Предлагаемый способ и устройство относятся к вакуумной технике, в частности к технологии перекрытия рабочих проемов вакуумных устройств, и могут быть использованы для герметизации при вводе в вакуумную камеру и извлечения из нее без нарушения вакуума длинномерных объектов.
Известны способы ввода объектов в вакуумную камеру и устройства для их осуществления (авт. св. СССР №№337447, 341877, 834244, 901356, 935141, 1113196, 1319391, 1482978, 1570863, 1695704, 1700843, 1749279; патенты РФ №№2023747, 2023748, 2034095, 2076293, 2084556, 2135315 150698; патенты США №№2983249, 3182176, 3959104; патенты Великобритании №№948554, 2237762, 2239200; патенты ФРГ №№1910952, 2214590, 2844434; патенты Франции №№2496523, 2675719, 2664510; патент Бельгии №753342; патенты Японии №№55-61318, 58-238848; Максимов Л.Ю., Кривонос Г.А. Экологически безопасная очистка металла в потоке. Тяжелое машиностроение, 1997, №5, с.35-36; Литвинов В.К., Морозов Л.П. Исследование электрических характеристик плазменно-дугового процесса зачистки металла круглого профиля. Известия Вузов "Черная металлургия", 1982, №4; Булат В.Е., Эстерлис М.Х. Очистка металлических изделий от окалины, окисной пленки и загрязнений электродуговым разрядом в вакууме. Физика и химия обработки материалов, 1987, №3, с.49-53 и др.).
Из известных способов и устройств наиболее близкими к предлагаемым являются "Способ вакуумно-дуговой очистки проволоки и устройство для его осуществления" (патент РФ №2181636, В 21 В 45/04, 2000), которые и выбраны в качестве ближайших аналогов.
По известному способу при очистке проволоки осуществляют ее размотку с бунта, сварку концов, последовательно подаваемых для очистки бунтов, пропуск проволоки через входной гермоввод (гермоузел) вакуумной камеры, через зону вакуумно-дугового разряда между электродным узлом и проволокой и герметичного вывода очищенной проволоки из камеры.
Все эти операции предназначены для очистки (обработки) катанки и проволоки от прокатной окалины и ржавчины. В последнее время разработана технология термообработки отжига или поверхностной закалки в вакууме.
Существующие сегодня способы герметизации ввода и вывода длинномерных объектов (изделий) в вакуумную камеру и из нее на практике работают плохо. Основным их недостатком является малый ресурс работы, так как очень быстро изнашивается герметизирующий материал, если его твердость ниже твердости оксидов и материала катанки или проволоки. Если твердость материала гермоузла выше, чем твердость оксидов и материала катанки и проволоки, то возникают задиры, что приводит к обрыву катанки или проволоки и остановке технологического процесса обработки проволоки. При этом на замену вышедших из строя уплотнений или ликвидацию обрыва требуется остановка всего процесса обработки проволоки или катанки, определенные временные и материальные затраты, что снижает производительность очистки проволоки и катанки.
Кроме того, известный способ применяется для обработки в вакуумной камере только проволоки и не обеспечивает возможности для ввода в вакуумную камеру и вывода из нее длинномерных объектов таких, как ленты и другого металлопроката.
Следует также отметить, что разработка герметизирующих узлов для ввода в вакуумную камеру и вывода из нее длинномерных объектов является сложной самостоятельной технической задачей, решение которой направлено на выбор высококачественных дорогих материалов и методов их сохранения при длительной эксплуатации.
Технической задачей изобретения является расширение функциональных возможностей способа путем ввода в вакуумную камеру и вывода из нее длинномерных объектов, повышение производительности их обработки и существенного увеличения межремонтных сроков эксплуатации герметизирующих узлов, основанных на этом способе обработки длинномерных изделий.
Поставленная задача решается тем, что в способе транспортирования длинномерных объектов через вакуумную камеру с размещенными в ней устройствами для обработки длинномерных объектов, включающем их ввод и вывод из камеры через герметизирующие узлы с использованием в них эластичного герметизирующего материала, в соответствии с изобретением, герметизирующий материал подают по мере его износа во входные и выходные герметизирующие узлы под давлением, обеспечивающим герметичную транспортировку длинномерного объекта через вакуумную камеру, удаляя отработанный герметизирующий материал с поверхности длинномерного объекта, из вакуумной камеры и из полостей между герметизирующими узлами, при этом по мере расходования герметизирующий материал пополняют.
Устройство для транспортирования длинномерных объектов через вакуумную камеру с размещенными в ней устройствами для обработки длинномерных объектов, содержащее вводные и выводные герметизирующие узлы, в которых использован эластичный герметизирующий материал, а также средства транспортирования объектов, в соответствии с изобретением снабжено механизмами подачи герметизирующего материала в герметизирующие узлы под давлением, обеспечивающим герметичное транспортирование длинномерного объекта, и устройством для удаления отработанного герметизирующего материала с поверхности длинномерного объекта, из вакуумной камеры и полостей между герметизирующими узлами, при этом механизм подачи герметизирующего материала выполнен с возможностью его пополнения по мере износа и расходования
Поставленная задача решается тем, что герметизирующий материал предварительно измельчают до размера, превышающего размер зазора между транспортируемыми через вакуумную камеру длинномерным объектом и корпусом герметизирующего узла. Перед подачей в корпусы герметизирующих узлов твердость герметизирующего материала повышают. На обрабатываемый длинномерный объект перед герметизирующими узлами наносят смазку.
Отработанный герметизирующий материал после восстановления может быть использован многократно.
В устройстве предусмотрены соответствующие этим приемам средства.
Для обеспечения высокой надежности и ресурса работы устройства для вакуумно-дуговой обработки длинномерных изделий на входе и выходе устанавливают несколько гермоузлов последовательно. При этом полости между герметизирующими узлами вакуумируются, а изношенный герметизирующий материал постоянно в ходе работы извлекается из полостей между герметизирующими узлами, удаляется с поверхности обрабатываемого изделия и из вакуумной камеры. В зависимости от его свойств он может использоваться многократно.
Эластичный герметизирующий материал может быть в виде шнура, пластины, блока и т.п.), в виде измельченных кусков, волокон или в вязком состоянии, но перед подачей в корпус герметизирующего узла его отвердевают (Физический энциклопедический словарь, М., Научное издательство "Большая Российская энциклопедия", 1995, с.506), т.е. повышают его твердость за счет охлаждения, полимеризации, вулканизации, добавления ингредиентов и т.п., это делается в устройстве для повышения твердости герметизирующего материала.
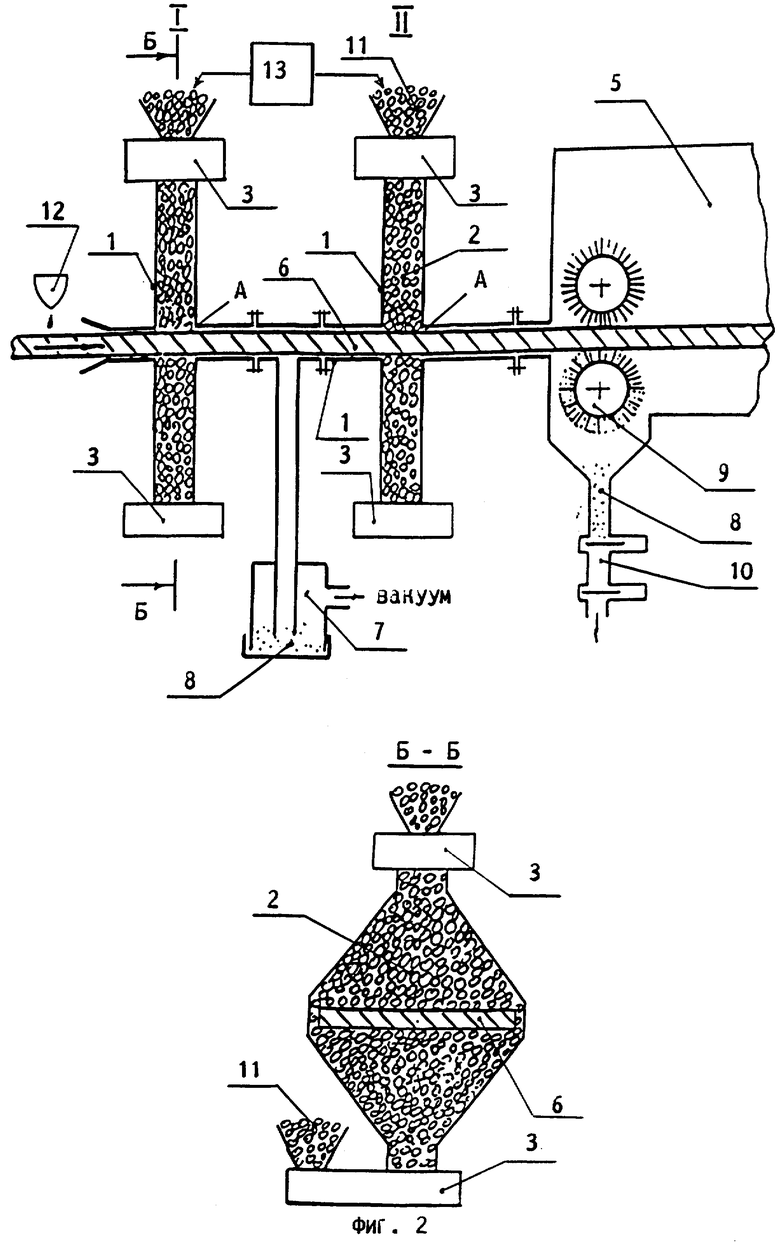
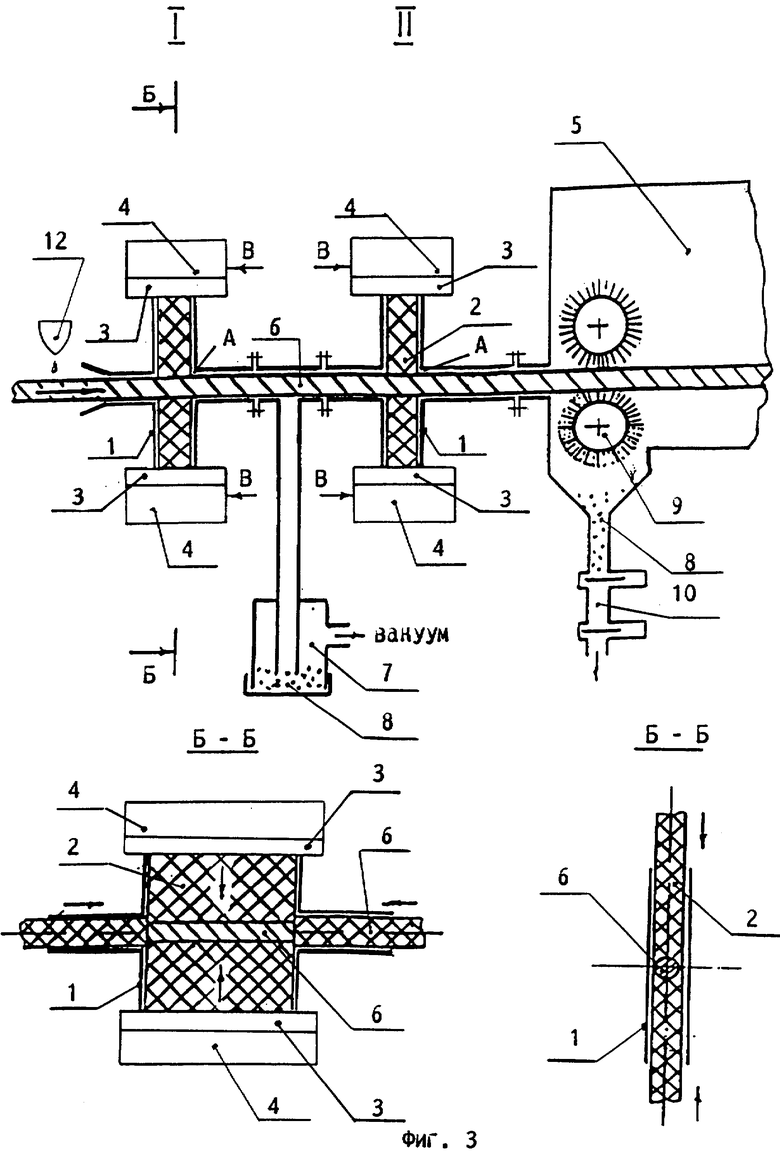
Структурные схемы устройств, реализующих предлагаемый способ ввода длинномерных объектов в вакуумную камеру, представлены на Фиг.1-3, где введены следующие обозначения:
1. Корпус герметизирующего узла.
2. Расходный герметизирующий материал.
3. Механизм подачи герметизирующего материала.
4. Устройство для повышения твердости герметизирующего материала.
5. Вакуумная камера.
6. Обрабатываемое изделие (проволока, лента и т.п.)
7. Устройство для сбора изношенного герметизирующего материала.
8. Отработанный герметизирующий материал.
9. Устройство удаления герметизирующего материала с обрабатываемого изделия.
10. Шлюз удаления отработанного герметизирующего материала из вакуумной камеры.
11. Заправочный бункер для измельченного герметизирующего материала.
12. Узел нанесения смазки на изделие.
13. Механизм измельчения герметизирующего материала:
I, II - Герметизирующие узлы
А. - Зазор между изделием и корпусом герметизирующего узла.
В. - Подача герметизирующего материала в вязком, жидком, газообразном состояниях.
На Фиг.1 представлена схема герметизирующего входного (выходной герметизирующий узел аналогичен, чтобы его представить нужно на Фиг.1-3 мысленно изменить направление перемещения обрабатываемого изделия на противоположное) узла в вакуумную камеру. Обрабатываемое изделие 6 подается в вакуумную камеру 5 через два (может быть один или больше) герметизирующих узла, состоящих из корпуса 1 герметизирующего узла ввода и герметизирующего материала 2. Герметизирующий материал 2 поступает в соприкосновение с изделием 6 с помощью механизма подачи 3. Герметизирующий материал 2, обладая упругостью и эластичностью, под давлением перекрывает зазор А между корпусом герметизирующего узла и поступающим (выходящим) в вакуумную камеру (из вакуумной камеры) обрабатываемым изделием 6, герметизируя зазор А, тем самым препятствует поступлению атмосферного воздуха в вакуумную камеру 5. В процессе работы герметизирующий материал 2 изнашивается и за счет движения изделия перемещается в устройство для сбора отработанного герметизирующего материала 7, а в вакуумной камере 5 отработанный герметизирующий материал удаляется с изделия 6 посредством устройства 9 и удаляется из вакуумной камеры через шлюз 10. Для уменьшения износа герметизирующего материала перед герметизирующим узлом установлен узел нанесения смазки 12. В выходном гермоузле узел нанесения смазки 12 установлен вместо устройства 9 удаления отработанного герметизирующего материала.
По мере износа герметизирующего материала 2 он подается в герметизирующий узел 1 механизмом 3. Если герметизирующий материал выполнен в виде пластин или шнуров, то по мере их износа к ним крепят новые куски герметизирующего материала. На Фиг.1 сечение Б-Б относится к герметизирующим узлам для лент, Б-Б к гермоузлам проволоки и прутков.
На Фиг.2 изображена схема герметизирующих узлов с измельченным герметизирующим материалом. По мере расхода эластичного герметизирующего материала его подают в заправочные бункеры 11 механизмов подачи 3. Размеры измельченного герметизирующего материала должны превышать размер зазора А.
На Фиг.3 изображена схема гермоузлов, в которые герметизирующий материал подается в пластическом вязком состоянии (В). Для того, чтобы он выполнил герметизирующие функции, его пропускают через устройство для повышения упругости и твердости герметизирующего вещества 4.
На экспериментальных установках АОЗТ «Кластер» (г.Санкт-Петербург) подтверждены возможность и эффективность предлагаемого способа транспортировки длинномерных объектов через вакуумную камеру и устройства для его осуществления.
Прошли испытания два устройства, одно из них предназначено для транспортировки через вакуумную камеру стальной катанки диаметром 6,5 мм, а другое для транспортировки через вакуумную камеру стальной ленты сечением 200×2,5 мм. Оба устройства выполнены по схеме, представленной на Фиг.1. В качестве герметизирующего материала использованы масло-бензостойкая резина в виде шнура диаметром 20 мм для катанки, пластинчатая масло-бензостойкая резина сечением 200×20 мм для стальной ленты. На входе в вакуумную камеру проволока и стальная лента перед гермоузлами смазывались вакуумным маслом ВМ-1, перед выходным гермоузлом катанка и стальная лента не смазывались. Испытания подтвердили высокую эффективность предложенного способа транспортировки длинномерных объектов через вакуумную камеру и устройства для его осуществления. В вакуумной камере поддерживался вакуум 5,0 Па в течение 8 часов при непрерывной работе откачных систем (вакуумный насос АВЗ-90 и бустерный насос 2НВБМ-250). При этом суммарный износ герметизирующего материала во входном и выходном гермоузлах составил не более 100 грамм. За это время были обработаны 3,3 тонны катанки и 4,9 тонны стальной ленты.
Таким образом, предлагаемый способ и устройство по сравнению с прототипами и другими техническими решениями аналогичного назначения обеспечивают расширение функциональных возможностей. Это достигается путем транспортировки через вакуумную камеру не только проволоки, но и других длинномерных объектов.
Кроме того, предлагаемые технические решения обеспечивают повышение производительности обработки длинномерных объектов и существенное увеличение межремонтных сроков эксплуатации герметизирующих узлов.
Изобретение относится к вакуумной технике, в частности к технологии перекрытия рабочих проемов вакуумных устройств. Задача изобретения - расширение функциональных возможностей, повышение производительности и увеличения межремонтных сроков эксплуатации герметизирующих узлов. В способе, включающем ввод и вывод длинномерных объектов из камеры через герметизирующие узлы с использованием в них эластичного герметизирующего материала, в соответствии с изобретением герметизирующий материал подают по мере его износа во входные и выходные герметизирующие узлы под давлением, обеспечивающим герметичную транспортировку длинномерного объекта через вакуумную камеру, удаляя отработанный герметизирующий материал с поверхности длинномерного объекта, из вакуумной камеры и из полостей между герметизирующими узлами, при этом по мере расходования герметизирующий материал пополняют. Устройство, содержащее вводные и выводные герметизирующие узлы, в которых использован эластичный герметизирующий материал, а также средства транспортирования объектов в соответствии с изобретением снабжено механизмами подачи герметизирующего материала в герметизирующие узлы под давлением, обеспечивающим герметичное транспортирование длинномерного объекта, и устройством для удаления отработанного герметизирующего материала с поверхности длинномерного объекта, из вакуумной камеры и полостей между герметизирующими узлами. Механизм подачи герметизирующего материала выполнен с возможностью его пополнения по мере износа и расходования. Изобретение обеспечивает возможность транспортирования длинномерных объектов разной формы поперечного сечения и повышение ресурса работы оборудования. 2 н. и 7 з.п. ф-лы, 3 ил.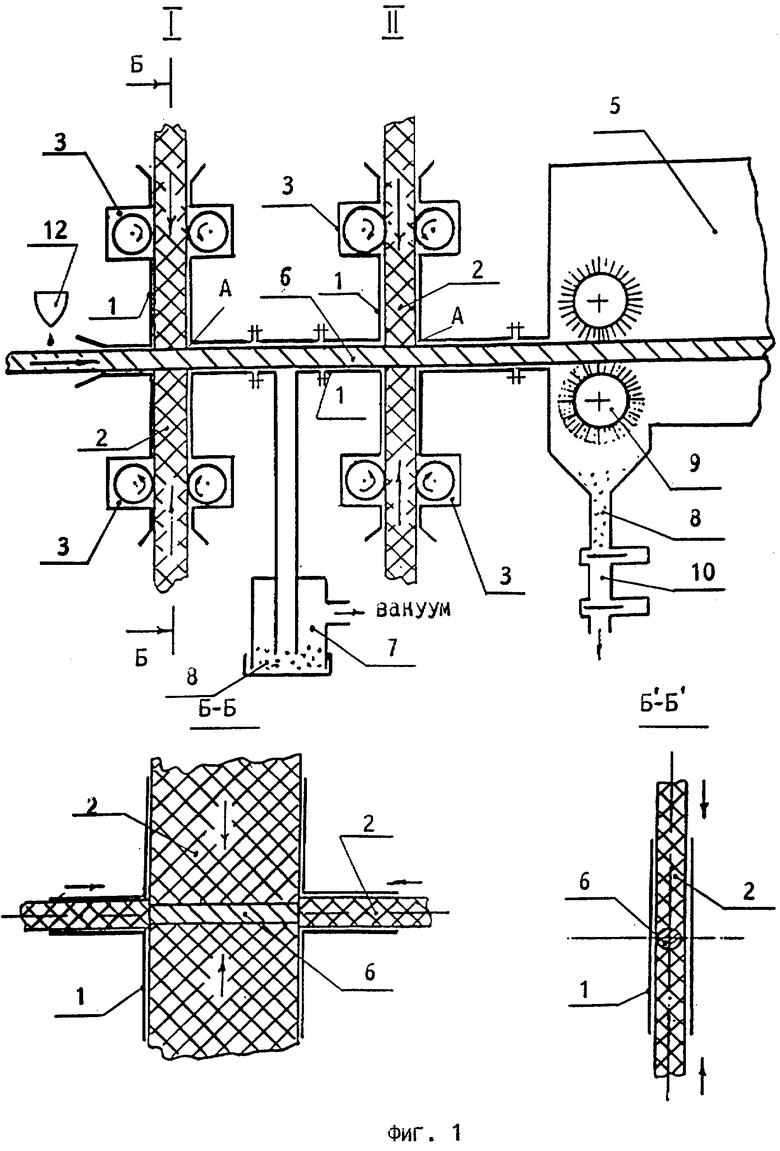
| СПОСОБ ВАКУУМНО-ДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2181636C2 |
| СПОСОБ ВВЕДЕНИЯ ВЕЩЕСТВА С ЮВЕНИЛЬНОИ ПОВЕРХНОСТЬЮ В ЗАМКНУТОЕ ВАКУУМНОЕ ПРОСТРАНСТВО, СОЗДАННОЕ ВНУТРЕННИМ РАЗРЫВОМ | 0 |
|
SU403989A1 |
| Вакуумный прокатный стан | 1985 |
|
SU1359023A1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2605011C1 |

