Изобретение относится к технологии машиностроения, в частности к измерению фото-тензометрированием силовых и геометрических характеристик при исследовании закономерностей быстропротекающих процессов, например прерывистого резания.
При изучении процесса стружкообразования, размеров, формы зоны деформации, углов сдвига, длин контакта инструмент - стружка и других геометрических характеристик при быстропротекающих процессах резания металлов применяют скоростную киносъемку, при которой инструмент, боковую сторону образца и срезаемую стружку фотографируют высокочастотной кинокамерой с частотой до 10 000 кадров в секунду [1]. Высокая скорость съемки позволяет выяснить особенности стружкообразования при быстропротекающих процессах прерывистого резания и практически используемых скоростях резания.
Существенными недостатками киносъемки являются: уникальность и дороговизна применяемого оборудования, трудоемкость его эксплуатации, большой расход (несколько километров) кинопленки, а следовательно, значительные затраты на нее и другие расходные материалы, трудоемкость проявления и анализа полученных при киносъемке кадров пленки, сложность получения качественного изображения из-за вибраций при прерывистом резании, невозможность компактного хранения и быстрого извлечения полученной информации. При этом киносъемка не позволяет получить силовые характеристики снимаемого процесса резания.
Измерение возникающих при переходных процессах прерывистого резания сил, их частот и других характеристик силовых импульсов производится тензометрическим методом с использованием тензометрических динамометров, имеющих необходимую жесткость, чувствительность и быстродействие (например, динамометр конструкции ВНИИ мод. УДМ-100 и др.) [1].
Однако для последующего анализа и изучения особенностей прерывистого резания, их влияния на стойкость и надежность инструментов необходимо установление взаимно однозначного соответствия между силовыми и геометрическими характеристиками переходных процессов прерывистого резания в любой момент времени.
Задача изобретения - установление взаимно однозначного соответствия между силовыми и геометрическими характеристиками переходных процессов прерывистого резания в любой момент времени и отказ от затратной высокоскоростной киносъемки, а также получение информации, удобной для хранения, анализа, передачи и регистрации на мониторе ПК величин действующих сил, возникающих вибраций и других характеристик силовых импульсов.
Поставленная задача решается с помощью предлагаемого измерительно-вычислительного фото-тензометрического комплекса для регистрации характеристик быстропротекающих процессов при механической обработке при прерывистом резании, содержащего приспособление для крепления обрабатываемой заготовки для реализации прерывистого резания, средства тензометрии с резцедержателем - динамометром, соединенным с тензометрическим усилителем для измерения силового воздействия на инструмент со стороны обрабатываемой заготовки, при этом он снабжен системой сбора данных, датчиком положения, цифровым фотоаппаратом с большим фокусным расстоянием, импульсным источником света для освещения при фотографировании относительного положения инструмента и заготовки - зоны их взаимодействия в разные моменты времени повторяющихся циклов резания, устройством синхронизации, персональным компьютером с управляющей программой для регистрации характеристик процесса, причем выходы тензометрического усилителя соединены со входами системы сбора данных, а устройство синхронизации предназначено для синхронизации светового импульса импульсного источника света с заданным моментом фотографирования и согласования работы датчика положения, системы сбора данных и персонального компьютера.
Особенности предлагаемого комплекса поясняются чертежами.
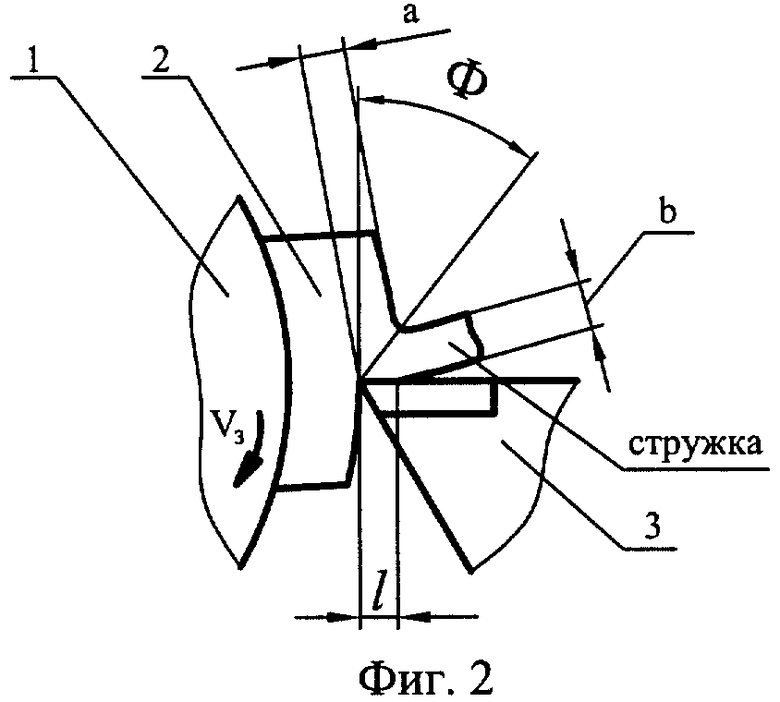
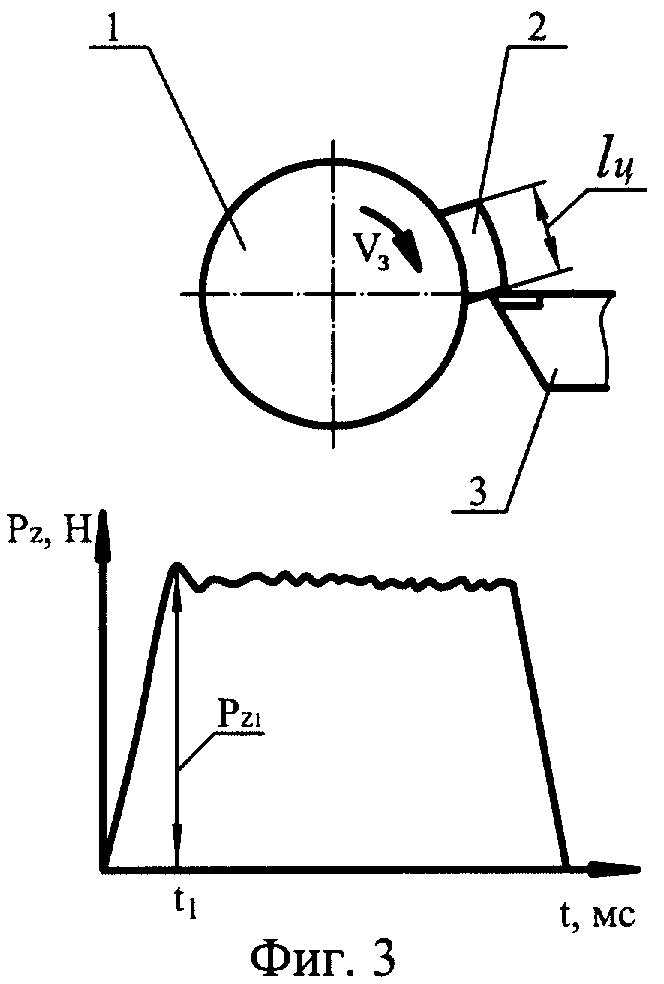
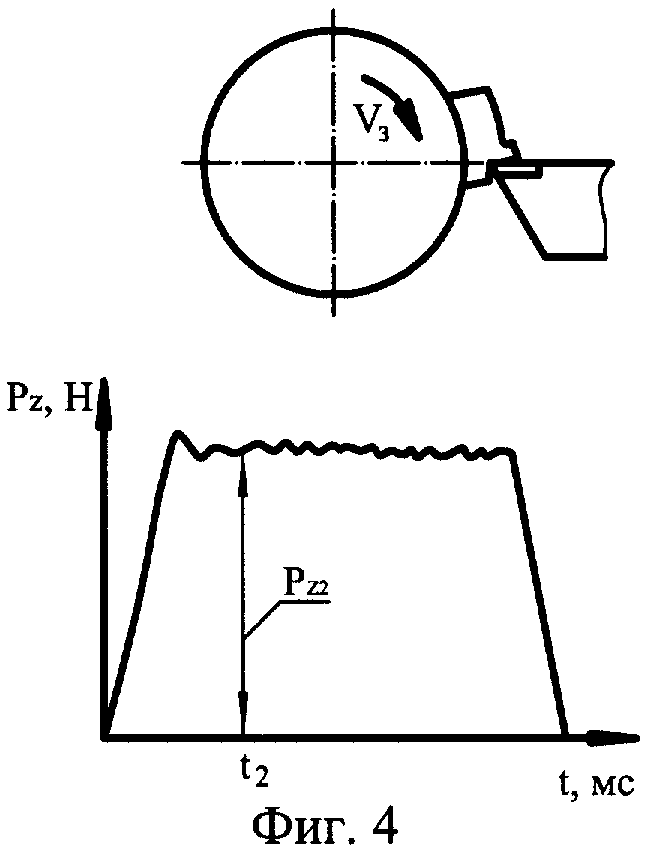
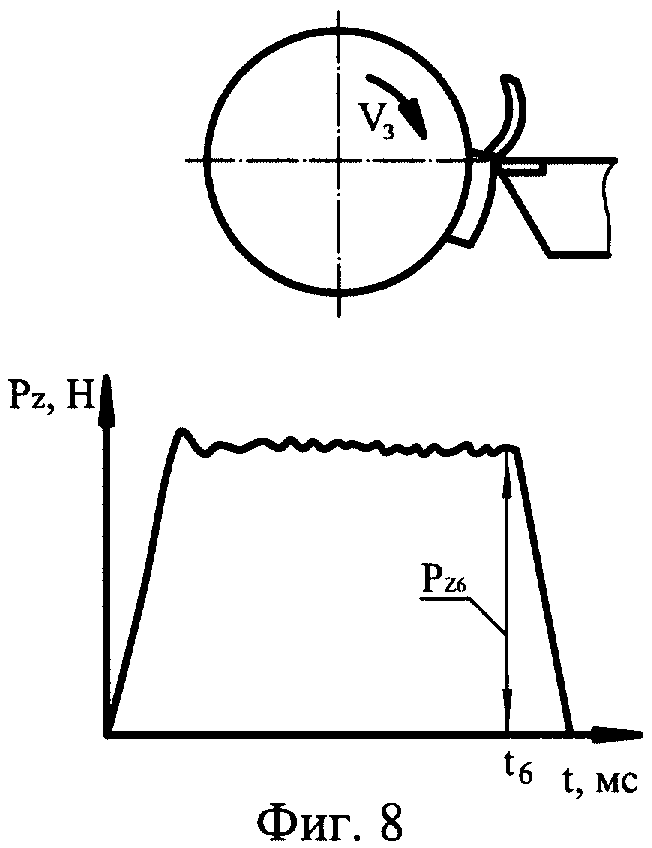
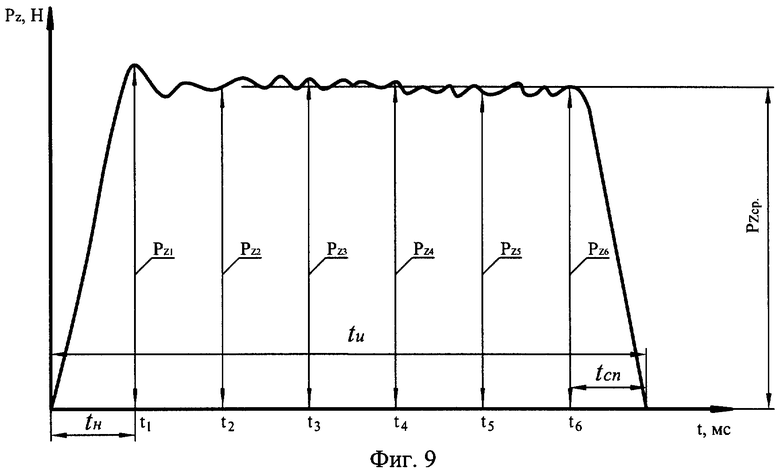
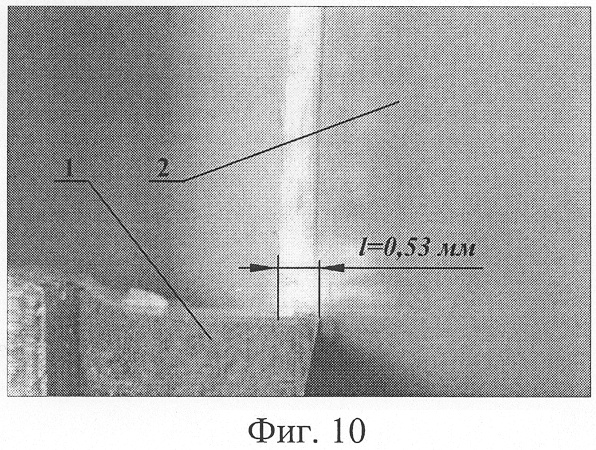
На фиг.1 показана схема измерительно-вычислительного фототензометрического комплекса для измерения характеристик быстропротекающих процессов; на фиг.2 - геометрические характеристики зоны взаимодействия инструмента и заготовки; на фиг.3 - начальный контакт инструмента и заготовки; на фиг.4 - начало образования стружки; на фиг.5-7 - процесс установившегося резания; на фиг.8 - окончание стружкообразования; на фиг.9 - вид осциллограммы единичного импульса силового воздействия на инструмент за единичный цикл прерывистого резания и его основные характеристики; на фиг.10 - фотография зоны резания в момент времени 0,0003 с от начала контакта; на фиг.11 - фотография зоны резания в момент времени 0,004 с от начала контакта; на фиг.12 - осциллограмма силового воздействия на инструмент Pz за единичный цикл прерывистого резания и его основные характеристики.
Предлагаемый измерительно-вычислительный фототензометрический предназначен для измерения силовых и геометрических характеристик быстро протекающих процессов, имеющих циклический характер, например, прерывистого резания: составляющие Pzi, Рxi, Рyi силового воздействия на инструмент в разные моменты времени t1, t2, ..., ti; средние значение Pz ср, Рх cp, Ру ср сил воздействия на инструмент; время нарастания tн и время спада tсп сил; длительность импульсов силового воздействия tи; длина контакта l, глубина резания а, угол сдвига Ф, толщина стружки b.
Усложнение конструктивных форм деталей предопределяет увеличение доли прерывистых процессов резания в общем объеме лезвийной обработки. Прерывистое резание определяется как процесс срезания стружки, чередующийся с холостым пробегом режущего инструмента, и состоит из четырех фаз: врезание режущего клина инструмента в заготовку, установившийся процесс резания по слою с изменяющимся или равномерным поперечным сечением среза, выход режущего клина из обрабатываемого металла, холостой ход инструмента.
Установлено, что прерывистое резание обладает целым рядом особенностей: цикличность механических и тепловых нагрузок на инструмент, наличие переходных процессов (фаз «врезание» и «выход»), адгезионные явления, повышенный уровень вибраций. В силу этих особенностей стойкость инструментов подчиняется иным закономерностям, чем при непрерывном резании.
Эти фазы протекают с постоянно изменяющимися характеристиками взаимодействия режущей части инструмента с обрабатываемым материалом. Меняются: площадка контакта, силы резания и трения, уровень вибраций и температурные условия.
Учитывая, что продолжительность переходного процесса врезания, например, при точении составляет несколько миллисекунд, то становится понятным, насколько сложным является получение таких данных.
Для измерения силовых и геометрических характеристик быстро протекающих процессов разработан и создан измерительно-вычислительный фототензометрический комплекс, который имеет в своем составе: приспособление 1 для закрепления обрабатываемой заготовки 2 (приспособление 1 установлено, например, на шпинделе токарного станка (не показан), на котором осуществляется процесс прерывистого резания), режущий инструмент - резец 3, закрепленный в резцедержателе-динамометре 4 с тензометрическими датчиками, усилитель 5 тензометрических сигналов (УТС), систему 6 сбора данных (ССД), устройство 7 синхронизации и согласования (УСиС), персональный компьютер 8 (ПК), импульсный источник света 9, цифровой фотоаппарат 10 и датчик положения 11. Измерительно-вычислительный комплекс функционирует под управлением специально разработанной программы для персонального компьютера 8.
Работа комплекса заключается в следующем.
В наладочном режиме до начала резания оператор совмещает датчик положения 11 с моментом первоначального контакта заготовки 2 с резцом 3.
При работе в режиме измерения включают приводы главного движения и продольной подачи токарного станка (не показан), которые сообщают вращение со скоростью Vз приспособлению 1 с заготовкой 2 и движение продольной подачи Sпр резцу 3, начинают процесс прерывистого резания. После касания резца 3 заготовки 2 срабатывает датчик положения 11 и сигнал от него поступает в устройство синхронизации и согласования 7, которое запускает систему сбора данных 6. В ССД 6 начинается регистрация сигналов, поступающих с резцедержателя-динамометра 4 через тензометрический усилитель 5. Одновременно с началом регистрации сигналов начинается отсчет времени до момента фотографирования зоны взаимодействия резца 3 и заготовки 2, задаваемого оператором посредством управляющей программы на ПК. По истечении заданного оператором времени устройство синхронизации и согласования 7 запускает импульсный источник света 9 и с помощью цифрового фотоаппарата 10 с открытым затвором фотографируют зону резания. Последующие фотографирования зоны резания осуществляют в другие задаваемые оператором в программе моменты времени с целью получения полного представления о характеристиках прерывистого резания за единичный цикл.
Регистрируемые характеристики воспроизводят на мониторе персонального компьютера 8 с получением в режиме просмотра слайдов видеоряда процесса резания за единичный цикл от первоначального контакта до выхода инструмента из заготовки.
С целью изучения закономерностей быстропротекающих процессов прерывистого резания изготовлен измерительно-вычислительный фото-тензометрический комплекс, который управляется ПК с помощью разработанной управляющей программы.
В состав комплекса входят: токарный станок мод. 16А20Ф3 с установленным на шпинделе в трехкулачковом самоцентрирующем патроне приспособлением, в котором закреплена обрабатываемая заготовка в виде пластины для осуществления процесса прерывистого резания; режущий инструмент - резец проходной (ГОСТ 21151-75), Т15К6, закрепленный в резцедержателе-динамометре с пленочными фольговыми тензометрическими датчиками с базовой длиной 5 мм, номинальным током 25 мА, сопротивлением 100 Ом; усилитель тензометрических сигналов с полосой пропускания 0...100 кГц; система сбора данных с максимальной частотой дискретизации 400 кГц; устройство синхронизации светового импульса с заданным моментом фотографирования и согласования работы всех элементов комплекса с персональным компьютером Hewlett Packard 9100с; импульсный источник света - фотовспышка; цифровой фотоаппарат Olympus C770 и оптический датчик положения. Измерительно-вычислительный комплекс функционирует под управлением специально разработанной программы для персонального компьютера.
Обрабатываемая заготовка - полоса 25×40, материал - алюминиевый сплав АЛ23 ГОСТ 2685-75. Обрабатываемая заготовка установлена в приспособлении на диаметре - 207 мм.
Режимы резания: глубина резания - 0,5 мм, скорость резания - 162,6 м/мин, подача - 2 мм/об.
Фотографировали зону резания и измеряли силу Pz (см. фиг.10, 11, 12) в разные моменты времени от начала контакта, обозначенные на фиг.12 вертикальными метками. В момент времени 0,0003 сек (см. фиг.10) сила резания составляла Pz=389 Н (см. фиг.12), а в момент времени 0,004 сек (см. фиг.11) - Pz=382 Н (см. фиг.12).
Достоинствами предлагаемого комплекса являются: возможность установление взаимно однозначного соответствия между силовыми и геометрическими характеристиками переходных процессов прерывистого резания в любой момент времени; отказ от затратного метода высокоскоростной киносъемки; получение информации, удобной для хранения, анализа, передачи и регистрации на мониторе ПК величин действующих сил, возникающих вибраций и других характеристик силовых импульсов.
Источник информации
1. Бобров В.Ф. Основы теории резания металлов. - М.: Машиностроение, 1975. - С.89, 191-197.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОТОТЕНЗОМЕТРИЧЕСКИЙ СПОСОБ ИЗМЕРЕНИЯ ХАРАКТЕРИСТИК БЫСТРОПРОТЕКАЮЩИХ ПРОЦЕССОВ | 2004 |
|
RU2277037C1 |
| УСТРОЙСТВО ДЛЯ ОЦЕНКИ ЭФФЕКТИВНОСТИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕД ПРИ РЕЗАНИИ МЕТАЛЛОВ | 2009 |
|
RU2428280C2 |
| Способ определения величины контактных усилий | 2023 |
|
RU2819196C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИНАМОМЕТРИЧЕСКИХ ДАННЫХ | 2015 |
|
RU2589511C1 |
| УСТРОЙСТВО КОНТРОЛЯ ИЗНОСА И ПРОГНОЗИРОВАНИЯ ОСТАТОЧНОЙ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА ДЛЯ СИСТЕМЫ ЧПУ СТАНКА | 2009 |
|
RU2417140C1 |
| Способ обработки сложнопрофильных поверхностей керамических изделий на станках с ЧПУ с использованием метода адаптивного шлифования | 2022 |
|
RU2799962C1 |
| АВТОМАТИЗИРОВАННАЯ КОМПЛЕКСНАЯ СИСТЕМА МОНИТОРИНГА УДАЛЕННЫХ ОБЪЕКТОВ И СПОСОБ МОНИТОРИНГА УДАЛЕННЫХ ОБЪЕКТОВ | 2023 |
|
RU2820412C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ИГЛОТОКАРНОЙ ОБРАБОТКИ ВИНТОВ | 2007 |
|
RU2334591C1 |
| Способ отрезания прутка многорезцовой головкой и устройство для его осуществления | 1991 |
|
SU1834749A3 |
| МНОГОКОМПОНЕНТНЫЙ ДАТЧИК СИЛЫ РЕЗАНИЯ | 2011 |
|
RU2455121C1 |





Изобретение относится к технологии машиностроения, в частности к измерению фото-тензометрированием силовых и геометрических характеристик при исследовании закономерностей быстропротекающих процессов, например прерывистого резания. Технический результат - установление соответствия между силовыми и геометрическими характеристиками процесса резания. Комплекс содержит приспособление для крепления обрабатываемой заготовки для реализации прерывистого резания, средства тензометрии с резцедержателем - динамометром, соединенным с тензометрическим усилителем для измерения силового воздействия на инструмент со стороны обрабатываемой заготовки. Комплекс также снабжен системой сбора данных, датчиком положения, цифровым фотоаппаратом с большим фокусным расстоянием, импульсным источником света для освещения при фотографировании относительного положения инструмента и заготовки - зоны их взаимодействия в разные моменты времени повторяющихся циклов резания, устройством синхронизации, персональным компьютером с управляющей программой для регистрации характеристик процесса. Причем выходы тензометрического усилителя соединены со входами системы сбора данных, а устройство синхронизации предназначено для синхронизации светового импульса импульсного источника света с заданным моментом фотографирования и согласования работы датчика положения, системы сбора данных и персонального компьютера. Достоинствами предлагаемого комплекса являются: возможность установления взаимно однозначного соответствия между силовыми и геометрическими характеристиками переходных процессов прерывистого резания в любой момент времени; отказ от затратного метода высокоскоростной киносъемки; получение информации, удобной для хранения, анализа, передачи и регистрации на мониторе ПК величин действующих сил, возникающих вибраций и других характеристик силовых импульсов. 12 ил.
Измерительно-вычислительный фототензометрический комплекс для регистрации характеристик быстропротекающих процессов при механической обработке при прерывистом резании, содержащий приспособление для крепления обрабатываемой заготовки для реализации прерывистого резания, средства тензометрии с резцедержателем-динамометром, соединенным с тензометрическим усилителем для измерения силового воздействия на инструмент со стороны обрабатываемой заготовки, отличающийся тем, что он снабжен системой сбора данных, датчиком положения, цифровым фотоаппаратом с большим фокусным расстоянием, импульсным источником света для освещения при фотографировании относительного положения инструмента и заготовки - зоны их взаимодействия в разные моменты времени повторяющихся циклов резания, устройством синхронизации, персональным компьютером с управляющей программой для регистрации характеристик процесса, причем выходы тензометрического усилителя соединены со входами системы сбора данных, а устройство синхронизации предназначено для синхронизации светового импульса импульсного источника счета с заданным моментом фотографирования и согласования работы датчика положения, системы сбора данных и персонального компьютера.
| БОБРОВ В.Ф., Основы теории резания металлов | |||
| - М.: Машиностроение, 1975 | |||
| Способ размножения копий рисунков, текста и т.п. | 1921 |
|
SU89A1 |
| СПОСОБ ДИАГНОСТИКИ ТОКАРНЫХ СТАНКОВ ПО ПАРАМЕТРАМ ТОЧНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2123923C1 |
| Способ диагностирования технического состояния станков | 1988 |
|
SU1792820A1 |
| КОМБИНИРОВАННОЕ ШПОНОЧНО-ПРЕССОВОЕ СОЕДИНЕНИЕ | 1992 |
|
RU2075875C1 |

