Устройство относится к области металлургии, а именно к производству проволоки на стадии ее поверхностной обработки в вакууме или в контролируемой среде и может быть использовано на предприятиях черной и цветной металлургии, в машиностроении для очистки сварочной проволоки.
Известна промышленная технология обработки проволоки электродными пятнами дугового разряда при атмосферном давлении с использованием магнитной крутки дуги между проволокой и одним или двумя (СССР 171056, H 05 В, 1963) кольцевыми электродами (СССР 937059, В 08 В 7/04, 1980) в атмосфере защитного газа. Качество такой обработки невысоко из-за сильно контрагированных приэлектродных привязок дуги, которые при столь высоком давлении интенсивно нагревают и оплавляют металл, оставляя поверхность грубошероховатой, а проволоку - перегретой. В результате после очистки она вновь окисляется и покрывается новым слоем окалины, кроме того, интенсивный нагрев проволоки подвергает ее неконтролируемой термообработке, что не всегда желательно.
Переход к вакуумной дуге несколько улучшает ситуацию.
Известен способ вакуумно-дуговой очистки движущейся проволоки с помощью дугового разряда, горящего на расположенный рядом стержневой электрод (СССР 1570863 A1, В 23 H 7/36, 1988).
Такая обработка неравномерна из-за фиксированного азимутального расположения разрядного электрода, ее качество и производительность невысоки.
Известен аналогичный способ, предполагающий использование свободно горящей дуги (СССР 476041, В 08 В 1/00, 1971) или дуги, стабилизированной посредством диафрагмы, механически перемещаемой над обрабатываемой поверхностью (СССР 1695704 А1, С 23 С 14/02, 1987).
В первом случае качество обработки страдает от нестабильности дугового разряда. Во втором изобретении предпринята попытка поднять качество очистки введением сложного механического перемещения стабилизирующей разряд диафрагмы.
Однако из-за увеличения сил трения в вакууме производительность и стабильность этой технологии возросли незначительно.
Более высокие производственные показатели обеспечивает способ вакуумно-дуговой очистки проволоки путем ее ввода в вакуумную камеру через гермоввод, непрерывной транспортировки через зону вакуумно-дугового разряда между проволокой и электродным узлом и вывода очищенной проволоки из камеры через выходное уплотнение, а также и устройство, содержащее вакуумную камеру, размещенные в ней средства поддержания дугового разряда между проволокой и электродным узлом, устройства герметичного ввода и вывода проволоки и систему ее непрерывного транспорта через узел очистки (СССР 1700843 А1, В 08 В 7/00, 10.12.1986).
Общую производительность данной технологии ограничивает относительно быстрый износ выходного уплотнения, требующий частых остановок процесса на замену изношенного узла. Данное техническое решение, как наиболее близкое к заявленному, избрано в качестве прототипа.
Целью предлагаемого изобретения является повышение общей производительности процесса вакуумно-дуговой очистки проволоки и снижение себестоимости выпускаемой продукции.
Поставленная цель достигается тем, что в способе вакуумно-дуговой очистки проволоки путем ее ввода в вакуумную камеру через гермоввод, непрерывной транспортировки через зону вакуумно-дугового разряда между проволокой и электродным узлом и вывода очищенной проволоки из камеры через выходное уплотнение последнюю операцию совмещают с процессом деформации проволоки, например волочения. При этом в устройстве для вакуумно-дуговой очистки проволоки, содержащем вакуумную камеру, размещенные в ней средства поддержания дугового разряда между проволокой и электродным узлом, устройства герметичного ввода и вывода проволоки и систему ее непрерывного транспорта через узел очистки, узел герметичного вывода проволоки из камеры выполнен в виде волочильного инструмента - волоки, снабженной системой охлаждения и смазки, герметизированными относительно вакуумного объема.
Схема устройства, выполненного согласно данному предложению, представлена на чертеже, где 1 - вакуумная камера, 2 - проволока, 3 - кольцевой электрод, 4 - гермоввод, 5 - узел герметичного вывода проволоки в виде охлаждаемой волоки, 6 - подающий барабан, 7 - приемный барабан, 8 - система дозированной подачи волочильной смазки, 9 - патрубок откачки вакуумной камеры, 10 - охлаждаемые панели конденсации продуктов эрозии проволоки, 11 - охлаждаемые роликовые контакты, 12 - блок питания дугового разряда, 13 - уплотнение, 14 - соленоид магнитной крутки дуги, 15 - прижатые к проволоке охлаждаемые ролики.
Данная установка работает следующим образом. После заправки проволоки 2 включают откачку камеры 1. По достижении рабочего давления (101-10-3 мм рт. ст. ) включают охлаждение панелей 10 и роликов 15, подачу проволоки 2 (включением барабана 7) и волочильной смазки в систему 8, с помощью блока 12 возбуждают дуги между электродами 3 и проволокой 2 и выводят параметры разряда на заданный уровень.
При выработке проволоки 2 с барабана 6 последний заменяют другим, а новую проволоку сваривают с предыдущей с помощью стыкосварочной машины (не показана). Таким образом обеспечивают непрерывность процесса очистки. Герметичность камеры 1 в узле вывода проволоки 2 обеспечивается тем, что в волоке 5 происходит обжатие проволоки 2, т.е. ее пластическая деформация. Известно, что подобного рода уплотнения работоспособны в любых вакуумных системах вплоть до высокого вакуума.
Волоки выполняются из высококачественных износостойких сталей или металлокерамики, обеспечивающих этим устройствам значительный ресурс, что существенно снижает потери времени на замену узлов герметичного вывода проволоки из вакуумной камеры. В итоге общая производительность процесса очистки проволоки увеличивается весьма заметно. Кроме того, в данном изобретении вакуумно-дуговая очистка проволоки интегрирована с процессом ее калибровки, что устраняет непроизводительные перемотки проволоки и ликвидируют обычно применяемое жидкостное химическое (кислотное) травление проволоки перед ее калибровкой. В итоге общая производительность оборудования по выпуску проволоки возрастает весьма существенно. Себестоимость проволоки при этом снижается как за счет роста производительности оборудования, так и за счет уменьшения производственных затрат на закупку, применение и утилизацию вредных химикатов для травления проволоки, снижения потребности в производительных площадях, отсутствия необходимости в дорогостоящих вентиляционных и фильтрующих системах, дорогих очистных сооружениях, сокращения численности обслуживающего персонала. Одновременно резко улучшается экология производства.
Экономическую эффективность данного изобретения можно проиллюстрировать на примере производства стальной проволоки (катанки) диаметром 5,5 мм в поточной линии сталепрокатного завода АО "Стандарт - 2", г. Санкт-Петербург. Базовым образцом для сравнения эффективности предложения избрана ранее применявшаяся технология производства проволоки указанного типа с использованием кислотного травления перед волочением. Общая производительность этой технологии составляла 3-5 км/ч. С применением заявленного предложения она возросла до 4-х раз, т.е. до 20 км/ч. В узле очистки использовались четыре водоохлаждаемых электрода в виде медных колец толщиной 20 мм. Суммарный тон разряда составил около 1400 А, соленоиды магнитной крутки дуг создавали в разрядных промежутках магнитное поле напряженности около 0,01 Тл. Переход к "сухой" плазменной очистке, интегрированной с процессом волочения, привел к сокращению производственных площадей до 4-х раз, снижению расхода электроэнергии до 10-ти раз и снижению себестоимости калиброванной проволоки до 9-ти раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВАКУУМНО-ДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135315C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДУГОВОГО РАЗРЯДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2195517C2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
| СПОСОБ ТРАНСПОРТИРОВКИ ДЛИННОМЕРНЫХ ОБЪЕКТОВ ЧЕРЕЗ ВАКУУМНУЮ КАМЕРУ | 2006 |
|
RU2343030C2 |
| СПОСОБ ОБРАБОТКИ ФОЛЬГИ | 1998 |
|
RU2151815C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ В ВАКУУМЕ | 1998 |
|
RU2135316C1 |
| УСТАНОВКА ДЛЯ ОБРАБОТКИ ЛЕНТ И ФОЛЬГИ | 1998 |
|
RU2142519C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ КРУПНОГАБАРИТНЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ДУГОВЫМ РАЗРЯДОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2374046C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147953C1 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
Группа изобретений относится к технологии вакуумно-дуговой обработки проволоки. Способ вакуумно-дуговой очистки проволоки включает ее ввод в вакуумную камеру через гермоввод, непрерывную транспортировку через зону вакуумно-дугового разряда между проволокой и электродным узлом и герметичный вывод очищенной проволоки из камеры. Последнюю операцию осуществляют, совмещая вывод проволоки с процессом ее деформации волочением. Устройство для осуществления способа содержит вакуумную камеру, размещенные в ней средства поддержания дугового разряда между проволокой и электродным узлом, узлы герметичного ввода и вывода проволоки и систему ее непрерывного транспортирования в камеру через узел очистки и из камеры. Узел гермовывода проволоки из камеры выполнен в виде волоки, снабженной системами охлаждения и смазки. Изобретение обеспечивает повышение производительности и снижение себестоимости процесса очистки. 2 с.п. ф-лы, 1 ил.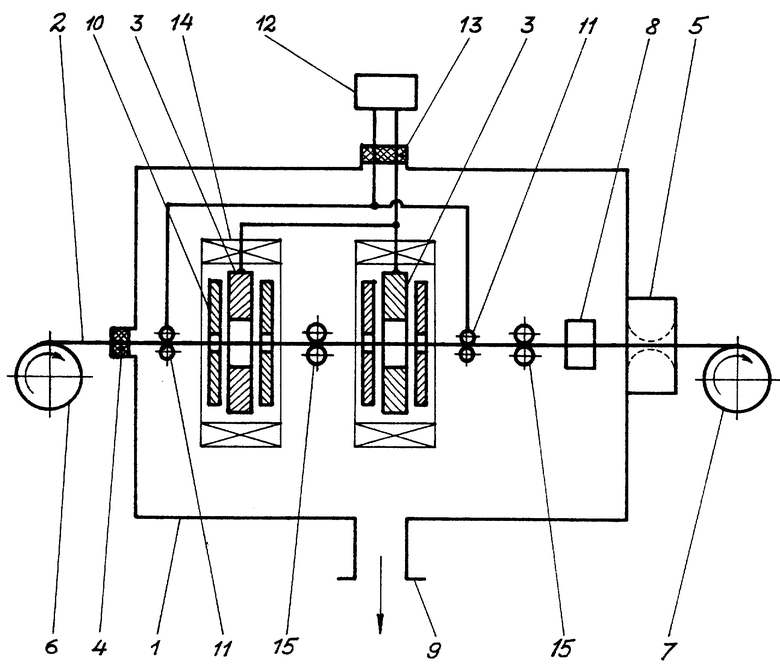
| Установка для электродуговой очистки проката в вакууме | 1986 |
|
SU1700843A1 |
| Устройство для очистки катанки дуговым разрядом | 1981 |
|
SU997889A1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2605011C1 |

