Изобретение относится к трем соединенным посредством сварного соединения деталям и к способу изготовления такого соединения.
Сварные соединения трех деталей весьма широко распространены.
Они возникают, например, всегда тогда, когда две детали точно без смещения кромок приваривают друг к другу с помощью центрирующей втулки. При этом, например, один конец первой детали и один конец второй детали надевают на центрирующую втулку так, что оба конца плотно прилегают друг к другу. Центрирующая втулка имеет для этого форму, соответствующую форме концов. Затем, например, посредством сварочной горелки выполняют единственный кольцеобразный сварной шов.
Почти идентичное сварное соединение используют тогда, когда посредством защиты ванны следует воспрепятствовать провисанию корневого слоя или просачиванию расплавленного в процессе сварки материала в образованное двумя соединяемыми деталями внутреннее пространство. Форма защиты ванны, в основном, соответствует форме центрирующего кольца.
Аналогичное сварное соединение возникает, конечно, тогда, когда между собой соединены три детали, примыкающие друг к другу по линии соединения.
Во всех названных случаях сварной шов образует замкнутую линию. При этом очень часто возникает та проблема, что там, где конец сварного шва приходится на начало сварного шва, образуются поры. Поры в сварном шве приводят к снижению механической прочности и коррозионной стойкости сварного соединения. Кроме того, может ухудшиться прочность соединения на сжатие. Последнее создает, например, проблемы, когда сварное соединение образует часть прочного на сжатие кожуха.
Правда, частоту порообразования можно значительно уменьшить за счет резкого замедления процесса сварки, например, до скоростей сварки менее 6 см/мин, однако это во многих областях является нерентабельным. Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является сварное соединение и способ его изготовления, известные из патента ЕР 1025943 А. В указанном патенте раскрыт способ сварки для изготовления сварного соединения, при котором промежуточный элемент закрепляют посредством точечной сварки на кромке свариваемой детали. При этом промежуточный элемент изготовлен из того же материала, что и свариваемая деталь. Свариваемая деталь соединяется вместе с промежуточным элементом в виде направляющей детали и затем они свариваются друг с другом аргонно-дуговой сваркой. Аргон подводится через отверстия в промежуточном элементе. Промежуточный элемент или промежуточная деталь перед свариванием покрывается хромовым слоем.
Сварному шву, полученному согласно вышеприведенному патенту, присущи недостатки известного уровня техники.
Задачей изобретения является создание трех деталей, соединенных между собой посредством лишенной пор сварки.
Поставленная задача решается тем, что сварное соединение образовано первой, второй и третьей деталями, которые соединены между собой посредством единственного замкнутого сварного шва и из которых одна деталь имеет в начальной и конечной точках сварного шва выемку, служащую для дегазации сварочной ванной со стороны корня.
Согласно первому варианту выполнения третья деталь представляет собой центрирующее кольцо, на которое надеты первая и вторая детали.
Согласно второму варианту выполнения третья деталь представляет собой предохранительное для ванны средство, на которое надеты первая и вторая детали.
Согласно третьему варианту выполнения первая деталь представляет собой мембрану, вторая деталь - трубу, а третья деталь - вставленный в трубу держатель.
Поставленная задача решается также тем, что способ изготовления сварного соединения согласно изобретению сводится к тому, что предварительно собирают первую, вторую и третью детали, сварку начинают в зоне выемки, непрерывно продолжают ее и заканчивают там, где она была начата в зоне выемки.
Изобретение и другие преимущества более подробно поясняются с помощью чертежей, на которых изображены три примера выполнения сварных соединений; одинаковые элементы обозначены на чертежах одними и теми же ссылочными позициями.
Фиг.1: сварное соединение двух цилиндрических деталей и центрирующего кольца или защиты ванны.
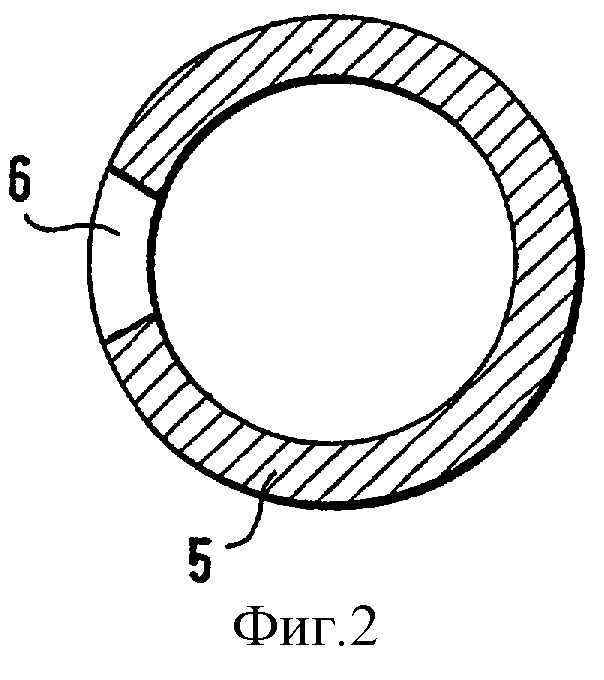
Фиг.2: разрез центрирующего кольца или защиты ванны в плоскости, обозначенной стрелкой А на фиг.1.
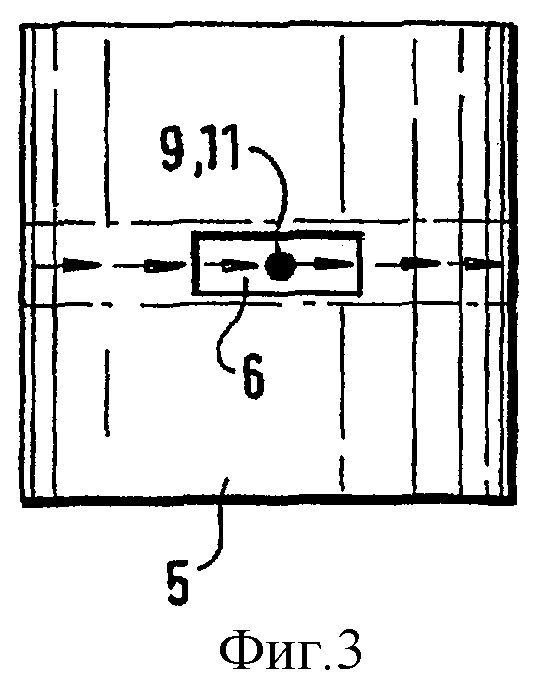
Фиг.3: вид центрирующего кольца или защиты ванны со стороны, обозначенной стрелкой А на фиг.1.
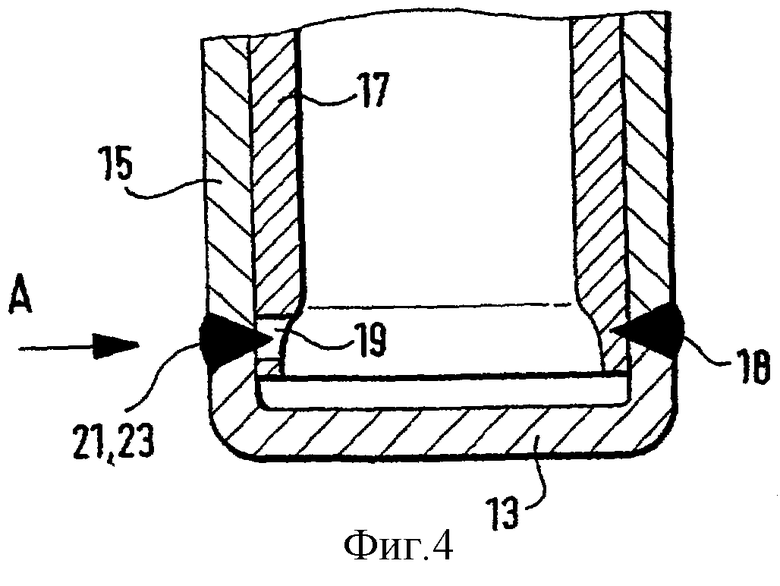
Фиг.4: сварное соединение мембраны, трубы и внутреннего держателя.
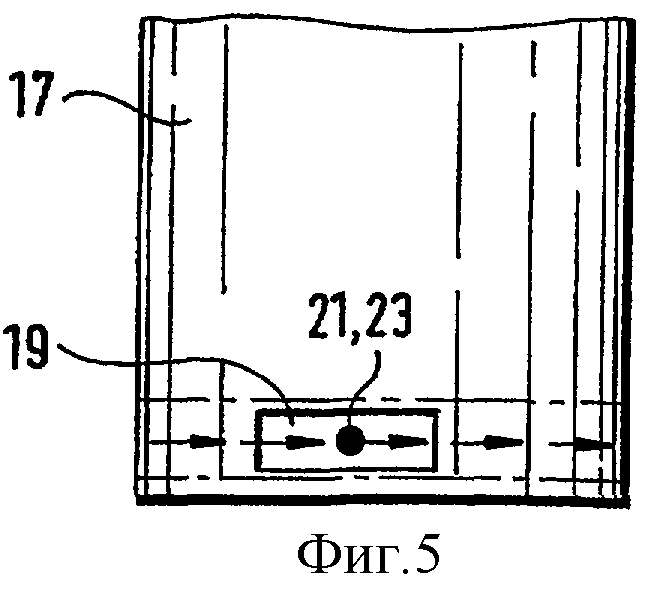
Фиг.5: вид держателя на фиг.4 со стороны, обозначенной стрелкой А на фиг.4.
На фиг.1 в разрезе изображено сварное соединение первой 1, второй 2 и третьей 3 деталей. Первая 1 и вторая 3 детали представляют собой цилиндры одинакового внутреннего диаметра, примыкающие друг другу своими концами. Третья деталь 5 также представляет собой цилиндр. Его наружный диаметр равен внутреннему диаметру первой 1 и второй 3 деталей.
Первая и вторая детали надеты на третью деталь 5 таким образом, что они плотно прилегают друг к другу и к третьей детали 5.
Третья деталь 5 имеет выемку 6, служащую для дегазации сварочной ванны со стороны корня в процессе сварки. На фиг.2 изображена в разрезе третья деталь 5 в плоскости, обозначенной стрелкой А на фиг.1. На фиг.3 изображен вид третьей детали 5 со стороны, обозначенной стрелкой А на фиг.1. Выемка 6 представляет собой в изображенном примере выполнения сквозной шлиц прямоугольного сечения. Три детали 1, 3, 5 соединены между собой замкнутым сварным швом 7. Сварной шов 7 здесь кольцеобразный и начинается в начальной точке 9, лежащей в зоне выемки 6. Преимущественно начальная точка 9 лежит в зоне середины выемки 6. В этой начальной точке 9 сваривают между собой первую 1 и вторую 3 детали. От нее (от точки 9) сварной шов 7 проходит вокруг трех деталей 1, 3, 5, соединяет их и заканчивается в конечной точке 11, равной начальной точке 9.
На фиг.3 положение сварного шва 7 обозначено стрелками. Направление стрелок указывает направление сварки в процессе сварки. Начальная 9 и конечная 11 точки сварного шва 7 лежат в выемке 6 и обозначены жирной точкой.
Сварное соединение согласно изобретению изготавливают за счет предварительной сборки трех деталей 1, 3, 5. После этого начинают сварку в зоне выемки 6, приставляя, например, сварочную горелку к начальной точке 9. Затем выполняют сварной шов 7, непрерывно продолжая сварку, и заканчивают там в конечной точке 11, где она была начата в зоне выемки 6.
В начальной 9 и конечной 11 точках возникает критическая точка возможного порообразования. У сварного соединения согласно изобретению поэтому именно в этом месте в третьей детали 5 имеется выемка 6. Выемка обеспечивает в процессе сварки достаточную дегазацию сварочной ванны со стороны корня. Этим гарантировано то, что практически пор больше не образуется. Сварное соединение обладает, тем самым, очень высокой механической прочностью и хорошей коррозионной стойкостью. Сварные соединения согласно изобретению могут использоваться поэтому также для реализации прочного на сжатие кожуха.
Изобретение имеет весьма многостороннее применение. Первая 1 и вторая 3 детали представляют собой, например, соединенные между собой части трубопровода. Точно так же первая 1 и вторая 3 детали могут представлять собой другие детали произвольной формы, например части корпуса измерительного прибора и т.п., имеющие цилиндрический конец.
Третья деталь 5 может быть, например, центрирующим кольцом, которое служит для точного расположения первой 1 и второй 3 деталей по отношению друг к другу без смещения кромок. Точно так же третья деталь 5 может быть защитой ванны, которая служит для предотвращения провисания корневого слоя или просачивания расплавленного материала во внутреннее пространство первой 1 и второй 3 деталей. Также первая 1 и вторая 3 детали могут быть надеты на защиту ванны.
На фиг.4 изображен другой пример выполнения сварного соединения согласно изобретению. Оно содержит первую 13, вторую 15 и третью 17 детали. Первая деталь 13 представляет собой мембрану, вторая деталь 15 - трубу, а третья деталь 17 - вставленный в трубу держатель. Мембрана чашеобразно замыкает трубу и прилегает торцевой поверхностью в форме кольцевой шайбы к такой же по форме торцевой поверхности трубы. Третья деталь 17, держатель, введена во вторую деталь 15 и плотно прилегает наружной боковой поверхностью в зоне обеих торцевых поверхностей к первой 13 и второй 15 деталям.
Мембрана является, например, частью датчика или измерительного преобразователя, труба представляет собой, например, монтажную трубу для закрепления датчика или измерительного преобразователя, а держатель может быть держателем для измерительной и/или обрабатывающей электроники.
На высоте обеих торцевых поверхностей проходит замкнутый сварной шов 18, которым между собой соединены первая 13, вторая 15 и третья 17 детали. Согласно изобретению и здесь одна деталь, в изображенном примере выполнения третья деталь 17, имеет выемку 19, которая находится в начальной 21 и конечной 23 точках сварного шва 18 и служит для дегазации сварочной ванны со стороны корня. На фиг.5 изображен вид держателя из фиг.4 со стороны, обозначенной стрелкой А на фиг.4.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки сформованной трубной заготовки с индукционным подогревом | 2017 |
|
RU2660540C1 |
| Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки | 2017 |
|
RU2668625C1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ С КОНТРОЛЕМ КАЧЕСТВА СТРУКТУРЫ СВАРНОГО ШВА И СПОСОБ СВАРКИ С КОНТРОЛЕМ КАЧЕСТВА СТРУКТУРЫ СВАРНОГО ШВА | 2014 |
|
RU2638140C2 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| Способ лазерно-дуговой сварки стыка заготовок из углеродистой стали с толщиной стенок 10-45 мм | 2017 |
|
RU2660791C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ПОСРЕДСТВОМ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЛЕНИЕМ | 1995 |
|
RU2136464C1 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |
| СТЫКОВОЕ ЗАМКОВОЕ СОЕДИНЕНИЕ | 1990 |
|
SU1697347A1 |
| Способ стыковой сварки труб | 2024 |
|
RU2831672C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО СОЕДИНЕНИЯ И ТРАНСПОРТНО-СКЛАДСКОЙ КОНТЕЙНЕР ДЛЯ КАССЕТ С ОТРАБОТАВШИМ ЯДЕРНЫМ ТОПЛИВОМ, ИЗГОТОВЛЕННЫЙ ЭТИМ СПОСОБОМ | 1995 |
|
RU2127656C1 |
Изобретения относятся к области сварки, в частности к сварному соединению и способу изготовления сварного соединения, и могут найти применение при изготовлении цилиндрических деталей в различных отраслях машиностроения. Сварное соединение состоит из первой, второй и третьей деталей, которые соединены между собой посредством замкнутого сварного шва. Одна из деталей в начальной и конечной точках сварного шва имеет выемку, служащую для дегазации сварочной ванны со стороны корня. Предварительно собирают первую, вторую и третью детали. Сварку начинают в зоне выемки, непрерывно продолжают ее и заканчивают там, где она была начата в зоне выемки. В результате получают сварное соединение, лишенное пор. 2 н. и 3 з.п. ф-лы, 5 ил.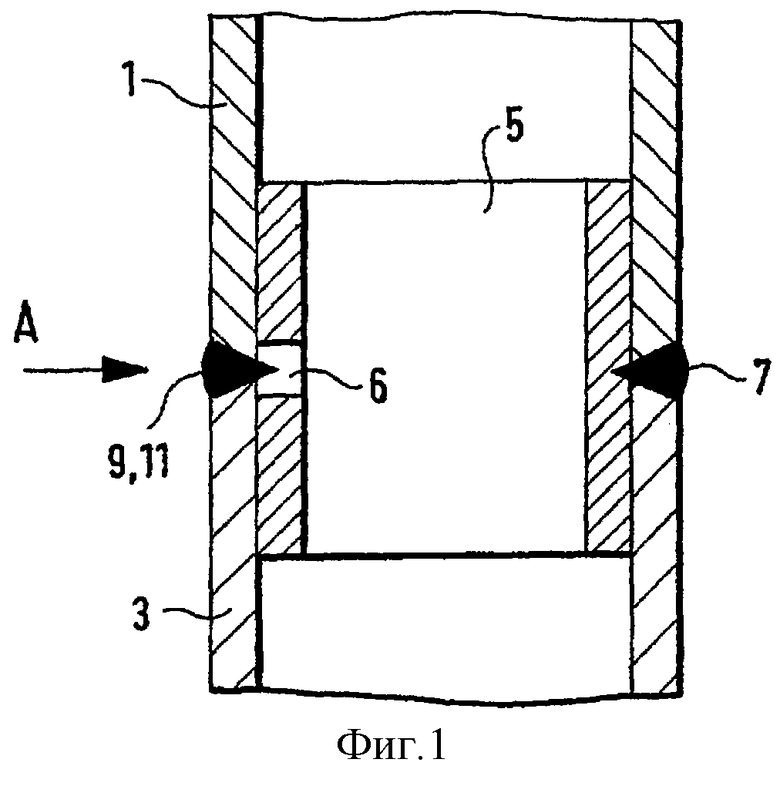
| Привод | 1981 |
|
SU1025943A1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО СОЕДИНЕНИЯ | 1999 |
|
RU2158668C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ БАЛЛОНОВ | 2000 |
|
RU2167019C1 |
| Планетарная передача | 1981 |
|
SU1025944A1 |
| Устройство для формирования корректирующего воздействия через привод программного регулятора | 1987 |
|
SU1427329A1 |
| JP 10263810 A, 10.06.1998. | |||

