является желательным, чтобы алюминийсодержащий слой подвергался дробеструйной обработке с помощью твердых частиц после того, как он был сформирован с помощью нанесения покрытия путем погружения в расплав. Такая дробеструйная обработка устраняет дефекты в алюминийсодержащем слое, тем самым повышая его стойкость к окислению. Более того, такая дробеструйная обработка удаляет поверхностную пленку оксида, тем самым обеспечивая металлический зеркальный блеск.
При рассмотренной выше дробеструйной обработке используют твердые частицы с более высокой твердостью, чем у алюминия. Однако избыточно твердые частицы оставляют царапины на алюминийсодержащем слое. Адекватная твердость твердых частиц должна быть более низкой, чем твердость оксида алюминия, предпочтительно - ниже, чем твердость стекла. Твердые частицы должны иметь размер №100, который является повсеместно принятым в обычной дробеструйной обработке. Этот размер частиц является эквивалентом диаметру частиц в сотни микрометров. Диаметр частиц более 10 мкм является желательным ввиду того, что избыточно малые частицы эффективно не заполняют участки без покрытия под действием удара. Дробеструйная обработка может легче всего осуществляться путем эжекции твердых частиц под действием сжатого воздуха. Давление воздуха должно быть ниже 5 кг/см2, предпочтительно - ниже 3 кг/см2. Дробеструйная обработка с помощью избыточно высокого давления воздуха соскребает алюминийсодержащий слой.
Как рассмотрено выше, титановый материал, относящийся к аспектам настоящего изобретения с первого по десятый, является превосходным по стойкости к окислению и получается путем поверхностной обработки (такой как нанесение покрытия путем погружения в расплав), обеспечивающей экономичное и простое формирование стойкого к окислению слоя на поверхности сложной формы, такой как внутренняя поверхность трубы. По этой причине такой материал найдет использование в качестве составляющего компонента (конструкционного материала) долговечной выхлопной трубы для двух- и четырехколесных транспортных средств, как определено в тринадцатом аспекте настоящего изобретения.
В том случае, когда титановый материал по настоящему изобретению применяется в выхлопной трубе, является желательным, чтобы алюминийсодержащий слой формировался на обеих сторонах выхлопной трубы. В дополнение к этому алюминийсодержащий слой может быть сформирован до или после формования подложки в виде трубы.
ПРИМЕРЫ
Настоящее изобретение будет далее описываться более подробно со ссылками на следующие примеры и сравнительные примеры, которые не предназначены для ограничения его рамок. Различные изменения и модификации могут быть проделаны в изобретении без отклонения от его духа и рамок.
Пример 1 и сравнительный пример 1
Образцы титанового материала с алюминийсодержащим слоем (для стойкости к окислению), имеющим представленный в таблице 1 состав, получали из подложки из чистого титана (типа 1 согласно японским промышленным стандартам (JIS), толщиной 1 мм) с помощью нанесения покрытия путем погружения в расплав, осаждения из паровой фазы или напыления краски, содержащей алюминиевые частицы. Для формирования алюминийсодержащего слоя нанесение покрытия путем погружения в расплав осуществляли путем погружения подложки в расплавленный алюминий, при этом температура ванны составляла 700-750°C, а продолжительность погружения составляла 5-20 минут.
Не все образцы имеют промежуточный слой интерметаллического соединения Al-Ti, который сформирован на границе раздела между подложкой и алюминийсодержащим слоем. Каждый образец анализировали с помощью EPMA для того, чтобы увидеть, существует ли промежуточный слой.
Между прочим, таблица 1 демонстрирует (в столбце "состав") состав алюминийсодержащего слоя. Обозначение "Al100" для образцов №№2 и 3 указывает на то, что они состоят из 100 мас.% алюминия и неизбежных примесей. Обозначение "Al95Ti5" для образца №4 указывает на то, что он состоит из 95 мас.% алюминия и 5 мас.% титана и неизбежных примесей. Обозначение "Al95Si5" для образца №6 указывает на то, что он состоит из 95 мас.% алюминия и 5 мас.% кремния и неизбежных примесей. Другие составы в таблицах 2 и 3 должны интерпретироваться таким же образом, как и приведенные выше.
Состав алюминийсодержащего слоя может подбираться путем регулировки количества кремния или железа, которое должно добавляться в ванну для нанесения покрытия в случае нанесения покрытия путем погружения в расплав, или с помощью регулировки количества компонентов, которые должны испаряться в случае осаждения из паровой фазы.
Титановые материалы, полученные таким образом, подвергали воздействию атмосферы при 800°C в течение 100 часов для исследования высокотемпературного окисления. Измеряли их толщину до и после исследования, и вычисляли связанные с окислением потери толщины. Таким образом образцы оценивали на стойкость к окислению. Исследование высокотемпературного окисления также осуществляли на чистом титане таким же образом, как рассмотрено выше, с тем, чтобы оценить его стойкость к окислению.
Результаты представлены в таблице 1. Из таблицы 1 заметно, что для образца №1 (чистый титан без стойкого к окислению слоя) толщина уменьшается на 200 мкм в результате окисления при исследовании высокотемпературного окисления. Это говорит о плохой стойкости к окислению. Для образца №5 (для сравнения) толщина уменьшалась на 150 мкм. Это говорит о небольшом повышении стойкости к окислению.
В противоположность этому для образца №7 толщина уменьшалась на меньшую величину. Это говорит о хорошей стойкости к окислению. Для образцов №№2, 3, 4, 6 и 8 толщина уменьшалась на гораздо меньшую величину. Это говорит об очень хорошей стойкости к окислению.
Заметно, что образцы №№2, 3, 4, 6 и 8 имеют лучшую стойкость к окислению (или имеют меньшее уменьшение толщины) в соответствии с тем, как увеличивается общее количество алюминия и кремния (или количество только алюминия, если кремния не содержится) в алюминийсодержащем слое.
Заметно, что для образца №5 (для сравнения), который содержит избыточно большое количество титана в алюминийсодержащем слое, толщина уменьшалась очень сильно, поскольку вместо защитного оксида алюминия преимущественно кристаллизовались крупные зерна оксида титана.
Пример 2
Образцы титанового материала с алюминийсодержащим слоем (для стойкости к окислению) получали из подложки из чистого титана (типа 1 согласно JIS, толщиной 1 мм) и подложки из титанового сплава, содержащего алюминий (с различным содержанием алюминия), с помощью нанесения покрытия путем погружения в расплав. Алюминийсодержащий слой имел состав, обозначенный "Al100" в таблице 2, то есть он состоял из 100 мас.% алюминия. Нанесение покрытия путем погружения в расплав осуществляли таким же способом, как и в примере 1. В таблице 2 столбец "подложка" показывает состав подложки. Обозначение "Ti-1,5Al" указывает на то, что подложка представляет собой титановый сплав, состоящий из титана и 1,5 мас.% алюминия, при этом остаток представляет собой неизбежные примеси. Другие составы в таблицах 2 и 3 должны интерпретироваться таким же образом, как и приведенный выше.
Полученный таким образом титановый материал подвергали исследованию на 90° изгиб, которое вызывает отслоение на углу. Адгезию между подложкой и алюминийсодержащим слоем оценивали по степени отслоения.
Титановый материал, который подвергался исследованию на 90° изгиб, подвергали исследованию высокотемпературного окисления таким же самым способом, как и в примере 1. Стойкость к окислению образца оценивали таким же образом, как рассмотрено выше. Результаты представлены в таблице 2. Из таблицы 2 заметно, что образец №6 (для сравнения), в котором подложка представляет собой титановый сплав, обозначенный как "Ti-15Al" (т.е. состоящий из титана и 15 мас.% алюминия), при исследовании на изгиб страдает образованием трещин в подложке. Заметно также, что образец №1, в котором подложка представляет собой чистый титан, не страдает образованием трещин в подложке, но страдает от отслоения.
В противоположность этому образцы №№2-5, в которых подложка представляет собой титановый сплав, содержащий 0,5-10 мас.% алюминия, не страдала от отслоения при исследовании на изгиб. Это говорит о хорошей адгезии между подложкой и алюминийсодержащим слоем.
Между прочим, все образцы №№2-5, как обнаружено, являются превосходными по стойкости к окислению, так как характеризуются очень малыми потерями по толщине. Они являются почти одинаковыми по стойкости к окислению, так как характеризуются небольшими различиями в уменьшении толщины.
Пример 3
Подложку из чистого титана (типа 1 согласно JIS, толщиной 1 мм) и подложку из сплава Ti-1,5Al подвергали ионному нитридированию, так что на наружной поверхности подложки формировался азотсодержащий слой. Содержание азота в азотсодержащем слое изменялось и определялось с помощью EPMA.
Образцы титанового материала с алюминийсодержащим слоем (для стойкости к окислению) получали с помощью нанесения покрытия путем погружения в расплав из подложки, на которой уже был сформирован азотсодержащий слой. Алюминийсодержащий слой имел состав, обозначенный "Al100" в таблице 3, то есть он состоял из 100 мас.% алюминия. Нанесение покрытия путем погружения в расплав осуществляли таким же образом, как и в примере 1.
Полученные таким образом титановые материалы исследовали на стойкость к окислению с помощью исследования высокотемпературного окисления таким же способом, как и в примере 1. В некоторых образцах на границе раздела между подложкой и алюминийсодержащим слоем во время нагрева при исследовании высокотемпературного окисления формируется слой нитрида алюминия. Для подтверждения присутствия или отсутствия слоя нитрида алюминия образец из такого же титанового материала, как рассмотрено выше, нагревали таким же образом, как и при исследовании высокотемпературного окисления, а затем охлаждали, и поперечное сечение охлажденного образца исследовали с помощью ПЭМ (просвечивающего электронного микроскопа).
Результаты представлены в таблице 3. Из таблицы 3 заметно, что образцы №№1 и 7, которые не имели азотсодержащего слоя на поверхностном слое подложки, при исследовании высокотемпературного окисления вообще не формировали слоя нитрида алюминия на границе раздела между подложкой и алюминийсодержащим слоем (для стойкости к окислению) вне зависимости от того, является ли подложка чистым титаном или сплавом Ti-1,5Al. Заметно также, что образцы №№2, 3, 8 и 9 не формировали слоя нитрида алюминия на границе раздела между подложкой и алюминийсодержащим слоем во время исследования высокотемпературного окисления, если содержание азота в азотсодержащем слое на поверхности подложки составляло 2-15 атом.% (что не удовлетворяет требованию относительно 20-50 атом.%).
Образцы №№2, 3, 8 и 9 уменьшались по толщине вследствие окисления при исследовании высокотемпературного окисления согласно данным, представленным в таблице 3.
В противоположность этому образцы №№4-6 и 10-12 во время нагрева при исследовании высокотемпературного окисления образовывали слой нитрида алюминия на границе раздела между подложкой и алюминийсодержащим слоем, поскольку на поверхности подложки формируется азотсодержащий слой, содержащий 27-48 атом.% азота (что удовлетворяет требованию относительно 20-50 атом.%).
Образцы №№4-6 и 10-12 при исследовании высокотемпературного окисления давали результаты, представленные в таблице 3. Образцы №№4-6 и 10-12 являются превосходным по стойкости к окислению (с малым уменьшением толщины, связанным с окислением при исследовании высокотемпературного окисления) по сравнению с образцами №№2, 3, 8 и 9, в которых азотсодержащий слой отсутствует или содержание азота в азотсодержащем слое составляет 2-15 атом.%.
Для этих титановых материалов (образцы №№4-6 и 10-12) увеличение стойкости к окислению и понижение потерь толщины, связанных с окислением при исследовании высокотемпературного окисления, происходит в соответствии с увеличением содержания азота в азотсодержащем слое, сформированном на поверхности подложки.
Пример 4 и сравнительный пример 2
Образцы титанового материала с алюминийсодержащим слоем (для стойкости к окислению) получали из подложки из чистого титана (типа 1 согласно JIS, толщиной 1 мм) с помощью нанесения покрытия путем погружения в расплав. Нанесение покрытия путем погружения в расплав осуществляли путем погружения подложки в расплавленный алюминий, при этом температура ванны составляла 750°C, а продолжительность погружения находилась в пределах от 0,1 до 60 минут. Не все образцы имели промежуточный слой интерметаллического соединения Al-Ti, который формируется на границе раздела между подложкой и алюминийсодержащим слоем. Каждый образец анализировали с помощью EPMA (таким же способом, как и в примере 1) для того, чтобы увидеть, существует ли промежуточный слой.
Подложку из чистого титана плакировали алюминиевым листом с получением плакированного алюминием титанового материала. Этот продукт нагревали в атмосфере при 500°C в течение 60 минут для формирования слоя интерметаллического соединения Al-Ti на границе раздела между подложкой (из чистого титана) и алюминиевым листом. Полученный продукт исследовали на элементный анализ с помощью EPMA таким же образом, как рассмотрено выше, для подтверждения присутствия слоя интерметаллического соединения.
Полученный таким образом титановый материал подвергали исследованию на 90° изгиб. Адгезию между подложкой и алюминийсодержащим слоем или алюминиевым листом оценивали по степени отслоения на углу.
После исследования на изгиб титановый материал подвергали исследованию высокотемпературного окисления (в атмосфере при 800°C в течение 100 час) таким же образом, как и в примере 1. Стойкость к окислению образца оценивали по величине уменьшения толщины в изогнутой части вследствие окисления при исследовании высокотемпературного окисления.
Результаты представлены в таблице 4. Фиг.1 представляет собой фотографию, сделанную с помощью электронного микроскопа и изображающую границу раздела (и область вблизи нее) между подложкой и алюминийсодержащим слоем. Эта фотография была сделана после нанесения покрытия путем погружения в расплав и перед исследованием на изгиб. Образец для фиг.1 брали из образца №3, описанного в таблице 4. На фиг.1 заметно, что титановый материал состоит из подложки и алюминийсодержащего слоя с расположенным между ними промежуточным слоем из Al3Ti.
Из таблицы 4 заметно, что образец №1, который получали путем погружения подложки (из чистого титана) в ванну для нанесения покрытия в течение 0,1 минуты, не давал слоя интерметаллического соединения на границе раздела между подложкой и алюминийсодержащим слоем, и при этом на поверхности подложки также сохранялась оксидная пленка.
В противоположность этому образцы №№2-6 и 8, для которых продолжительность погружения была увеличена, давали слой интерметаллического соединения (Al3Ti) на границе раздела между подложкой и алюминийсодержащим слоем. Заметно также, что слой Al3Ti становится толще в соответствии с тем, как увеличивается продолжительность погружения.
Образец №1, в котором слой интерметаллического соединения Al-Ti на границе раздела между подложкой и алюминийсодержащим слоем отсутствует, страдал от отслоения при исследовании на изгиб. В противоположность этому образцы №№2-6 имели слой Al3Ti на границе раздела между подложкой и алюминийсодержащим слоем. Слой Al3Ti имел толщину 1-10,5 мкм (которая удовлетворяет требованию для средней толщины в 0,5-15 мкм). Он также демонстрировал хорошую адгезию с подложкой без отслоения при исследовании на изгиб. Образец №8 имел слой Al3Ti на границе раздела между подложкой и алюминийсодержащим слоем. Однако слой Al3Ti имел толщину 20 мкм (что не удовлетворяет требованию для средней толщины в 0,5-15 мкм). По этой причине он страдал от частичного отслоения при исследовании на изгиб.
Образец №7 представляет собой плакированный алюминием титановый материал, который имеет слой (толщиной 8,6 мкм) интерметаллического соединения Al-Ti (включая Ti3Al, TiAl и Al3Ti) на границе раздела между подложкой (из чистого титана) и алюминиевым листом. Этот титановый материал страдал от частичного отслоения при исследовании на изгиб.
После исследования на изгиб титановый материал подвергали исследованию высокотемпературного окисления, которое дало результаты, показанные в таблице 4. По сравнению с образцом №7 (плакированный алюминием титановый материал), образцы №№2-6 демонстрировали лучшую стойкость к окислению с меньшей величиной уменьшения толщины при исследовании высокотемпературного окисления. Это говорит о том, что образцы №№2-6 являются превосходным по стойкости к окислению, а также по адгезии между подложкой и алюминийсодержащим слоем.
Образцы №№3 и 4 являются особенно превосходными по стойкости к окислению, поскольку слой Al3Ti имеет толщину 2,5-4,5 мкм, которая удовлетворяет требованию для толщины от 1 до 5 мкм. Это говорит о том, что образцы №№3 и 4 являются особенно превосходным по стойкости к окислению, а также по адгезии между подложкой и алюминийсодержащим слоем.
Заметно, что образцы №№2-4 имеют повышенную стойкость к окислению пропорционально толщине слоя Al3Ti.
Между прочим, образец №1 в таблице 4 является сходным или идентичным по структуре образцу №1 в таблице 2 и образцам №№3-5 в таблице 1. По этой причине первый из них демонстрирует такую же хорошую стойкость к окислению, как и последние, перед исследованием на изгиб, которое осуществляется после того, как с помощью нанесения покрытия путем погружения в расплав был сформирован алюминийсодержащий слой. Однако из таблицы 4 заметно, что образец №1 является плохим по стойкости к окислению (с большой величиной уменьшения толщины) при исследовании стойкости к высокотемпературному окислению, которое следует после исследования на изгиб. Причина этого заключается в том, что образец страдает отслоением при исследованиях на изгиб, и образец с отслоением подвергается исследованию стойкости к высокотемпературному окислению, которое вызывает уменьшение толщины из-за окисления.
Пример 5 и сравнительный пример 3
Лист из чистого титана (с размерами 30 см на 10 см и толщиной 1 мм) погружали в расплавленный алюминий (содержащий примерно 2% железа в качестве примеси) при температуре ванны 700°C. Титановый лист извлекали в его продольном направлении со скоростью 0,05-50 см/сек. Полученный таким образом титановый материал исследовали на толщину алюминийсодержащего слоя в верхней части (1 см от верха), в средней части (15 см от верха) и в нижней части (29 см от верха).
Результаты представлены в таблице 5. Заметно, что алюминийсодержащий слой становится толще в соответствии с тем, как увеличивается скорость извлечения из ванны для нанесения покрытия. Эта тенденция является более заметной в нижней части. Другими словами, различие в толщине увеличивается сверху вниз.
В случае, когда скорость извлечения составляет 50 см/сек, различие между толщиной в верхней части и толщиной в средней части составляет 31,2% [=100×(80-55)/80] от толщины в средней части, а различие между толщиной в средней части и толщиной в нижней части составляет 150% от толщины в средней части. В случае, когда скорость извлечения равна 30 см/сек, различие между толщиной в верхней части и толщиной в средней части составляет 27,7% от толщины в средней части, а различие между толщиной в средней части и толщиной в нижней части составляет 38,5% от толщины в средней части.
В случае, когда скорость извлечения составляет 15 см/сек, различие между толщиной в верхней части и толщиной в средней части равно 20% [=100×(55-44)/55] от толщины в средней части, а различие между толщиной в средней части и толщиной в нижней части равно 18,2% от толщины в средней части. Указанные проценты в случае использования скорости в 15 см/сек являются меньшими, чем проценты в случае 50 см/сек или 30 см/сек.
В случае, когда скорость извлечения равна 10 см/сек, различие между толщиной в верхней части и толщиной в средней части, а также различие между толщиной в средней части и толщиной в нижней части являются меньшими, чем различия в случае том случае, когда скорость извлечения равна 15 см/сек. Подобным же образом в случае, когда скорость извлечения равна 2 см/сек, различие между толщиной в верхней части и толщиной в средней части, а также различие между толщиной в средней части и толщиной в нижней части являются меньшими, чем различия в том случае, когда скорость извлечения равна 10 см/сек.
Скорость извлечения в 15 см/сек, 10 см/сек или 2 см/сек удовлетворяет тому требованию (указанному в одиннадцатом аспекте настоящего изобретения), что титановый материал должен извлекаться из ванны для нанесения покрытия из расплавленного металла со скоростью 1-20 см/сек. Из указанного выше и из таблицы 5 очевидно, что образцы удовлетворяют тому требованию (указанному в десятом аспекте настоящего изобретения), что при измерении толщины в трех точках (на расстоянии 14 мм друг от друга), выбранных в продольном направлении титанового материала на алюминийсодержащем слое, различие между толщиной в средней точке и толщиной в двух наружных точках не должно превышать 30% от толщины в средней точке.
В том случае, когда скорость извлечения составляет 0,05 см/сек, различие между толщиной в верхней части и толщиной в средней части составляет 2% от толщины в средней части, а различие между толщиной в средней части и толщиной в нижней части составляет 6,1% от толщины в средней части. Другими словами, алюминийсодержащий слой имеет однородную толщину, однако получаемый титановый материал становится тонким вследствие избыточного взаимодействия между титановой подложкой и алюминием, поскольку продолжительность погружения сильно различается для верхней части и нижней части.
Пример 6 и сравнительный пример A
Лист из чистого титана (размером 30 см на 10 см и толщиной 1 мм) погружали в расплавленный алюминий (содержащий примерно 2% железа в качестве примеси) при температуре ванны 700°C. Титановый лист извлекали в его продольном направлении со скоростью 3 см/сек. Полученный таким образом титановый материал подвергали дробеструйной обработке с помощью стеклянных шариков (в качестве твердых частиц). Давление воздуха при дробеструйной обработке составляло 2 кг/см2, а продолжительность дробеструйной обработки составляла 10 секунд.
Титановый материал, который подвергали дробеструйной обработке, обозначен как "титановый материал A". При исследовании окисления этот образец подвергали воздействию атмосферы при 800°C в течение 100 часов. Стойкость образца к окислению оценивали по изменению массы, измеряемой до и после исследования окисления. Второй образец, обозначенный как "титановый материал B", получали таким же способом, как рассмотрено выше, за исключением того, что он не подвергается дробеструйной обработке. Стойкость к окислению этого образца оценивали таким же способом, как рассмотрено выше.
Обнаружено, что "титановый материал B" вследствие окисления набирал массу 3 мг/см2 , в то время как "титановый материал A" вследствие окисления набирал массу 1,9 мг/см3. Очевидно, что последний из них превосходит первый по стойкости к окислению.
Эти образцы были исследованы на состояние поверхности путем визуального наблюдения. "Титановый материал A" (с дробеструйной обработкой) выглядел лучше (благодаря металлическому зеркальному блеску), чем "титановый материал B" (без дробеструйной обработки).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения покрытий на основе МАХ-фазы состава TiAlN на керамике из нитрида титана | 2024 |
|
RU2831290C1 |
| ПОВЕРХНОСТНО ОБРАБОТАННЫЙ ТИТАНОВЫЙ МАТЕРИАЛ С ВЫСОКИМ СОПРОТИВЛЕНИЕМ ОКИСЛЕНИЮ, СПОСОБ ЕГО ПОЛУЧЕНИЯ И СИСТЕМА ВЫПУСКА ДВИГАТЕЛЯ | 2005 |
|
RU2308540C2 |
| ТИТАНОВЫЙ МАТЕРИАЛ И ВЫХЛОПНАЯ ТРУБА ДЛЯ ДВИГАТЕЛЯ | 2007 |
|
RU2410456C2 |
| СТАЛЬНОЙ ЛИСТ С ВЫСОКОЙ ОБРАБАТЫВАЕМОСТЬЮ, ИМЕЮЩИЙ ПОКРЫТИЕ ИЗ СПЛАВА НА ОСНОВЕ Al, ПОЛУЧЕННОЕ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2014 |
|
RU2656898C1 |
| МАТЕРИАЛ ИЗ ТИТАНОВОГО СПЛАВА, ИМЕЮЩИЙ ВЫСОКУЮ СТОЙКОСТЬ К АБСОРБЦИИ ВОДОРОДА | 2003 |
|
RU2291215C2 |
| ВЫСОКОЭФФЕКТИВНОЕ АНОДНОЕ ПОКРЫТИЕ ДЛЯ ПОЛУЧЕНИЯ ГИПОХЛОРИТА | 2005 |
|
RU2379380C2 |
| СПОСОБ НАНЕСЕНИЯ АЛЮМИНИДА ТИТАНА И ИЗДЕЛИЕ С ПОВЕРХНОСТЬЮ ИЗ АЛЮМИНИДА ТИТАНА | 2012 |
|
RU2619419C2 |
| ГОРЯЧЕПРЕССОВАННЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2509827C9 |
| МЕХАНИЧЕСКИ ЛЕГИРОВАННЫЙ МАТЕРИАЛ ДЛЯ МЕТАЛЛИЧЕСКОГО ГАЗОТЕРМИЧЕСКОГО ПОКРЫТИЯ И ИСПОЛЬЗУЮЩИЙ ЕГО СПОСОБ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 2018 |
|
RU2774991C2 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА | 2018 |
|
RU2697749C1 |
Изобретение относится к области металлургии, а именно к титановым материалам, предназначенным для изготовления выхлопной трубы транспортного средства. Предложен титановый материал, способ его производства и выхлопная труба, изготовленная из титанового материала. Титановый материал содержит подложку из чистого титана или титанового сплава и алюминийсодержащий слой, сформированный на поверхности подложки. Алюминийсодержащий слой по меньшей мере частично сформирован на поверхности подложки, имеет толщину не менее 1 мкм, содержит не менее 90 мас.% алюминия или алюминия и кремния, при этом содержание кремния составляет 1-20 мас.% от общего количества алюминия и кремния. Способ включает формирование алюминийсодержащего слоя на подложке из чистого титана или титанового сплава. Алюминийсодержащий слой на подложке формируют на подложке с помощью нанесения покрытия путем погружения подложки в ванну для нанесения покрытия с расплавом алюминия и извлечения подложки со скоростью 1-20 см/сек. Технический результат - создание титанового материала с высокой стойкостью к окислению. 4 н. и 10 з.п. ф-лы, 1 ил., 5 табл.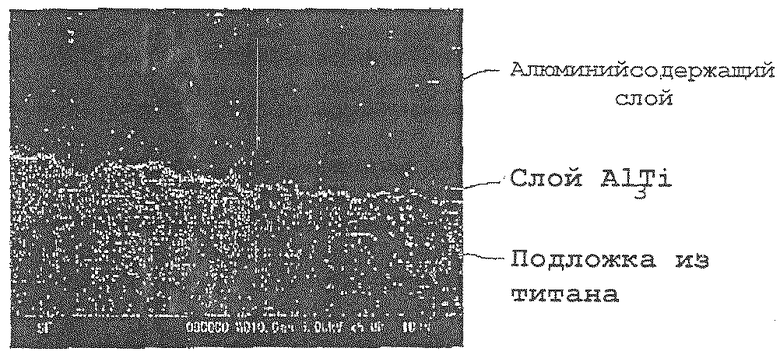
| US 4046304 A, 06.09.1977 | |||
| US 3881880 A, 06.05.1975 | |||
| 0 |
|
SU186244A1 | |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ВНУТРЕННЮЮ И ВНЕШНЮЮ ПОВЕРХНОСТИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2048594C1 |

