Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству электролитического формования (гальванопластики). В частности, настоящее изобретение относится к устройству и способу для получения электролитическим формованием трубчатых элементов (известных как обжимные соединители или "манжеты"), которые могут быть использованы в соединительных разъемах для соединения оптических волокон или подобных средств.
Уровень техники
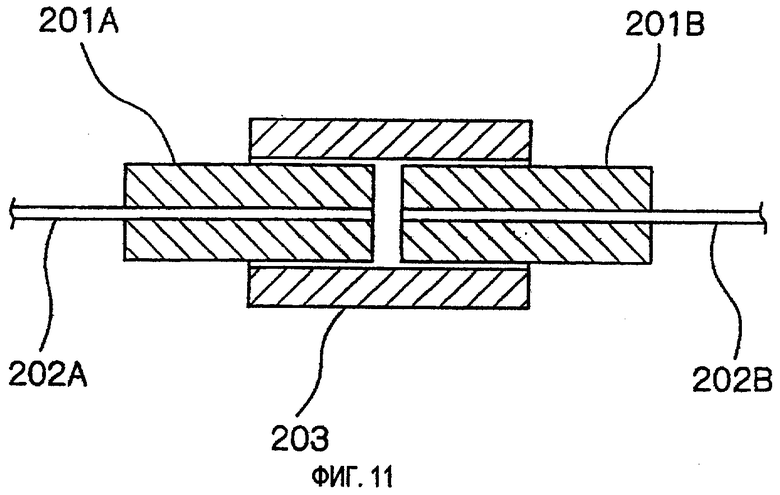
В соединительных разъемах волоконно-оптических кабелей трубчатые элементы (известные как обжимные соединители или "манжеты") используются для скрепления оптических волокон, которые должны соединяться друг с другом соосно в определенном положении. На фиг.11 показан пример соединения оптических волокон с использованием таких манжет. Как показано на этой фигуре, оптические волокна 202А и 202В вставлены соответственно в манжеты 201А и 201В. Манжеты 201А и 201В плотно вставлены в муфту 203 и расположены так, что соответствующие концы оптических волокон 202А и 202В обращены друг к другу.
В качестве таких манжет до сих пор использовались манжеты, выполненные из керамики. Однако керамические манжеты трудны для механической обработки и требуют больших затрат на их производство. При указанных обстоятельствах был предложен способ получения металлических манжет электролитическим формованием, раскрытый в публикациях WO 00/31574 и WO 01/48271, публикациях нерассмотренных японских заявок на патент (KOKAI) №№Sho 59-3859 и Hei 12-162470 и т.д. Например, в таком устройстве для получения манжет электролитическим формованием проволока, служащая в качестве элемента-шаблона для электролитического формования, помещается в заполнивший электролитическую ванну электролит для осуществления электролитического формования.
Между тем следует отметить, что соединение оптических волокон должно быть выполнено с чрезвычайно высокой степенью точности. Соответственно, манжеты, используемые для соединения оптических волокон, требуют чрезвычайно высокого качестве изготовления в отношении размеров (требуется точность в микронах или меньших единицах). В случае вышеуказанных традиционных устройств получения манжет, однако, трудно получить равномерный поток электролита через электролитическую ванну даже в том случае, если электролит перемешивается. По указанной причине плотность тока около проволоки не может регулироваться точно. Соответственно, имеют место ошибки в соосности электролитически формованной детали, образованной вокруг проволоки (т.е. соосности между трубчатой наружной формообразующей поверхностью электролитически формованной детали и ее полой частью), ее линейности, округлости участков наружной формообразующей поверхности и полой части электролитически формованной детали и т.д. Поэтому электролитически формованная деталь должна подвергаться затруднительному процессу изготовления, использующему прецизионную механическую обработку (например, бесцентровое проволочное устройство). Кроме того, поскольку неизбежно необходимо, чтобы удерживающий элемент для удерживания по меньшей мере одного конца проволоки был погружен в электролит, такой удерживающий элемент нежелательным образом взаимодействует с электролитом с образованием загрязнений. Таким образом, в известном устройстве трудно регулировать поток электролита, а удерживающий элемент неблагоприятным образом разрушается. Кроме того, для осуществления эффективного электролитического формования хорошего качества необходимо управление фильтрацией электролита. Однако до сих пор было трудно рациональным образом фильтровать электролит.
Настоящее изобретение выполнено с учетом вышеуказанных проблем, и поэтому целью настоящего изобретения является создание устройства электролитического формования и способа электролитического формования, которые способны удовлетворительно осуществлять процесс электролитического формования, требующий чрезвычайно высокой точности.
Другой целью настоящего изобретения является создание устройства электролитического формования и способа электролитического формования, которые способны минимизировать образование загрязнений в электролите для электролитического формования.
Еще одной целью настоящего изобретения является создание устройства электролитического формования и способа электролитического формования, которые способны рациональным образом фильтровать электролит для электролитического формования.
Раскрытие изобретения
Устройство электролитического формования согласно настоящему изобретению включает в себя:
электролитическую ванну (например, электролитическую ванну 1 или 101), имеющую отверстие в ее верхней части;
средство подачи электролита (например, питающий трубопровод 4, регулирующую емкость 5 и циркуляционный насос 6) для подачи электролита для электролитического формования в электролитическую ванну;
переливающийся слой (например, переливающийся слой 10 или 110), образованный поверх отверстия электролитической ванны электролитом, переливающимся через край ванны из этого отверстия;
позиционирующее средство (например, устройство 20 транспортирования удерживающего приспособления, а также само удерживающее приспособление 30) для позиционирования элемента-шаблона (например, шины 25 или 125) для электролитического формования в переливающемся слое;
первый электрод (например, электроды 36 и 38), соединенный с элементом-шаблоном/второй электрод (например, анодный электрод 54), предусмотренный в электролитической ванне;
источник электропитания (например, программируемый источник 53 электропитания) для приложения напряжения между первым и вторым электродами; и
формующее средство для формования электролитически формуемой детали, образуемой вокруг периферии элемента-шаблона, на конце указанного переливающегося слоя при регулировании скорости истечения электролита на конце указанного переливающегося слоя.
Формующее средство может иметь регулирующую плиту (например, регулирующую плиту 160) для блокирования потока электролита.
Таким образом, электролитическое формование осуществляется в переливающемся слое, где состояние электролита является по существу однородным повсюду (т.е. не имеется неоднородностей состава электролита, которая в ином случае была бы вызвана загрязнениями). Поэтому можно предотвратить ухудшение или колебание геометрической точности электролитически формованной детали из-за неравномерности плотности тока в электролите и, следовательно, можно получить электролитически формованные детали высокой точности с высоким выходом. Например, при получении трубчатого элемента (например, манжеты 71, 72, 181 или 182) соединительного разъема для соединения оптических волокон или подобных средств в виде электролитически формованной детали можно заметно улучшить соосность между наружной формообразующей поверхностью трубчатого элемента и его полой частью, линейность трубчатого элемента, округлость участков наружной формообразующей поверхности и полой части трубчатого элемента, размерную точность наружного диаметра трубчатого элемента и внутреннего диаметра полой части и т.д. Следовательно, процесс изготовления, требуемый для увеличения точности трубчатого элемента (например, степени соосности и наружного диаметра) может быть в значительной степени упрощен. Соответственно, могут быть получены трубчатые элементы (манжеты) высокой точности со сниженной стоимостью. Кроме того, поскольку электролитическое формование может осуществляться до тех пор, пока имеется достаточное количество электролита для образования переливающегося слоя, количество требуемой для электролитического формования жидкости является благоприятно небольшим.
Кроме того, в устройстве электролитического формования согласно настоящему изобретению позиционирующее средство имеет держатель (например, шиноудерживающие приспособления 34А и 34В) для удерживания элемента-шаблона. Держатель предусмотрен вне переливающегося слоя. Таким образом, держатель расположен вне переливающегося слоя, т.е. вне электролита. Например, когда в качестве элемента-шаблона используется проволока, оба конца такой проволоки могут удерживаться с обеих наружных сторон переливающегося слоя с одновременным приложением к проволоке определенного натяжения. Соответственно, держатель не погружен в электролит, и поэтому можно предотвратить взаимодействие этого держателя с электролитом с образованием загрязнений в электролите. К тому же, у электролита нет возможности уноситься наружу этим держателем. Таким образом, можно предотвратить бесполезную трату электролита из электролитической ванны.
Кроме того, в устройстве электролитического формования согласно настоящему изобретению первый электрод предусмотрен на держателе позиционирующего средства. Таким образом, может быть предотвращено погружение первого электрода в электролит. Соответственно, облегчается техническое обслуживание электрода.
Кроме того, в устройстве электролитического формования согласно настоящему изобретению позиционирующее средство удерживает множество элементов-шаблонов и перемещает эти элементы-шаблоны последовательно вдоль переливающегося слоя для осуществления электролитического формования. Таким образом, вокруг элементов-шаблонов, движущихся через переливающийся слой одним и тем же образом, формуется множество электролитически формуемых деталей. Поэтому электролитически формованные детали получаются в одинаковых условиях. Соответственно, одинаковые электролитически формованные детали могут быть получены в массовом порядке.
Далее, в устройстве электролитического формования согласно настоящему изобретению электрическое соединение между первым электродом и элементами-шаблонами может регулироваться по принципу "включить-выключить" для каждого элемента-шаблона. Таким образом, несмотря на то, что электролитическое формование осуществляется одновременно на множестве элементов-шаблонов, процесс электролитического формования может соответствующим образом регулироваться для каждого отдельного элемента-шаблона. Следовательно, точность электролитического формования может быть улучшена, и можно исключить различия среди множества электролитически формованных деталей, полученных таким образом.
Кроме того, устройство электролитического формования согласно настоящему изобретению включает в себя вращающее средство (например, электродвигатель 42) для вращения элемента-шаблона вокруг его собственной оси. Таким образом, когда трубчатая электролитически формуемая деталь формуется вокруг проволоки, служащей элементом-шаблоном, можно, например, осуществлять электролитическое формование однородно в периферийном направлении. Следовательно, при получении трубчатого элемента соединительного разъема для соединения оптических волокон или подобных средств в виде электролитически формованной детали степень соосности между наружной формообразующей поверхностью трубчатого элемента и его полой частью может быть заметно увеличена.
Кроме того, устройство электролитического формования согласно настоящему изобретению включает в себя устанавливающее средство (например, устанавливающее горизонталь устройство 11) для регулирования наклона электролитической ванны. Таким образом, может быть образован по существу горизонтальный переливающийся через край электролитической ванны слой путем регулирования наклона электролитической ванны. Поэтому однородность состояния электролита в таком переливающемся слое может быть улучшена.
Кроме того, устройство электролитического формования согласно настоящему изобретению включает в себя собирающее средство для сбора электролита, переливающегося через край электролитической ванны, и фильтрующее средство (например, фильтр 9) для фильтрования электролита, собранного собирающим средством. Средство подачи электролита подает в электролитическую ванну электролит, отфильтрованный через фильтрующее средство. Таким образом, электролит в электролитической ванне рациональным образом и постоянно заменяется электролитом высокой чистоты. Кроме того, поскольку электролит рециклируется, электролитическая ванна не должна пополняться электролитом извне, и соответственно может быть снижена стоимость.
Кроме того, в устройстве электролитического формования согласно настоящему изобретению собирающее средство имеет наружную ванну (например, наружную ванну 2), вмещающую электролитическую ванну. Таким образом, электролит, переливающийся через край электролитической ванны, может быть собран легко и надежно.
Кроме того, в устройстве электролитического формования согласно настоящему изобретению электролитически формуемую деталь формуют в предварительно заданной конфигурации с помощью формующего средства, и электролитическое формование далее осуществляют при использовании такой электролитически формованной детали (например, первично электролитически формованной детали 161) в качестве элемента-шаблона. Таким образом, полой части электролитически формованной детали может быть легко и точно придана предварительно заданная конфигурация. Например, при получении трубчатого элемента соединительного разъема для соединения оптических волокон или подобного средства полая часть может быть отформована в цекованной конфигурации (например, цекованная часть 181А, 182А или 182В) с высокой точностью. Следовательно, цекованная конфигурация или ей подобные могут быть созданы без необходимости выполнения дополнительного процесса изготовления. Следовательно, стоимость производства может быть снижена.
Кроме того, в устройстве электролитического формования согласно настоящему изобретению электролитически формованная деталь, образованная вокруг периферии элемента-шаблона, может быть отделена от элемента-шаблона непосредственно в электролите. Таким образом, операция отделения (операция удаления) электролитически формованной детали от элемента-шаблона может быть осуществлена плавно. Другими словами, когда электролитически формованная деталь отделяется от элемента-шаблона после того, как электролитически формованная деталь и элемент-шаблон были вынуты из электролита, реагенты или им подобные, прилипшие к электролитически формованной детали и элементу-шаблону, могут затвердеть при сушке, что может препятствовать операции отделения. Когда имеет место изменение объема каждой электролитически формованной детали и элемента-шаблона в результате изменения температуры вследствие того, что электролитически формованная деталь и элемент-шаблон отличаются по коэффициенту теплового расширения, имеется размерная рассогласованность между электролитически формованной деталью и элементом-шаблоном. Следовательно, может быть трудно отделить элемент-шаблон и электролитически формованную деталь друг от друга. Напротив, когда отделение осуществляется в электролите, в результате того, что внешние условия, в которых находятся электролитически формованная деталь и элемент-шаблон, являются такими же, как и в ходе процесса электролитического формования, не имеют места ни затвердевание реагентов или подобные проблемы при сушке, ни размерная рассогласованность между электролитически формованной деталью и элементом-шаблоном. Следовательно, операция отделения может быть проведена плавно.
Кроме того, устройство электролитического формования согласно настоящему изобретению включает в себя рефлектор (например, рефлектор 55), предусмотренный под вторым электродом. Таким образом, может соответственно регулироваться плотность тока, получаемая в переливающемся слое.
В способе электролитического формования согласно настоящему изобретению образуют переливающийся слой электролита, переливающегося через край электролитической ванны, и электролитическое формование осуществляют в этом переливающемся слое, причем электролитически формуемую деталь, образуемую на конце указанного переливающегося слоя, формуют при регулировании скорости истечения электролита на конце указанного переливающегося слоя. Таким образом, поскольку электролитическое формование осуществляется в переливающемся слое, где состояние электролита является однородным повсюду, можно осуществлять высокоточное электролитическое формование с высоким выходом. К тому же, поскольку электролитическое формование может осуществляться до тех пор, пока имеется достаточное количество электролита для образования переливающегося слоя, количество требуемой для электролитического формования жидкости является благоприятно небольшим.
Далее, в способе электролитического формования согласно настоящему изобретению держатель элемента-шаблона для электролитического формования удерживают вне переливающегося слоя. Таким образом, держатель для удержания элемента-шаблона не погружен в электролит, и поэтому можно минимизировать образование загрязнений в электролите. К тому же, у электролита нет возможности уноситься наружу держателем для удержания элемента-шаблона. Таким образом, можно предотвратить бесполезную трату электролита из электролитической ванны.
Кроме того, в способе электролитического формования согласно настоящему изобретению множество элементов-шаблонов для электролитического формования последовательно перемещают вдоль переливающегося слоя для осуществления электролитического формования. Таким образом, электролитически формованные детали могут быть образованы вокруг множества элементов-шаблонов в одинаковых условиях. Соответственно, могут быть массово получены одинаковые электролитически формованные детали.
Кроме того, в способе электролитического формования согласно настоящему изобретению элемент-шаблон для электролитического формования вращают вокруг его собственной оси при осуществлении электролитического формования. Таким образом, когда электролитически формованная деталь должна быть образована вокруг проволоки, служащей элементом-шаблоном, можно, например, осуществить электролитическое формование однородно в периферийном направлении.
Кроме того, в способе электролитического формования согласно настоящему изобретению электролит, переливающийся через край электролитической ванны, собирают, и собранный электролит фильтруют, а затем отфильтрованный электролит подают в электролитическую ванну с образованием переливающегося слоя. Таким образом, электролит в электролитической ванне постоянно заменяется рациональным образом электролитом высокой чистоты. Кроме того, поскольку электролит рециклируется, электролитическая ванна не должна пополняться электролитом извне, и стоимость может быть соответственно снижена.
Кроме того, в способе электролитического формования согласно настоящему изобретению электролитически формуемую деталь формуют в предварительно заданной конфигурации, и электролитическое формование далее осуществляют при использовании такой электролитически формованной детали в качестве элемента-шаблона. Таким образом, конфигурация полой части электролитически формованной детали (например, цекованная конфигурация полой части трубчатого элемента соединительного разъема для соединения оптических волокон или подобных средств) может быть сформована легко и точно.
Кроме того, в способе электролитического формования согласно настоящему изобретению электролитически формованную деталь, образованную вокруг периферии элемента-шаблона, отделяют от элемента-шаблона непосредственно в электролите. Таким образом, электролитически формованная деталь отделяется от элемента-шаблона в тех же условиях, которые имеют место в ходе процесса электролитического формования. Поэтому операция удаления может быть проведена плавно. То есть отсутствует вероятность того, что реагенты или им подобные, прилипшие к электролитически формованной детали и элементу-шаблону, могут затвердеть при сушке, или размеры электролитически формованной детали и элемента-шаблона могут измениться вследствие изменения температуры, как в случае отделения электролитически формованной детали от элемента-шаблона после того, как электролитически формованная деталь и элемент-шаблон будут вынуты из электролита.
Поэтому операция отделения проводится очень легко. Кроме того, операцию отделения электролитически формованной детали и элемента-шаблона друг от друга осуществляют непосредственно за процессом электролитического формования, и нет необходимости проводить стадию отделения электролитически формованной детали и элемента-шаблона друг от друга после того, как электролитически формованную деталь вынут из электролита. Поэтому число стадий, необходимых в таком способе получения, может быть снижено. Следовательно, может быть достигнуто снижение стоимости.
Краткое описание чертежей
На фиг.1 представлено поперечное сечение, показывающее устройство электролитического формования согласно первому варианту воплощения настоящего изобретения.
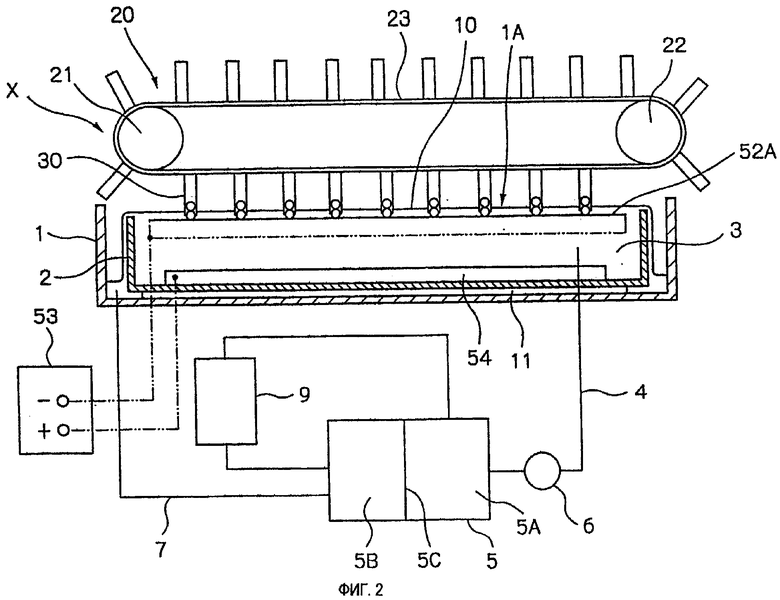
На фиг.2 представлен общий вид, показывающий устройство электролитического формования согласно первому варианту воплощения настоящего изобретения.
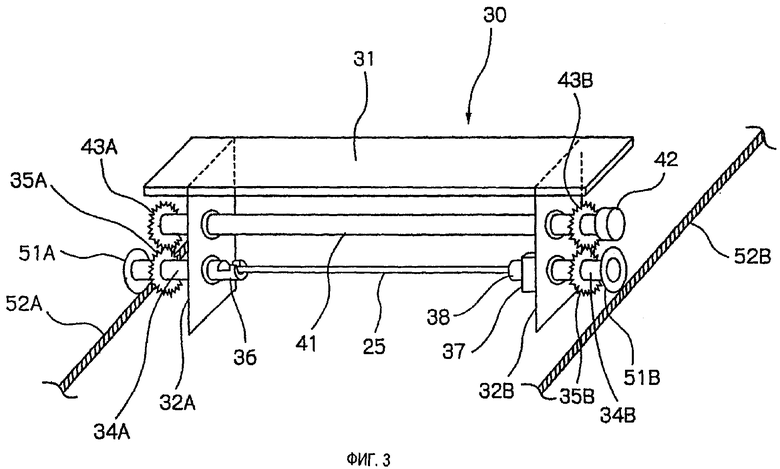
На фиг.3 представлен вид в перспективе, показывающий удерживающее приспособление.
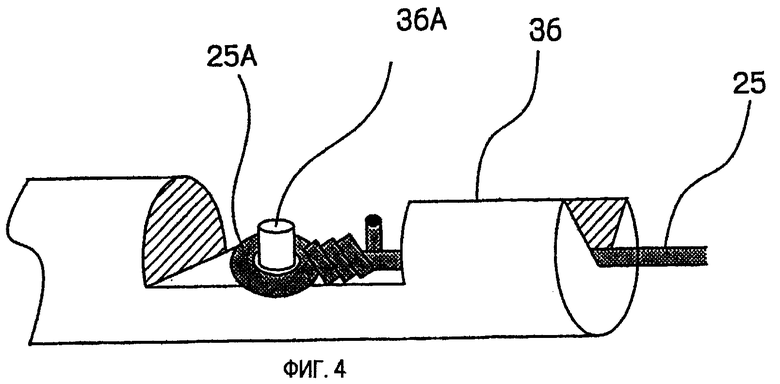
На фиг.4 представлен вид в перспективе, показывающий то, как шина прикрепляется к электроду.
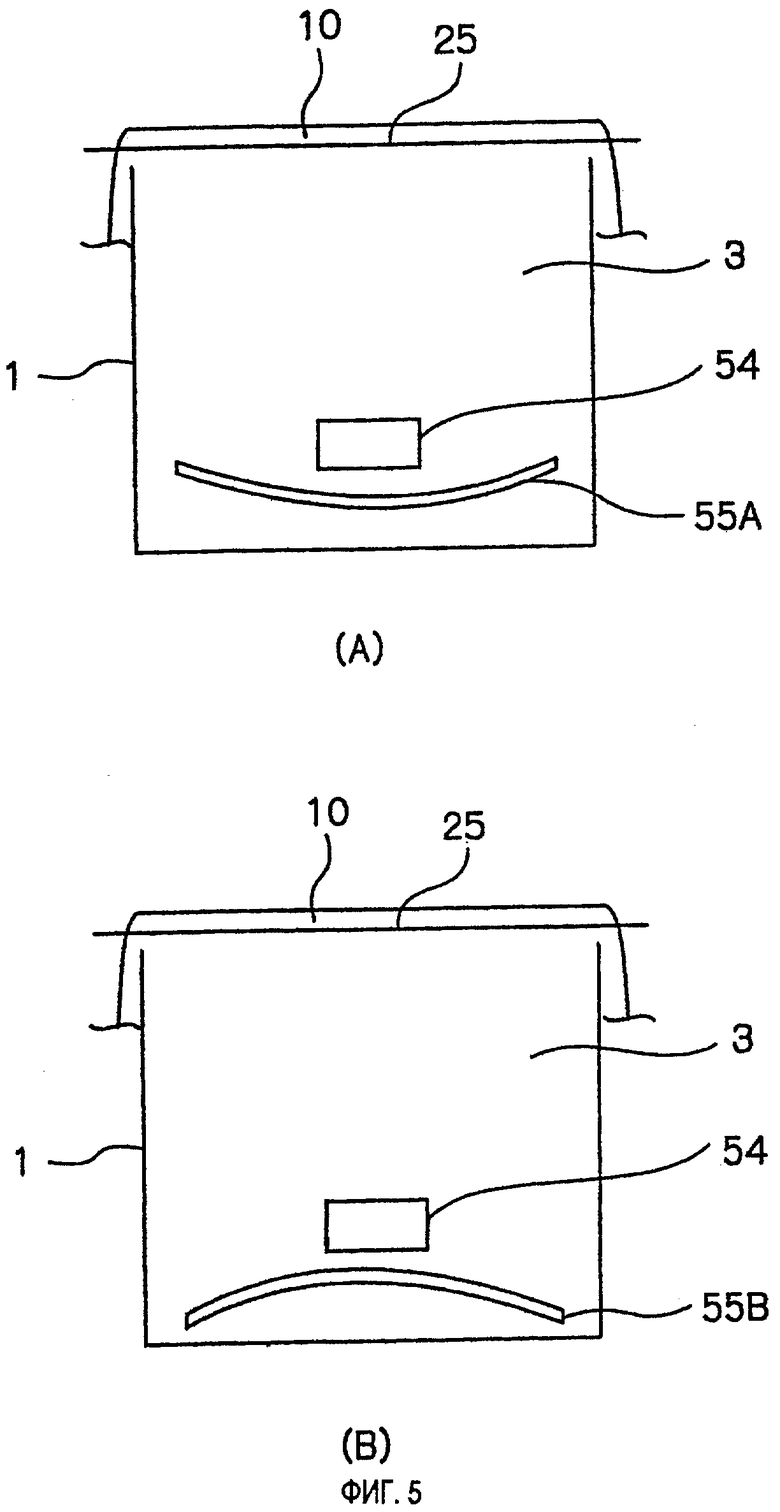
На фиг.5 представлена диаграмма, показывающая то, как рефлектор помещается в электролитическую ванну, при этом часть (А) показывает конструкцию, где размещен вогнутый рефлектор; а часть (В) показывает конструкцию, где размещен выпуклый рефлектор.
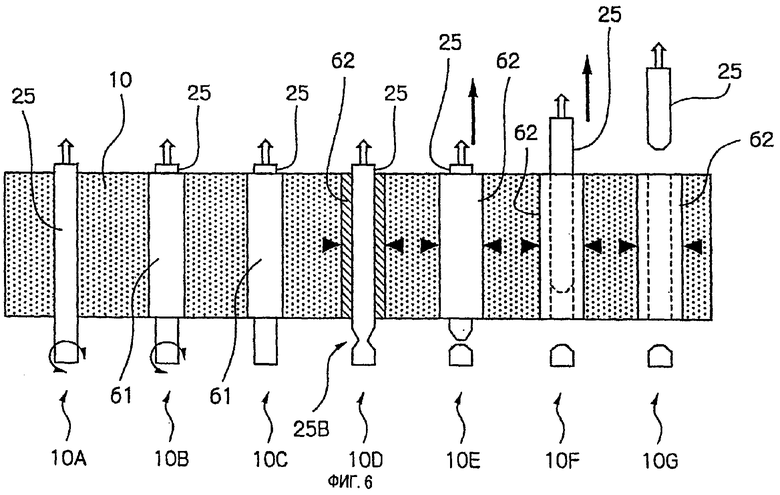
На фиг.6 представлена диаграмма, показывающая технологию электролитического формования.
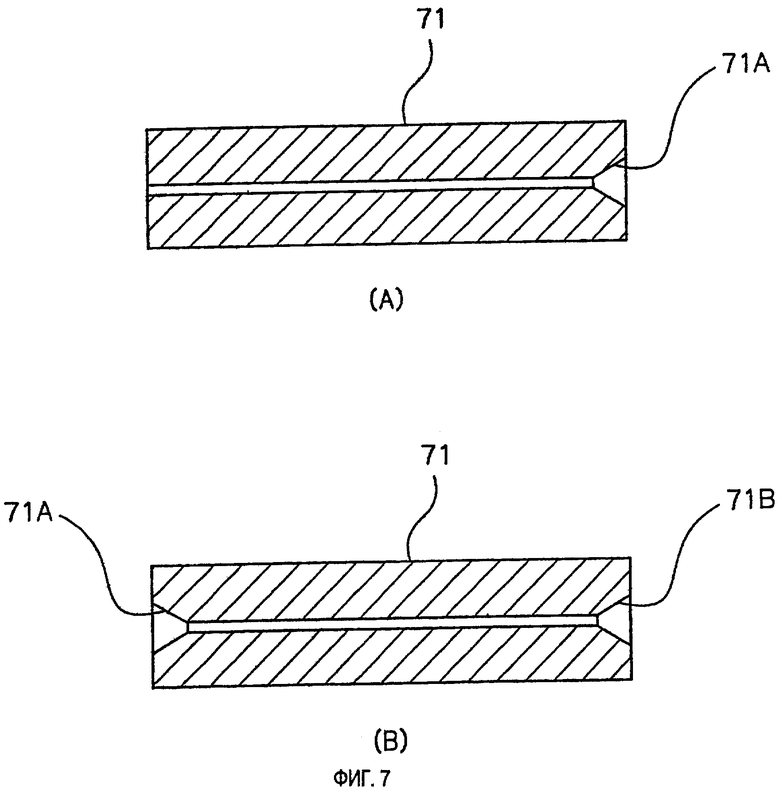
На фиг.7 представлено поперечное сечение, показывающее примеры манжет, полученных по первому варианту воплощения настоящего изобретения.
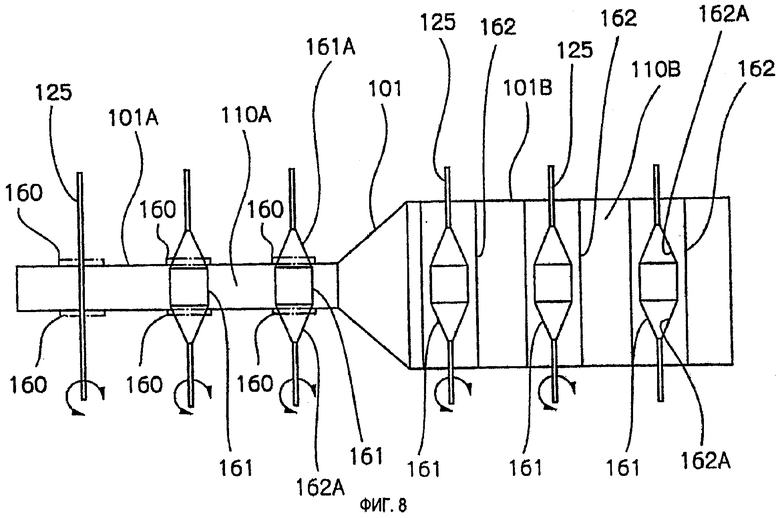
На фиг.8 представлена диаграмма, показывающая устройство электролитического формования согласно второму варианту воплощения настоящего изобретения.
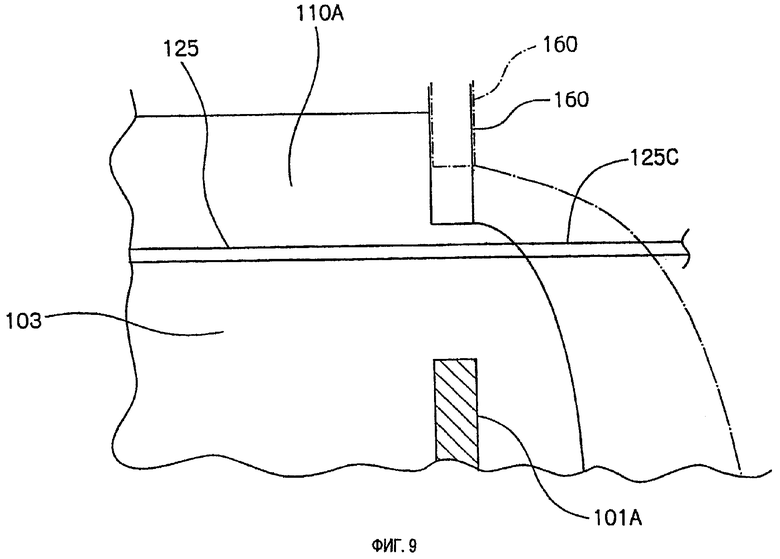
На фиг.9 представлена диаграмма, показывающая регулирование скорости истечения электролита регулирующей плитой.
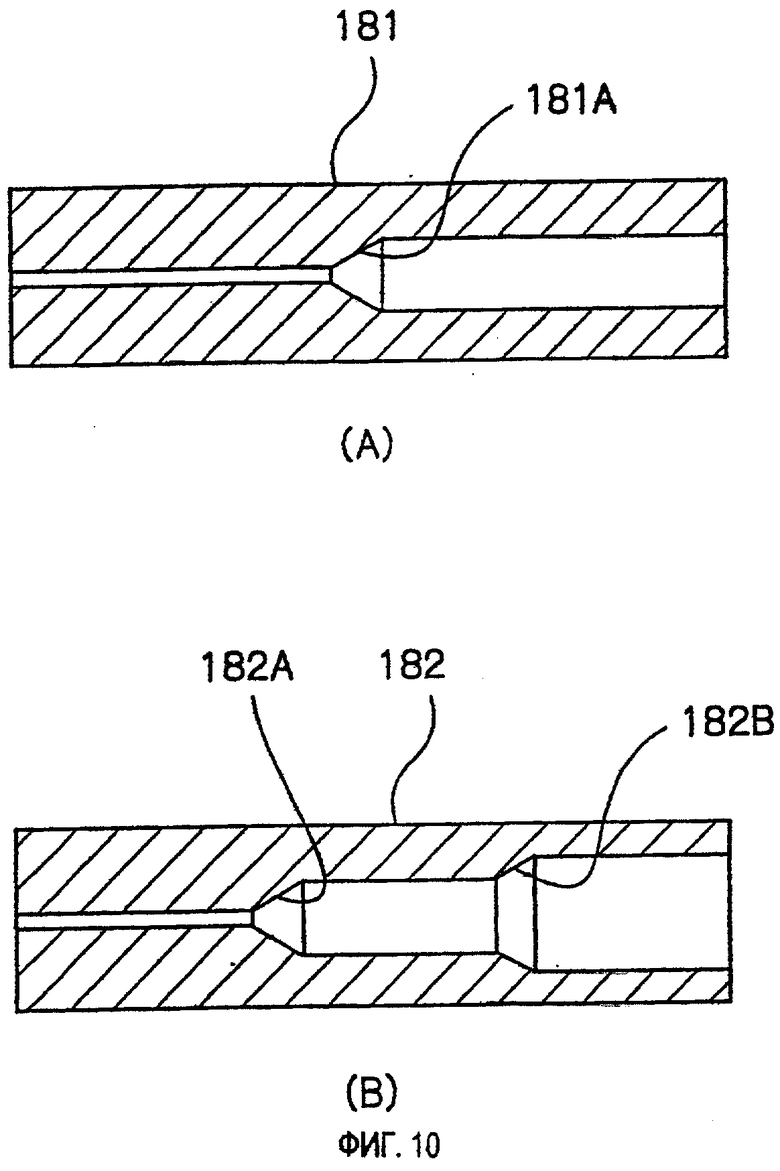
На фиг.10 представлено поперечное сечение, показывающее примеры манжет, полученных по второму варианту воплощения настоящего изобретения.
На фиг.11 представлено поперечное сечение, показывающее пример соединения оптических волокон с помощью манжет.
Предпочтительные варианты воплощения изобретения
Варианты воплощения настоящего изобретения описаны ниже на основе прилагаемых чертежей.
Фигуры 1 и 2 показывают устройство электролитического формования согласно первому варианту воплощения настоящего изобретения.
Как показано на этих фигурах, устройство электролитического формования имеет внутреннюю электролитическую ванну 1 и наружную ванну 2, заключающую в себе электролитическую ванну 1. Электролитическая ванна 1 является сосудом, имеющим отверстие в своей верхней части. Электролитическая ванна 1 заполнена электролитом (жидкостью для электролитического формования) 3. Таким образом, электролит 3, переполняющий электролитическую ванну 1, течет в наружную ванну 2. В качестве электролита может быть использован, например, раствор сульфамата никеля, смешанный с блескообразователем и добавкой, предотвращающей раковинообразование.
Питающий трубопровод 4 соединен с электролитической ванной 1. По питающему трубопроводу 4 электролит 3 подают в электролитическую ванну 1 из питающей камеры 5А регулирующей емкости 5 с помощью циркуляционного насоса 6. Тем временем, выпускной трубопровод 7 соединен с наружной ванной 2. Электролит 3 из наружной ванны 2 собирается в собирающей камере 5В регулирующей емкости 5 через выпускной трубопровод 7.
Питающая камера 5А и собирающая камера 5В регулирующей емкости 5 отделены друг от друга электролитразделяющей перегородкой 5С. Электролит 3, содержащий загрязнения, накопленный в собирающей камере 5В, подают в питающую камеру 5А после того, как его отфильтруют через фильтр 9. Электролит 3 в питающей камере 5А соответственно регулируют в плане температуры электролита, концентрации ионов водорода, жесткости и т.д. Например, температуру электролита регулируют на уровне 50±1°С. Концентрацию ионов водорода регулируют на уровне рН 4,2±0,2. Жесткость электролита 3 соответствующим образом корректируют путем управления количеством добавляемого блескообразователя.
Из питающей камеры 5А отфильтрованный и соответствующим образом откорректированный электролит 3 непрерывно подают в электролитическую ванну 1. В результате этого электролит 3 постоянно переливается через край электролитической ванны 1 из отверстия 1А в ее верхней части. Электролит 3 выше отверстия 1А электролитической ванны 1 (т.е. электролит 3, переполняющий электролитическую ванну 1) образует переливающийся слой 10. Как будет описано далее, в указанном устройстве электролитического формования электролитическое формование осуществляется именно в переливающемся слое 10, поэтому точность электролитического формования может быть увеличена. Электролит 3, используемый для электролитического формования и содержащий загрязнения, переливается в наружную ванну 2 и собирается в собирающей камере 5В регулирующей емкости 5 и затем фильтруется.
Под электролитической ванной 1 предусмотрено устанавливающее горизонталь устройство 11. Устанавливающее горизонталь устройство 11 поддерживает электролитическую ванну 1 в по существу горизонтальном положении. Таким образом, образуется по существу горизонтальный переливающийся слой 10 по всей поверхности верхней части электролитической ванны 1, так что электролит равномерно распределяется по всему переливающемуся слою 10.
Над электролитической ванной 1 предусмотрено устройство 20 транспортирования удерживающих приспособлений (не показано на фиг.1). Устройство 20 имеет пару роликов 21 и 22 и ленту 23, проходящую вокруг роликов 21 и 22. Лента 23 движется по замкнутому контуру вдоль продольного направления (горизонтального направления на фиг.2) электролитической ванны 1.
На наружной периферии ленты 23 закреплено множество приспособлений 30. В каждое удерживающее приспособление 30 загружена шина 25. Шиной 25 является проволока, служащая в качестве элемента-шаблона для электролитического формования. Следует отметить, что на фиг.2 лента 23 движется против часовой стрелки, и операция загрузки шины 25 в каждое удерживающее приспособление 30 осуществляется в положении загрузки X.
Как показано на фигурах 1 и 3, каждое удерживающее приспособление 30 имеет плоское основание 31, идущее в направлении (горизонтальном направлении на фиг.1), перпендикулярном продольному направлению электролитической ванны 1. Удерживающее приспособление 30 дополнительно имеет пару боковых пластин 32А и 32В, прикрепленных к основанию 31 в соответствующих положениях вблизи обоих концов основания 31. Боковые пластины 32А и 32В размещены так, чтобы находиться соответственно на правой и левой сторонах электролитической ванны 1, когда удерживающее приспособление 30 расположено непосредственно над электролитической ванной 1.
Шиноудерживающие валы 34А и 34В поддерживаются соответственно боковыми пластинами 32А и 32В с возможностью вращения вокруг своих собственных осей. Обе концевые части шины 25 удерживаются шиноудерживающими валами 34А и 34В. Таким образом, шина 25 помещается в переливающийся слой 10, переливающийся через край электролитической ванны 1.
Далее, на конце шиноудерживающего вала 34А предусмотрен электрод 36, который обращен к электролитической ванне 1. Один конец шины 25 прикреплен к электроду 36. Тем временем, на конце шиноудерживающего вала 34В предусмотрено натяжное устройство 37, которое обращено к электролитической ванне 1. Натяжное устройство 37 имеет электрод 38, к которому прикреплен другой конец шины 25, и пружину 39. Пружина 39 расположена между электродом 38 и дальним концом шиноудерживающего вала 34В для приложения определенного натяжения к шине 25, удерживаемой между электродом 36 и электродом 38.
На фиг.4 показаны детали крепления шины 25 к электроду 36. Как показано на этой фигуре, шина 25 имеет кольцеобразную петлю 25А, образованную на ее конце. Петля 25А зацепляется за крепящий штифт 36А электрода 36, поэтому шина 25 прикреплена к электроду 36. Следует отметить, что крепление шины 25 к электроду 38 осуществляют таким же образом. Поэтому описание этого опускается.
Как показано на фигурах 1 и 3, боковыми пластинами 32А и 32В поддерживается вращающийся вал 41 так, чтобы он мог вращаться вокруг собственной оси. Вращающийся вал 41 приводится во вращение электродвигателем 42. На внешней периферии вращающегося вала 41 установлены шестерни 43А и 43В. Шестерня 43А находится в зацеплении с шестерней 35А, установленной на внешней периферии шиноудерживающего вала 34А. Шестерня 43В находится в зацеплении с шестерней 35В, установленной на внешней периферии шиноудерживающего вала 34В. Таким образом, вращение вращающегося вала 41 передается шиноудерживающим валам 34А и 34В, позволяя шине 25, удерживаемой шиноудерживающими валами 34А и 34В, вращаться вокруг ее собственной оси. Вращение шины 25 регулируется в процессе электролитического формования на соответствующем значении, например 15 об/мин или менее. Вращение шины 25 позволяет улучшить однородность металла, электролитически нанесенного на периферию шины 25.
К шиноудерживающим валам 34А и 34В крепятся соответственно электропроводящие электродные ролики 51А и 51В. Когда удерживающее приспособление 30 расположено непосредственно над электролитической ванной 1, электродные ролики 51А и 51В приходят в контакт с электропроводящими электродными проволоками 52А и 52В, протянутыми с левой и правой сторон внутренней электролитической ванны 1. Обе электродные проволоки 52А и 52В соединены с отрицательным электродом программируемого источника 53 электропитания. Таким образом, электродные ролики 51А и 51В электрически соединены с отрицательным электродом программируемого источника 53 электропитания.
Шиноудерживающий вал 34А снабжен электропроводящим элементом (например, электрической проволокой, не показана) для электрического соединения электродного ролика 51А с электродом 36. Аналогично, шиноудерживающий вал 34В снабжен электропроводящим элементом (например, электрической проволокой, не показана) для электрического соединения электродного ролика 51В с пружиной 39 и электродом 38. Кроме того, электропроводящие элементы шиноудерживахвдих валов 34А и 34В соответственно снабжены переключающими устройствами (не показаны), так что электрическое соединение между электродным роликом 51А и электродом 36 через электропроводящий элемент с одной стороны и электрическое соединение между электродным роликом 51В и пружиной 39 и электродом 38 через электропроводящий элемент с другой стороны могут регулироваться по принципу "включить-выключить" соответствующими переключающими устройствами.
В вышеуказанной конструкции электроды 36 и 38 электрически соединены с отрицательным электродом программируемого источника 53 электропитания для того, чтобы служить катодными электродами. Электрическое соединение регулируется по принципу "включить-выключить" для каждого удерживающего приспособления 30 с помощью упомянутых переключающих устройств. Другими словами, подведение напряжения к шинам 25 может регулироваться по принципу "включить-выключить" для каждой отдельной шины 25 в переливающемся слое 10. В результате электролитическое формование, осуществляемое на каждой шине 25, может регулироваться отдельно.
С другой стороны, как показано на фигурах 5 и 2, на днище электролитической ванны 1 расположен анодный электрод 54, соединенный с положительным электродом программируемого источника 53 электропитания. Анодный электрод 54 образован соответствующими металлическими таблетками (например, никелевыми таблетками) для электролитического формования в сеткообразном или перфорированном кожухе, выполненном, например, из титановой стали.
Программируемый источник 53 электропитания подает напряжение между анодным электродом 54 и катодными электродами 36 и 38, так что плотность тока, полученная в переливающемся слое 10, поддерживается на соответствующем значении (например, от 3 до 12 А/дм2; и от 3 до 4 А/дм2, когда особое внимание уделяется степени округлости электролитически формуемой детали).
В результате этого металл электролитически наносится на периферию шины 25 и, таким образом, формуется электролитически формованная деталь.
Должно быть отмечено, что устройство электролитического формования снабжено зажимным устройством, механически обрабатывающим отрезным механизмом для отрезания каждой шины 25 и удаляющим механизмом для удаления шины 25 (смотри фиг.6). Зажимное устройство зажимает электролитически формованную деталь в переливающемся слое 10. Зажимное устройство позволяет механически обрабатывающему отрезному механизму отрезать шину 25, зажатую зажимным устройством. Шина 25 удаляется из электролитически формованной детали удаляющим механизмом. То есть, в данном устройстве электролитического формования шина 25 и электролитически формованная деталь отделяются друг от друга в жидкости 3 для электролитического формования. Таким образом, разделение шины и электролитически формованной детали не будет затруднено изменением объема шины и электролитически формованной детали или затвердеванием при сушке реагентов, прилипших к шине 25 и электролитически формованной детали, что в другом случае имело бы место при вынимании шины 25 и электролитически формованной детали из жидкости 3 для электролитического формования. Соответственно, операция удаления шины 25 может быть осуществлена плавно.
Кроме того, как показано на фигурах 5(А) и 5(В), под анодным электродом 54 может быть предусмотрен рефлектор 55А или 55В. Рефлектор 55А или 55В формуют из термостойкого полимерного материала, например, для отражения электрического тока от анодного электрода 54. Таким образом обеспечивается однородное прохождение электрического тока даже в ту область электролитической ванны 1, где плотность тока вероятным образом снижается, и поэтому распределение плотности тока в электролитической ванне 1 становится однородным. В результате этого можно соответствующим образом регулировать плотность тока, полученную в переливающемся слое 10, и можно улучшить однородность электролитического покрытия на шине 25.
На фиг.5(А) показана конструкция, в которой используется вогнутый рефлектор 55А. На фиг.5(В) показана конструкция, в которой используется выпуклый рефлектор 55В. Однако, в дополнение к показанным примерам, конфигурация рефлектора может быть изменена различными путями в соответствии с различными условиями; например, с конфигурацией электролитической ванны 1. Например, рефлектор 55А или 55В может быть снабжен мелкими углублениями и выступами (рифленость).
Далее в соответствии с фиг.6 будет описан способ электролитического формования, осуществляемый с помощью устройства электролитического формования данного варианта воплощения. Следует отметить, что на фиг.6 различные положения в переливающемся слое 10 указаны номерами позиций с 10А по 10G.
Сначала в положении загрузки Х устройства 20 транспортирования удерживающих приспособлений в удерживающее приспособление 30 загружают шину 25. Шину 25, загруженную в удерживающее приспособление 30, подают в переливающийся слой 10 за счет движения ленты 23 по замкнутому контуру.
Шина 25, поданная в переливающийся слой 10, движется в переливающемся слое 10 последовательно от положения 10А к 10G при вращении с заданной скоростью вращения. Кроме того, между катодными электродами 36 и 38 с одной стороны и анодным электродом 54 с другой стороны прикладывают соответствующее напряжение, так что в переливающемся слое 10 получают соответствующую плотность тока. Следовательно, в положениях 10А, 10В и 10С на периферии шины 25 за счет электролитического формования растет электролитически наносимый металл 61.
Когда наружный диаметр электролитически нанесенного металла 61 на периферии шины 25 достигает желаемого диаметра с образованием электролитически формованной детали 62, приложение напряжения к шине 25 прекращают с приостановкой вращения шины 25 вокруг ее собственной оси. Затем, как показано в положении 10D, электролитически формованная деталь 62 зажимается зажимным устройством (не показано), и положение резки 25В на конце шины 25 подвергается двойному сужению механической обработкой (например, шлифовкой или штамповкой) с помощью механически обрабатывающего отрезного механизма. Следует отметить, что сплошные черные трехугольные значки на фиг.6 показывают, что электролитически формованная деталь 62 зажата зажимным устройством.
Затем в положении 10Е шина 25 вытягивается от положения резки 25В удаляющим механизмом (не показан). Следовательно, шина 25 отрезается в положении резки 25В и вытягивается из электролитически формованной детали 62. В положениях 10F и 10G показан путь, по которому шина 25 вытягивается из электролитически формованной детали 62.
По завершении формования электролитически формованной детали 62 в виде описанного выше трубчатого элемента электролитически формованную деталь 62 вынимают из переливающегося слоя 10 и подвергают очистке и сушке. Кроме того, при необходимости конец полой части электролитически формованной детали 62 подвергают цекованию. Таким образом, получают манжету 71, имеющую цекованную часть 71А, как в качестве примера показано на фиг.7(А). Альтернативно, получают манжету 72, имеющую цекованные части 72А и 72В на обоих концах.
Как было установлено выше, в случае устройства электролитического формования и способа электролитического формования согласно данному варианту воплощения электролитическое формование осуществляется в переливающемся слое 10. Поэтому плотность тока около шины 25 стабилизируется, так что может быть получена электролитически формованная деталь 62 высокой точности. Соответственно, можно заметно улучшить манжету 71, полученную в результате электролитического формования, в отношении округлости участков внешней формообразующей поверхности и полой части, а также соосности между внешней формообразующей поверхностью и полой частью манжеты 71. Кроме того, размерные ошибки в наружном диаметре манжеты 71 и внутреннем диаметре полой части могут быть уменьшены до чрезвычайно малых значений (например, не более 0,1 мкм). Кроме того, благодаря тому, что множество электролитически формованных деталей, получаемых в устройстве электролитического формования, образуется вокруг движущихся вдоль переливающегося слоя 10 шин 25, электролитически формованные детали могут быть образованы в одинаковых условиях. Следовательно, можно получить электролитически формованные детали одинакового качества. Кроме того, благодаря тому, что подача напряжения к множеству шин 25 может регулироваться по принципу "включить-выключить" для каждой шины 25, регулирование электролитического формования может быть осуществлено соответственно для каждой шины 25. Следовательно, может быть заметно улучшена точность электролитического формования. К тому же, поскольку ни одна из удерживающих шины 25 частей не погружается в жидкость 3 для электролитического формования, можно минимизировать количество загрязнений, образуемых в электролите 3. Кроме того, удерживающие части сами по себе могут быть предотвращены от разрушения. Кроме того, поскольку отсутствует возможность того, что электролит 3, захваченный удерживающими элементами, будет вынесен из электролитической ванны 1, электролит 3 не будет теряться бесполезно. К тому же, поскольку катодные электроды 36 и 38 оба не погружены в электролит 3, также облегчается обслуживание этих электродов. Кроме того, поскольку электролит 3, переполняющий электролитическую ванну 1, собирают в наружной ванне 2 и затем фильтруют, электролит 3 может фильтроваться рационально и с низкой стоимостью. Кроме того, поскольку электролитически формованная деталь 62 и шина 25 отделяются друг от друга в электролите 3, отделение может быть осуществлено плавно.
На фиг.8 представлено устройство электролитического формования согласно второму варианту воплощения настоящего изобретения.
Как показано на этой фигуре, электролитическая ванна 101 в данном варианте воплощения имеет секцию 101А первичного электролитического формования и секцию 101В вторичного электролитического формования, которые имеют различную ширину. Шина 125, поданная в переливающийся слой 110А, переполняющий секцию 101А первичного электролитического формования электролитической ванны 101, движется из секции 101А первичного электролитического формования с относительно малой шириной в секцию 101В вторичного электролитического формования с относительно большой шириной.
С обеих сторон секции 101А первичного электролитического формования предусмотрены регулирующие плиты 160. Регулирующие плиты 160 блокируют электролит 103, вытекающий в боковую сторону из переливающегося слоя 110А, переполняющего секцию 101А первичного электролитического формования, тем самым регулируя количество электролита 103, подводимого к шине 125 с обеих боковых сторон переливающегося слоя 110А.
На фиг.9 подробно показано регулирование скорости истечения (расхода) электролита регулирующими плитами 160. Как показано на фигуре, каждая регулирующая плита 160 помещена в по существу вертикальное положение непосредственно над боковой стенкой секции 101А первичного электролитического формования электролитической ванны 101 и может передвигаться вертикально с помощью привода (не показан), управляемого устройством управления. На этой фигуре показаны два различных положения регулирующей плиты 160 соответственно сплошной и штрихпунктирной линией.
В данном варианте воплощения электролитическое формование, осуществляемое на части (обрабатываемой части 125С) шины 125, отходящей от каждой боковой стороны секции 101А первичного электролитического формования, регулируется вертикальным движением регулирующей плиты 160. В частности, когда регулирующая плита 160 находится в относительно низком положении, как показано сплошной линией на данной фигуре, скорость истечения электролита 103, вытекающего в боковую сторону из переливающегося слоя 110А, ограничивается. Следовательно, площадь участка обрабатываемой части 125С, поверх которой течет электролит 103, относительно снижается. С другой стороны, когда регулирующая плита 160 находится в относительно высоком положении, как показано штрихпунктирной линией на фигуре, большее количество электролита 103 может вытекать в боковую сторону из переливающегося слоя 110А. Следовательно, площадь участка обрабатываемой части 125С, где течет электролит 103, становится относительно большой. Таким образом, площадь участка обрабатываемой части 125С, где течет электролит 103, регулируется вертикальным движением регулирующей плиты 160, как указано выше, тем самым регулируя количество электролитически нанесенного металла на периферии обрабатываемой части 125С. Следовательно, электролитически формованной детали, образованной вокруг периферии обрабатываемой части 125С, может быть придана желаемая конфигурация (например, сужающаяся конфигурация).
Как показано на фиг.8, первично электролитически формованная деталь 161, формованная в переливающемся слое 110А, переполняющем секцию 101А первичного электролитического формования, имеет сужающиеся части 161А, образованные с обоих ее концов. Первично электролитически формованную деталь 161 сразу вынимают из электролита 103, так что на периферии первично электролитически формованной детали 161 образуется оксидная пленка.
Затем первично электролитически формованную деталь 161 вместе с шиной 125 подают в переливающийся слой 110В, переполняющий секцию 101В вторичного электролитического формования, где выполняется вторичное электролитическое формование, причем первично электролитически формованная деталь 161 и шина 125 используются в качестве элемента-шаблона. Таким образом, трубчатый элемент, имеющий полую часть, шаблонированную на первично электролитически формованной детали 161 и шине 125, получают как вторично электролитически формованную деталь 162. Полая часть вторично электролитически формованной детали 162 имеет образованные с высокой точностью цекованные части 162А, шаблонированные на сужающихся частях 161А первично электролитически формованной детали 161.
Вторично электролитически формованную деталь 162 подвергают механической обработке (резанию или шлифованию) приблизительно в ее центральной части механически обрабатывающим отрезным механизмом (не показан) в переливающемся слое 110В, и две половины вторично электролитически формованной детали 162 оттягиваются к обеим сторонам тянущим механизмом (не показан) в переливающемся слое 110В. В данном случае получают две манжеты 181, причем каждая имеет одну цекованную часть 181А, как показано на фиг.10(А). Таким образом, в данном варианте воплощения электролитически формованная деталь и элемент-шаблон также отделяются друг от друга непосредственно в электролите. Поэтому отделение может быть осуществлено плавно. Соответственно» производительность операции отделения (скорость, при которой операция отделения может быть осуществлена правильно) увеличивается.
Несмотря на то, что в данном варианте воплощения устройство электролитического формования имеет секцию 101А первичного электролитического формования и секцию 101В вторичного электролитического формования с осуществлением электролитического формования в две стадии, следует отметить, что настоящее изобретение не ограничивается описанным вариантом, и электролитическое формование может быть осуществлено в три или более стадии. Например, конструкция может быть такой, что предусматривается секция третичного электролитического формования вслед за секцией вторичного электролитического формования, и вторично электролитически формованной детали также придается некоторая форма с помощью регулирующих плит с обеих боковых сторон секции вторичного электролитического формования. Тогда третичное электролитическое формование осуществляют на вторично электролитически формованной детали этой формы. При такой конструкции получаемая манжета 182 имеет цекованные части 182А и 182В, сформованные в виде двухступенчатой структуры, как показано на фиг.10(В). Аналогично, если (n-1)-ая электролитически формованная деталь подвергается n-ому электролитическому формованию в n-ой секции электролитического формования, можно получить манжету, имеющую цекованные части, сформованные в виде (n-1)-ступенчатой структуры.
Как указано выше, согласно данному варианту воплощения первично электролитически формованную деталь 161, полученную в секции 101А первичного электролитического формования, используют в качестве элемента-шаблона для получения вторично электролитически формованной детали 162 в секции 101В вторичного электролитического формования. Поэтому манжета, имеющая желательную конфигурацию (например, цекованную часть 181А) в ее полой части, может быть получена легко и точно. К тому же становится ненужным получение цекованной части в дополнительном процессе изготовления. Соответственно, стоимость получения манжеты может быть снижена.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОД И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2391748C2 |
| СПОСОБ УДАЛЕНИЯ ПОКРЫТИЯ С ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 2011 |
|
RU2579717C2 |
| КОМПЛЕКТ ИНЕРТНОГО АНОДА | 2003 |
|
RU2293143C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2273685C1 |
| ГАЛЬВАНОПЛАСТИЧЕСКИЙ СПОСОБ ФОРМОВКИ СЛОЖНОПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2274683C1 |
| Автоматизированная установка нанесения гальванических покрытий | 2024 |
|
RU2833577C1 |
| ТИТАНОВАЯ ЛИГАТУРА ДЛЯ СПЛАВОВ НА ОСНОВЕ TI-AL | 2018 |
|
RU2763465C2 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ ИЗ МЕДНО-НИКЕЛЕВОГО СПЛАВА | 2015 |
|
RU2648811C1 |
| КОРПУС БАТАРЕИ, ИЗГОТОВЛЕННЫЙ ИЗ ФОРМОВАННОЙ, ХОЛОДНОКАТАНОЙ ЛИСТОВОЙ СТАЛИ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БАТАРЕИ | 1999 |
|
RU2214021C2 |
| КОМПОНОВКА ТОПЛИВНОГО ЭЛЕМЕНТА, ПРОИЗВОДИМОГО В ПРОМЫШЛЕННОМ МАШТАБЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2516009C2 |
Группа изобретений относится к области гальванопластики и может быть использована для получения электролитическим формованием трубчатых элементов, используемых в соединительных разъемах для соединения оптических волокон или подобных средств. Способ включает образование переливающегося слоя электролита, переливающегося через край электролитической ванны, и электролитическое формование, которое осуществляют в указанном переливающемся слое, причем электролитически формуемую деталь, образуемую на конце указанного переливающегося слоя, формуют при регулировании скорости истечения электролита на конце указанного переливающегося слоя. Устройство содержит электролитическую ванну, имеющую отверстие в ее верхней части; средство подачи электролита для электролитического формования в электролитическую ванну; переливающийся слой, образованный поверх отверстия указанной электролитической ванны электролитом, переливающимся из указанного отверстия; позиционирующее средство для позиционирования элемента-шаблона для электролитического формования в переливающемся слое; первый электрод, соединенный с указанным элементом-шаблоном; второй электрод, предусмотренный в указанной электролитической ванне, и источник электропитания для подачи напряжения между указанным первым электродом и указанным вторым электродом, формующее средство для формования электролитически формуемой детали, образуемой вокруг периферии элемента-шаблона, на конце указанного переливающегося слоя при регулировании скорости истечения электролита на конце указанного переливающегося слоя. Технический результат: повышение точности формования, снижение образования загрязнений, более рациональное фильтрование электролита. 6 н. и 18 з.п. ф-лы, 11 ил.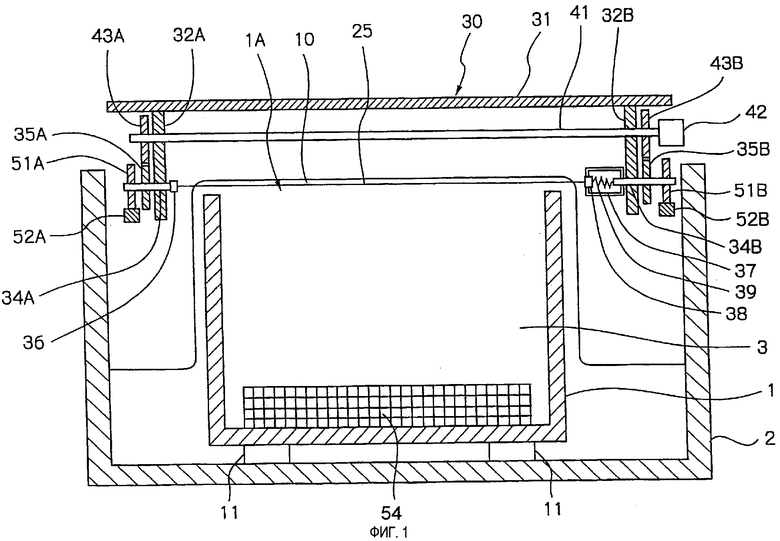
электролитическую ванну, имеющую отверстие в ее верхней части;
средство подачи электролита для электролитического формования в электролитическую ванну;
переливающийся слой, образованный поверх отверстия указанной электролитической ванны электролитом, переливающимся из указанного отверстия;
позиционирующее средство для позиционирования элемента-шаблона для электролитического формования в переливающемся слое;
первый электрод, соединенный с указанным элементом-шаблоном;
второй электрод, предусмотренный в указанной электролитической ванне;
источник электропитания для подачи напряжения между указанным первым электродом и указанным вторым электродом,
формующее средство для формования электролитически формуемой детали, образуемой вокруг периферии элемента-шаблона, на конце указанного переливающегося слоя при регулировании скорости истечения электролита на конце указанного переливающегося слоя.
| JP 4143298, 18.05.1992 | |||
| Установка для гальванопластического изготовления изделий | 1984 |
|
SU1157141A1 |
| Установка для гальванопластического изготовления изделий | 1980 |
|
SU960318A1 |

