Изобретение относится к нефтехимической промышленности, а именно к способу переработки и утилизации легкой пиролизной смолы, образующейся в процессе пиролиза углеводородного сырья.
Известен способ переработки пиролизной смолы с получением в качестве товарного продукта стабильных бензиновых компонентов и тяжелой пиролизной смолы, используемой в качестве печного топлива (Состав и переработка жидких продуктов пиролиза на отечественных установках. Тематический обзор, М.: ЦНИИТЭнефтехим, 1977, с.55-62). Для получения бензиновых компонентов пиролизную смолу подвергают первичному фракционированию, затем фракцию с началом кипения 180°С гидрируют на алюмопалладийсульфидном катализаторе при температуре 60-150°С и давлении 25-28 ат, после чего подвергают ректификации. Фракцию с температурой кипения 130-180°С используют как стабильный бензиновый компонент. Легкую фракцию после отделения от углеводородов С4-С5 также используют в качестве товарного бензинового компонента. Основными недостатками способа являются его технологическая сложность, энергоемкость, использование дорогостоящих катализаторов.
Известен способ термической переработки смол пиролиза с температурой начала кипения не ниже 150°С (А.С. СССР № 470118 от 05.05.75, Бюллетень № 17) с получением термостабильных концентратов ароматических углеводородов или высокоиндексного пека. Смола термически обрабатывается в течение 10-1200 сек при 400-600°С и давлении 20-200 ати. Полученный продукт разделяют на дистиллятную и остаточную фракции. Последнюю подвергают дальнейшей термической обработке при температуре 380-480°С и давлении не выше 50 ати в течение 1-10 часов. Недостатками этого способа являются сложность технологического процесса, большая энергоемкость и низкий выход основного продукта.
Наиболее близким к предлагаемому является способ переработки пиролизной смолы - побочного продукта производства этилена (Патент РФ № 2178445 от 20.01.2002) с получением в качестве товарного продукта стабильного бензинового компонента. Процесс осуществляют путем двухступенчатой ректификации (фиг.1). На первой ступени ректификации в колонне К1 при температуре куба колонны 165-170°С и атмосферном давлении выводят как дистиллят первый углеводородный поток F2 (фракция С5-С6), а кубовый остаток F3 подают на вторую ступень разделения. В колонне К2 при температуре куба колонны 182-184°С и остаточном давлении 10-15 мм рт. ст. выводят как дистиллят второй углеводородный поток F4 (фракция С8-С10). На линию вывода потока F4 в целях повышения октанового числа стабильного бензинового компонента подают поток F2 в соотношении 8:1-1,1. Кубовый остаток колонны К2 - тяжелую фракцию С10-С12 используют в качестве печного топлива. Недостатками этого способа являются 1) использование фракций смолы как бензиновых компонентов может иметь не только положительный эффект (повышение октанового числа), но и отрицательный (повышение содержания циклических углеводородов, приводящих к образованию нагара); 2) неполная утилизация пиролизной смолы (образование вязкого продукта, не пригодного в качестве топливного компонента и обладающего высокой коксуемостью); 3) высокие энергетические затраты на получение бензиновых компонентов вследствие проведения процесса ректификации под вакуумом.
В предлагаемом способе переработка легкой пиролизной смолы осуществляется с целью получения трех товарных продуктов: товарной бензольной фракции и двух типов нефтяного растворителя.
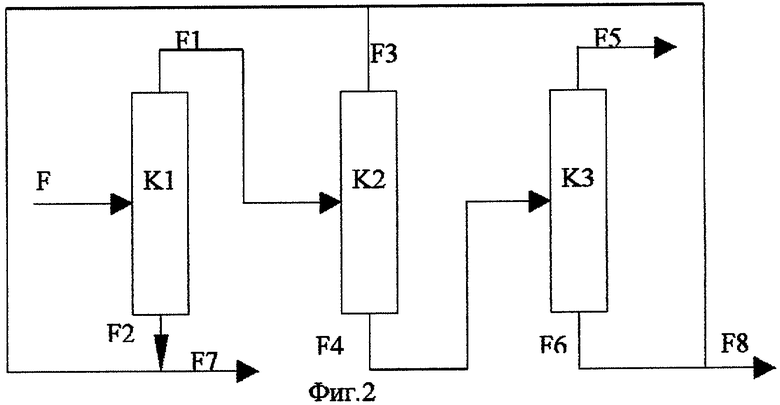
Способ переработки и утилизации легкой пиролизной смолы с получением трех органических растворителей включает в себя стадию разделения смолы на четыре фракции и стадию получения продуктов путем смешения определенных фракций. Стадия ректификационного разделения (фиг.2) протекает в трех колоннах (ступенях разделения) при атмосферном давлении: в первой колонне К1 из смолы выделяют как кубовый остаток тяжелую фракцию F2 с температурой кипения 140-220°С, а дистиллят F1 подают на вторую ступень разделения; во второй колонне К2 выделяют как дистиллят F3 легкую фракцию с температурой кипения 35-75°С, а кубовый остаток F4 подают на третью ступень разделения; в третьей колонне К3 выделяют как дистиллят F5 бензольную фракцию 75-85°С и как кубовый остаток F6 остаточную фракцию 85-140°С. На стадии смешения получают два типа растворителя: смесь фракций 35-75°С и 140-220°С в соотношении 1:1-1.5 и смесь фракций 35-75°С и 85-140°С в соотношении 1:1-1.5. Продукты переработки смолы могут использоваться в нефтяной промышленности для удаления асфальтосмолистых отложений или в качестве растворителя лакокрасочных материалов.
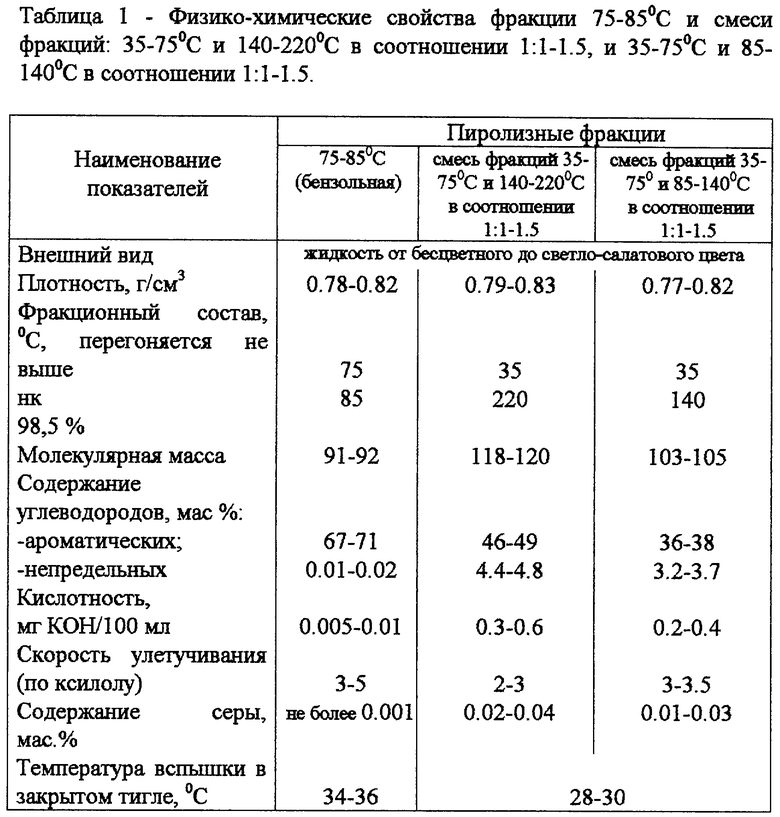
Основные физико-химические характеристики бензольной фракции 75-85°С и смеси фракций 35-75°С и 140-220°С в соотношении 1:1-1.5, и смеси фракций 35-75°С и 85-140°С в соотношении 1:1-1.5 приведены в таблице 1.
Пример 1 (по прототипу). Легкую пиролизную смолу в количестве 3 тонн подают в колонну К1, где из нее выделяют первый углеводородный поток в количестве 2 тонн, а кубовый остаток в количестве 1 тонны подают на вторую ступень разделения. В колонне К2 происходит разделение смеси на второй углеводородный поток в количестве 0.25 тонны и тяжелую фракцию количестве 0.75 тонны, используемую как печное топливо. Два углеводородных потока смешивают с получением 2.25 тонны стабильного бензинового компонента. Выход основного продукта составляет 75%.
Пример 2 (предлагаемый способ). Легкая пиролизная смола в количестве 3 тонн на первой стадии подвергается 3-ступенчатой ректификации. В первой колонне К1 выделяют как кубовый остаток фракцию 140-220°С в количестве 1 тонны, а дистиллят в количестве 2 тонн подают на следующую ступень разделения. Во второй колонне К2 выделяют как дистиллят 0.8 тонны легкой фракции 35-75°С, а кубовый остаток в количестве 1.2 тонны подают на следующую ступень разделения. В третьей колонне К3 получают как дистиллят готовый продукт - бензольную фракцию 75-85°С в количестве 1.05 тонны и как кубовый остаток остаточную фракцию 85-140°С в количестве 0.15 тонны. На стадии смешения получают 1) тяжелый растворитель 1.7 тонны путем смешения 1 тонны тяжелой фракции 140-220°С с 0.7 тонной легкой фракции 35-75°С; 2) легкий растворитель 0.25 тонны путем смешения 0.15 тонн остаточной фракции 85-140°С с 0.1 тонны легкой фракции 35-75°С. Полученные растворители трех типов могут использоваться как сольвенты пиролизные, которые по основным эксплуатационным свойствам и углеводородному составу соответствует нефтяным сольвентам типа «Нефрас-А и Нефрас-С4».
Сравнительные характеристики процесса обработки легкой пиролизной смолы по прототипу и по предлагаемому способу приведены в таблице 2.
Количество получаемых продуктов, кг:
-фракция бензольная
-тяжелый растворитель,
-легкий растворитель,
-стабильный бензиновый компонент,
-печное топливо.
Выход целевого продукта,%
Количество стадий разделения
0
0
0
2250
750
75
2
1050
1700
250
0
0
100
3
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ И УТИЛИЗАЦИИ ПИРОЛИЗНОЙ СМОЛЫ | 2021 |
|
RU2757255C1 |
| Способ комплексной добычи и переработки матричной нефти | 2018 |
|
RU2731216C2 |
| Способ термоокислительного крекинга мазута и вакуумных дистиллятов и установка для переработки тяжелых нефтяных остатков | 2020 |
|
RU2772416C2 |
| СПОСОБ ПЕРЕРАБОТКИ ПИРОЛИЗНОЙ СМОЛЫ | 1999 |
|
RU2178445C2 |
| АНТИСЕПТИК НЕФТЯНОЙ ДЛЯ ПРОПИТКИ ДРЕВЕСИНЫ (ВАРИАНТЫ) | 2006 |
|
RU2331512C2 |
| Способ получения сырья для производства технического углерода | 1989 |
|
SU1684311A1 |
| СПОСОБ ПОЛУЧЕНИЯ БУТИЛКАУЧУКА | 2007 |
|
RU2355712C1 |
| Способ переработки жидких продуктов пиролиза углеводородного сырья | 1984 |
|
SU1234418A1 |
| Способ получения сырья для производства технического углерода | 2020 |
|
RU2759378C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПЕРЕРАБОТКИ ВЫСОКОСЕРНИСТЫХ ТОПЛИВ | 1997 |
|
RU2128680C1 |
Использование: нефтепереработка и нефтехимия. Сущность: проводят разделение смолы на четыре фракции и смешение трех фракций между собой. При этом стадия ректификационного разделения протекает в три ступени с получением одного готового продукта и трех промежуточных фракций: на первой ступени из смолы выделяют как кубовый остаток фракцию 140-220°С, на второй ступени из оставшейся части выделяют как дистиллят легкую фракцию 35-75°С, а на третьей ступени происходит разделение оставшейся части на остаточную фракцию 85-140°С и готовый продукт - бензольную фракцию 75-85°С; на стадии смешения получают два типа растворителя: тяжелый путем смешения фракций 35-75°С и 140-220°С в соотношении 1:1-1.5 и легкий путем смешения фракций 35-75°С и 85-140°С в соотношении 1:1-1.5. Технический результат: расширение ассортимента получаемых продуктов. 2 табл., 2 ил.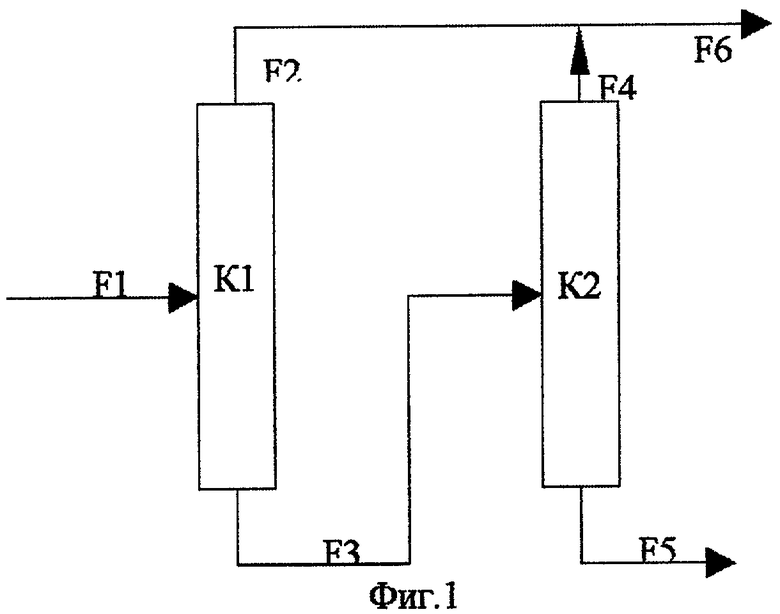
Способ переработки и утилизациилегкой пиролизной смолы с получением из нее трех органических растворителей, включающий в себя две стадии: ректификационного разделения и смешения фракций, отличающийся тем, что на стадии разделения смолу разгоняют на четыре фракции в три ступени: на первой ступени из смолы выделяют как кубовый остаток фракцию 140-220°С, на второй ступени из оставшейся части выделяют как дистиллят легкую фракцию 35-75°С, а на третьей ступени происходит разделение оставшейся части на остаточную фракцию 85-140°С и готовый продукт - бензольную фракцию 75-85°С; на стадии смешения из промежуточных фракций получают два типа растворителя: «тяжелый» растворитель - смесь фракций 35-75°С и 140-220°С в соотношении 1:1-1.5 и «легкий» растворитель - смесь фракций 35-75°С и 85-140°С в соотношении 1:1-1.5.
| СПОСОБ ПЕРЕРАБОТКИ ПИРОЛИЗНОЙ СМОЛЫ | 1999 |
|
RU2178445C2 |

