Область техники
Изобретение относится к сварке металлов, более конкретно, к сварке трением, и может быть использовано в ракетостроении, самолетостроении, судостроении и других отраслях машиностроения и строительства для соединения листовых деталей и узлов конструкций из различных материалов, в том числе несвариваемых и ограниченно свариваемых плавлением с целью повышения надежности и прочности сварных швов.
Уровень техники
Известен способ сварки металлов трением для соединения "в стык" листовых деталей, по которому вращающийся инструмент, выполненный в виде стержня с напаянным наконечником, погружают в стык соединяемых деталей и перемещают его вдоль линии стыка, перенося нагретый ротационным трением материал в зону, освобождаемую сзади движущегося инструмента. При этом при достижении пластичности материалов в зоне стыка к инструменту прикладывают осевое усилие (см. А.С. СССР №195846, кл. МПК В 23 К, 1967 г.).
Патент на аналогичное решение "Усовершенствование сварки трением" выдан английской фирме The Welding Institute (TWI) - международная заявка WO 93/10935 от 10.06.93 г. (приоритет от 1991 г.). Известные решения не позволяют получать стабильно надежный и прочный сварной шов.
Известен способ сварки трением с перемешиванием, преимущественно для конструкционных элементов, полученных прессованием, включающий подгонку, установку и закрепление соединяемых элементов, соединение элементов между собой с помощью введения зонда (инструмента), выполненного с цилиндрической оправкой, снабженной на конце опорной поверхностью и соосно расположенным наконечником из материала более твердого, чем соединяемые материалы, вращаемого вокруг оси и перемещаемого вдоль линии соединения, для генерирования тепла трения и создания пластифицированной зоны материала элементов. Кроме того, способ включает воздействие на пластифицированную зону давлением, прикладываемым перпендикулярно поверхности материалов с помощью опорной поверхности, и создание улучшенного потока пластифицированного материала перпендикулярно и вертикально к кромкам соединяемых элементов за счет выступов на наконечнике (см. международную заявку WO 95/26254, МПК В 23 К 20/12, 1995 г.).
Такое выполнение способа, по мнению авторов, позволяет улучшить гомогенизацию шва и за счет этого повысить его качество. Однако данный способ и инструмент не обеспечивают гарантированного получения высококачественного сварного шва и отсутствия в нем несплошностей, неоднородностей.
Раскрытие изобретения
Задачей изобретения является разработка такого способа сварки трением с использованием вращающегося стержня и инструмента для его реализации, которые позволили бы повысить качество сварного шва за счет создания плотной, мелкозернистой его структуры и отсутствия микродефектов.
В соответствии с изобретением поставленная задача достигается тем, что в способе сварки трением, преимущественно для конструкционных листовых элементов, включающем подгонку, установку и закрепление соединяемых элементов, соединение элементов между собой с помощью введения инструмента, выполненного в виде оправки, снабженной на торце опорной поверхностью и соосно расположенным выступающим рабочим стержнем, вращаемой вокруг оси, погружаемой рабочим стержнем в стык соединяемых элементов и перемещаемой вдоль него, для генерирования тепла трения и создания пластифицированной зоны материала элементов, воздействие на пластифицированную зону давлением, создаваемым опорной торцевой поверхностью, воздействие на пластифицированную зону осуществляют периодически изменяющимся по величине давлением с помощью оправки, выполненной с опорной поверхностью отклоненной от плоскости вращения на заданный угол.
Кроме того, в инструменте для осуществления способа, выполненном в виде оправки, связанной с приводом вращения и снабженной на торце опорной поверхностью и соосно расположенным рабочим стержнем, плоскость опорной поверхности выполнена отклоненной от плоскости вращения оправки на угол, равный 0,5-5°.
Более того, в инструменте для осуществления способа опорная поверхность оправки в области малого угла с боковыми образующими оправки выполнена с фаской под углом к плоскости вращения оправки, равным 1,05-1,15 (β+α), где β - угол наклона оси инструмента при сварке, α - угол отклонения опорной поверхности от плоскости вращения.
Такое выполнение способа и инструмента позволяет повысить качество сварного шва путем устранения микродефектов в виде несплошностей благодаря интенсификации процессов формирования структуры шва за счет введения силовых частотных пульсаций.
Перечень чертежей
Изобретение поясняется чертежами, на которых:
- Фиг.1 показывает схему осуществления способа в аксонометрии с частичным вырезом листа по сварному шву;
- Фиг.2 показывает инструмент для осуществления способа с разрезом по оси оправки;
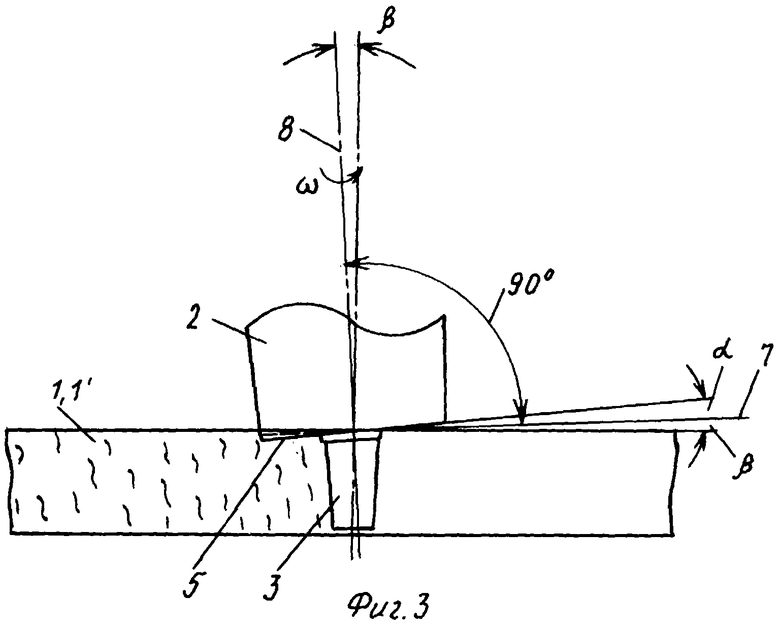
- Фиг.3 показывает концевую часть инструмента при ведении сварки;
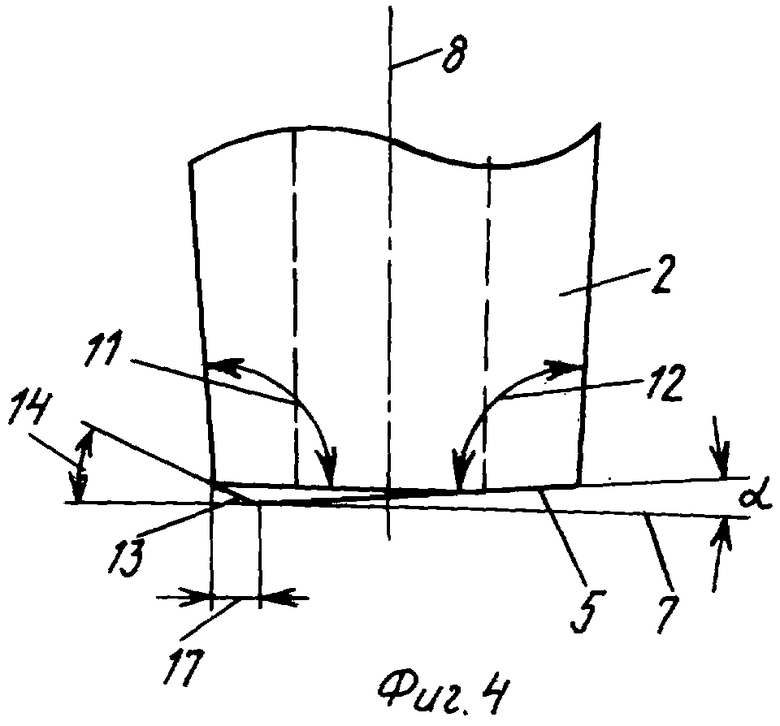
- Фиг.4 показывает концевую часть оправки инструмента с удаленным рабочим стержнем;
- Фиг.5 показывает вид по стрелке А Фиг.4.
Осуществление изобретения
Процесс соединения конструкционных элементов, например, двух листов 1 и 1' из высокопрочного алюминиевого сплава (см. Фиг.1) "в стык" по предлагаемому способу осуществляют в следующей последовательности.
Листы 1 и 1' собирают в специальном сборочно-сварочном зажимном приспособлении (на чертеже не показано). Производят подгонку и установку листов, обеспечивая при этом смыкание торцов кромок и плотное прилегание кромок к жесткой технологической подкладке. После чего выполняют закрепление листов и соединяемых кромок. Не допускаются в процессе сварки какие-либо перемещения кромок относительно зажимного приспособления.
На собранные, подогнанные и зафиксированные таким образом соединяемые листы опускают инструмент, выполненный в виде оправки 2, снабженной на одном конце приводом вращения, а на нижнем торце - опорной поверхностью 5, выполненной отклоненной от плоскости вращения на заданный угол, и соосно расположенным выступающим рабочим стержнем 3. Инструмент опускают до соприкосновения рабочего стержня 3 с поверхностью листов 1 и 1'.
Включают привод вращения 4 (см. Фиг.2) оправки 2 и медленно погружают вращающийся рабочий стержень 3 в стык соединяемых элементов для генерирования тепла трения и создания пластифицированной зоны материала свариваемых узлов (по мере их разогрева). Погружение рабочего стержня 3 производят на заданную глубину, например, на толщину свариваемого материала до появления контакта опорной поверхности 5 оправки 2 с поверхностью соединяемых элементов (Фиг.1). За время погружения рабочего стержня 3 в стык материал вокруг него нагревается до температуры, при которой он становится пластичным. После этого, не прекращая вращения рабочего стержня 3, начинают перемещение оправки со скоростью сварки VС вдоль линии соединения (Фиг.1). Рабочий стержень давит на пластифицированный материал соединяемых листов и, вращаясь, перемещает пластифицированный материал в зону, освобождающуюся сзади движущегося инструмента, где формируется сварочный шов 6 (Фиг.1).
При этом осуществляют воздействие на пластифицированную зону давлением, создаваемым опорной торцевой поверхностью, за счет постоянного усилия, прилагаемого к оправке вдоль ее оси сверху вниз.
Для повышения силы давления ось инструмента при сварке наклоняют на небольшой угол - β (2-3 градуса) (см. Фиг.3) и ведут процесс вершиной угла вперед. При этом сила давления опорной торцевой поверхности оправки раскладывается по осям Х и Z, то есть появляется вектор силы в направлениях вдоль оси инструмента (Z) и сварки (Х), способствующие лучшей динамике пластического течения материала и более стабильному формированию шва.
Кроме постоянного давления, на пластифицированную зону воздействуют периодически изменяющимся по величине давлением с помощью оправки, выполненной с опорной поверхностью 5, отклоненной от плоскости вращения 7 на заданный угол α.
В процессе перемещения вращающегося инструмента вдоль линии соединения опорная поверхность 5 оправки 2 отклонена от поверхности соединяемых листов 1 и 1' на постоянный угол β (примерно 2-3 градуса) из-за наклона на этот угол оси инструмента. К углу β добавляется переменный угол α, вызванный отклонением опорной поверхности 5 от плоскости вращения 7 оправки. Поэтому в каждой точке поверхности свариваемых листов под опорной поверхностью 5 оправки 2 при ее вращении происходит периодическое переменное погружение опорной поверхности 5 оправки 2 в кромки соединяемых листов с наибольшей глубиной погружения на линии стыка сзади движущегося инструмента, то есть в зоне формирования шва. Вследствие этого на зону формирования шва создается переменное давление с максимальным амплитудным значением переменной силы давления позади рабочего стержня 3. Такая силовая пульсация увеличивает динамику деформации материала и других процессов и способствует формированию более плотной структуры материала шва, отсутствию в нем микродефектов.
Эффект уплотнения появляется при наличии угла и усиливается при увеличении угла до 4-5 градусов. Дальнейшее увеличение угла α приводит к нарушению формирования шва. При выборе угла α учитывают толщину соединяемых элементов и теплофизические свойства материала элементов. Угол увеличивают с увеличением толщины и при меньших значениях предела текучести материала соединяемых элементов.
Инструмент для осуществления способа выполнен в виде оправки 2 (см. Фиг.2, 3), связанной с приводом вращения 4 и снабженной на торце опорной поверхностью 5 и соосно расположенным рабочим стержнем 3. При этом плоскость опорной поверхности 5 выполнена отклоненной от плоскости вращения 7(перпендикулярно оси вращения 8 оправки 2) на угол, равный 0,5-5°.
Приводом вращения 4 может служить, например, привод вертикально-фрезерного станка, в шпинделе которого устанавливают инструмент, а зажимное сборочно-сварочное приспособление с собранными под сварку соединяемыми листами устанавливают на каретке станка, после чего производят сварку.
Следует отметить, что опорную поверхность 5 оправки 2 на практике выполняют с диаметром, превышающим диаметр рабочего стержня примерно в 2-2,5 раза.
Поскольку опорная поверхность 5 отклонена на угол α, то (см. Фиг.4, 5) она образует овал с большой осью 9 (ось симметрии) и малой осью 10. В сечении, проходящем через большую ось опорной поверхности 9 и ось вращения 8, образуются малый 11 и большой 12 углы между опорной поверхностью оправки 5 и образующими ее боковой поверхности. Чтобы упомянутый малый угол не оставлял глубоких рисок на поверхности сварного шва, опорная поверхность в области малого угла 11 выполнена с фаской 13 под углом 14 к плоскости вращения 7 оправки, равным 1,05-1,15(β+α), где β - угол наклона оси инструмента при сварке, α - угол отклонения опорной поверхности от плоскости вращения. Фаска 13 образована в виде конусной поверхности вокруг оси оправки 5 и может быть выполнена с максимальным размером 17, равным 0,8-1,5 мм на большой оси.
Рабочий стержень 3 может быть выполнен сменным. Его вводят по ходовой посадке в канал оправки 2 до упора 16 (см. Фиг.2) и фиксируют от выпадения из него винтом 15, а жесткая связь с оправкой может быть выполнена конструктивно по-разному, например, через шлицевое соединение. Упор 16 на рабочем стержне выполнен с диаметром, превышающим диаметр канала оправки не менее чем на 2,0 мм.
Поверхность рабочего стержня 3 может быть выполнена с различным рельефом: винтовая нарезка, выступы и углубления для усиления воздействия на пластическое течение материала в процессе сварки.
По предлагаемому способу выполнялась опытная сварка образцов из алюминиевого сплава АМг6. Исследования показали, что получаемый сварной шов имеет особо мелкозернистую структуру металла, что повышает его надежность и прочностные характеристики.
По сравнению с известными способами, использующими инструмент с опорной поверхностью, лежащей в плоскости вращения инструмента, предлагаемый способ и инструмент позволяют повысить стабильность получения плотного сварного шва даже при предельных параметрах сварки, что повышает надежность способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ С ПЕРЕМЕШИВАНИЕМ МАТЕРИАЛА И ИНСТРУМЕНТ ДЛЯ СВАРКИ | 2006 |
|
RU2330749C2 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2006 |
|
RU2342236C2 |
| ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2015 |
|
RU2621514C2 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОВЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2314902C2 |
| ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ И СПОСОБ СВАРКИ | 2007 |
|
RU2357843C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2634389C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ СТЫКОВЫХ СОЕДИНЕНИЙ ВЫСОКОПРОЧНЫХ АЛЮМИНИЙ-ЛИТИЕВЫХ СПЛАВОВ СИСТЕМЫ AL-CU-LI | 2017 |
|
RU2679787C1 |
| Способ сварки трением со сквозным перемешиванием оребренных панелей планера самолета | 2015 |
|
RU2620411C2 |
| Способ получения таврового соединения | 2023 |
|
RU2822529C1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ АЛЮМИНИЕВЫХ ДЕФОРМИРУЕМЫХ СПЛАВОВ | 2016 |
|
RU2634402C1 |


Изобретение может быть использовано при соединении листовых деталей из различных материалов, в т.ч. несвариваемых или ограниченно свариваемых плавлением. Инструмент для сварки содержит вращаемую вокруг оси оправку с опорной поверхностью на торце, снабженную расположенным ей соосно выступающим рабочим стержнем. Рабочий стержень погружают в стык соединяемых элементов и перемещают инструмент с наклоном его оси вдоль стыка. На пластифицированную зону воздействуют давлением, создаваемым опорной торцевой поверхностью оправки и периодически изменяющимся по величине давлением. При этом оправка выполнена с опорной поверхностью отклоненной от плоскости, перпендикулярной ее оси вращения на угол 0,5-5,0 град. При сварке размещают оправку с возможностью погружения ее опорной поверхности в кромки соединяемых листов. Повышение качества шва за счет создания плотной мелкозернистой его структуры и отсутствия микродефектов обеспечено интенсификацией процессов формирования шва путем введения силовых частотных пульсаций. 2 н. и 1 з.п. ф-лы, 5 ил.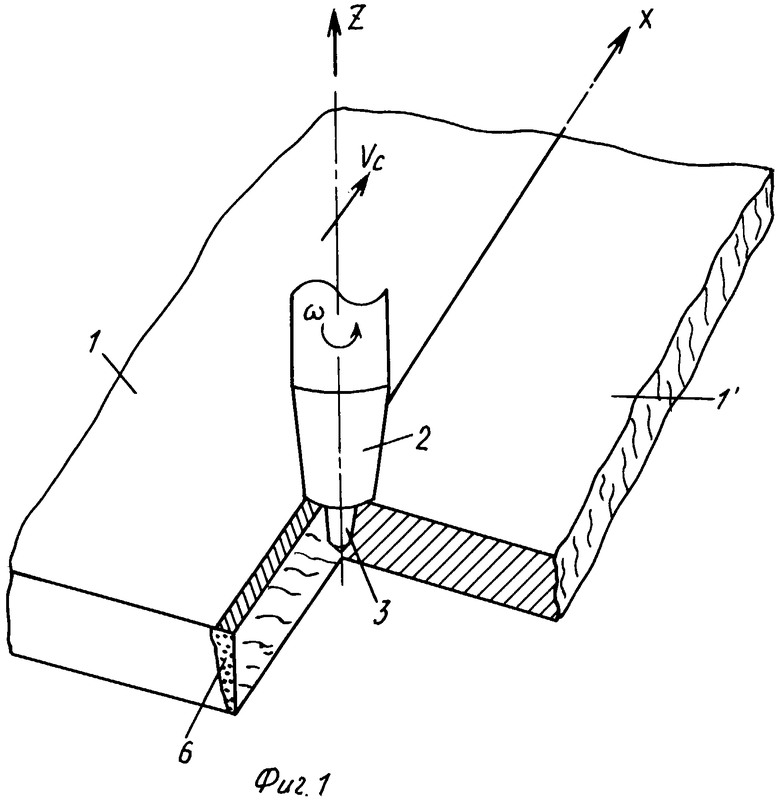
| Прибор для очистки паром от сажи дымогарных трубок в паровозных котлах | 1913 |
|
SU95A1 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ ТРЕНИЕМ | 0 |
|
SU195846A1 |
| Способ шовной сварки трением | 1985 |
|
SU1393566A1 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2000 |
|
RU2173619C1 |

