Настоящее изобретение относится в основном к роботизированным станкам, а более конкретно - к подаче порошков в них.
Существуют различные конфигурации роботизированных станков для осуществления различных технологических операций в производстве составных частей различных машин. Так, из патента США 6068201 известен станок, имеющий механизм, перемещающий термический пистолет-разбрызгиватель для нанесения рисунка на подложку, а из патента США 4704298 известно устройство для нанесения покрытия, заполненного в плазменную горелку, на шарикоподшипники или сферообразные предметы.
Обычный многокоординатный станок, управляемый компьютером, запрограммирован на следование инструмента по предварительно определенной траектории вдоль контуров трехмерной заготовки. Для заготовки может потребоваться точная сварка в конкретных местах на ее контуре или может потребоваться, например, точное нанесение покрытия на ее поверхность.
В одной возможной конфигурации, на дальнем конце (конце кинематической цепи со стороны рабочего органа) шарнирного робототехнического манипулятора, имеющего несколько степеней свободы, например выполненного с возможностью поступательного движения или поворота или обоих этих движений, установлены плазменная горелка или пушка. Станок может быть запрограммирован на перемещение плазменной пушки к поверхности заготовки и следование по запрограммированной траектории для автоматического плазменного напыления подходящего порошкового материала на заготовку.
Заготовка может быть, например, неподвижной направляющей лопаткой газотурбинного двигателя, которая имеет сложный трехмерный контур и на которую требуется осадить теплоизоляционное покрытие путем плазменного напыления. Чтобы обеспечить плазменное напыление равномерного покрытия по всей поверхности заготовки, плазменная пушка должна следовать по точной траектории напыления, осуществляя при этом точное осаждение слоя материала.
Покрытие, осаждаемое плазменным напылением, сначала подают в виде порошка из порошкового питателя, соединенного с плазменной пушкой посредством подающей трубки или трубы. Труба должна быть длинной и гибкой, чтобы обеспечить многоосное перемещение робототехнического манипулятора без защемления и захлестывания, и поэтому вносит значительную задержку или запаздывание в быстродействие при изменении скоростей подачи порошка в процессе работы.
Порошковые питатели поставляются промышленностью в различных формах, включая в себя встроенные контроллеры, которые обеспечивают задание требуемой скорости подачи порошка из них. С порошковым питателем и роботизированным станком может быть оперативно соединен обычный технологический управляющий компьютер для управления их работой.
Поскольку изменение скорости подачи порошка, связанное с порошковым питателем, вносит временное запаздывание перед осуществлением изменения на конце подающей трубы, оканчивающейся у плазменной пушки, операцию плазменного напыления нужно временно замедлять или прерывать до тех пор, пока не стабилизируется изменение скорости подачи. Это уменьшает эффективность операции плазменного напыления и может негативно сказаться на равномерности покрытия, осаждаемого плазменным напылением.
Поэтому задача заключается в том, чтобы разработать роботизированный станок, имеющий повышенное быстродействие при изменениях скоростей подачи порошков.
Такая задача решается за счет того, что согласно изобретению роботизированный станок содержит многоосный робототехнический манипулятор, имеющий рабочий орган, установленный на его дальнем конце, инжектор для впрыскивания порошка, установленный на манипулятор рядом с органом, местный порошковый питатель, установленный на манипулятор и включающий трубу местного питателя, соединенную с инжектором для подачи в него порошка, и датчик нагрузки для измерения массы порошка в упомянутом питателе для управления скоростью подачи порошка, отдаленный порошковый питатель, находящийся на некотором расстоянии от манипулятора и включающий трубу отдаленного питателя, соединенную с местным питателем для подачи в него порошка, и технологический компьютер, оперативно соединенный с упомянутым робототехническим манипулятором, местным питателем и отдаленным питателем, для управления их работой для ступенчатой подачи порошка в инжектор поочередно из питателей.
Предпочтительно местный питатель включает местный бункер для подачи порошка в трубу местного питателя, отдаленный питатель включает отдаленный бункер для подачи порошка в трубу отдаленного питателя, и местный бункер выполнен меньшим, чем упомянутый отдаленный бункер.
Кроме того, предпочтительно труба местного питателя короче, чем труба отдаленного питателя.
Предпочтительно питатель установлен вертикально на основание манипулятора, а труба местного питателя имеет размеры, обеспечивающие полное многоосное перемещение дальнего конца манипулятора.
Предпочтительно технологический компьютер оперативно соединен с датчиком нагрузки для управления впрыском порошка из упомянутого инжектора в замкнутом контуре на основе обратной связи по скорости подачи массы порошка, выпускаемого по трубе местного питателя.
Предпочтительно технологический компьютер оперативно соединен с датчиком нагрузки для управления впрыском порошка из инжектора в разомкнутом контуре на основе скорости подачи массы порошка, выпускаемого по трубе местного питателя.
Предпочтительно местный питатель является порошковым питателем с псевдоожиженным слоем.
Предпочтительно отдаленный питатель является порошковым питателем с псевдоожиженным слоем.
Предпочтительно также отдаленный питатель является дисковым питателем с гравитационной подачей.
Предпочтительно рабочий орган является пушкой для плазменного напыления, а порошок является порошком покрытия, наносимого плазменным напылением.
Техническая задача также решается за счет того, что согласно изобретению в способе эксплуатации упомянутого роботизированного станка осуществляют ступенчатую канальную подачу порошка из отдаленного питателя в местный питатель и управляют скоростью подачи порошка, выпускаемого из местного питателя, в инжектор.
Предпочтительно управляют скоростью подачи из местного питателя в замкнутом контуре путем измерения потерь массы из местного питателя.
Кроме того, предпочтительно изменяют скорость подачи порошка, выпускаемого из местного питателя.
Предпочтительно дополнительно подают порошок порциями из отдаленного питателя в местный питатель по мере расходования порошка в местном питателе.
Задача также решается за счет того, что согласно изобретению роботизированный станок содержит многоосный робототехнический манипулятор, имеющий рабочий орган, установленный на его дальнем конце, инжектор для впрыскивания порошка, установленный на упомянутый манипулятор рядом с упомянутым органом, местный порошковый питатель с псевдоожиженным слоем, отдаленный порошковый питатель, находящийся на некотором расстоянии от манипулятора и включающий трубу отдаленного питателя, соединенную с местным питателем для подачи в него порошка, и технологический компьютер, оперативно соединенный с робототехническим манипулятором, местным питателем и отдаленным питателем, для управления их работой для ступенчатой подачи порошка в инжектор поочередно из питателей.
Предпочтительно труба местного питателя короче, чем труба отдаленного питателя.
Также предпочтительно местный питатель включает местный бункер для подачи порошка в трубу местного питателя, отдаленный питатель включает отдаленный бункер для подачи порошка в трубу отдаленного питателя, и местный бункер выполнен меньшим, чем отдаленный бункер.
Предпочтительно технологический компьютер оперативно соединен с датчиком нагрузки для управления впрыском порошка из инжектора в замкнутом контуре на основе обратной связи по скорости подачи массы порошка, выпускаемого по трубе местного питателя.
Кроме того, предпочтительно местный питатель установлен вертикально на основание манипулятора, а труба местного питателя имеет размеры, обеспечивающие полное многоосное перемещение дальнего конца манипулятора.
Предпочтительно также рабочий орган является пушкой для плазменного напыления, а порошок является порошком покрытия, наносимого плазменным напылением.
Изобретение в соответствии с предпочтительными и возможными конкретными вариантами его осуществления, а также его дополнительные задачи и преимущества будут описаны подробнее в нижеследующем подробном описании, которое следует рассматривать вместе с прилагаемыми чертежами, на которых:
Фиг.1 изображает условное представление многокоординатного станка, конфигурация которого предназначена для плазменного напыления на заготовку в соответствии с возможным конкретным вариантом осуществления настоящего изобретения;
фиг.2 изображает фронтальную проекцию в частичном разрезе местного питателя, показанного на фиг.1, в соответствии с возможным конкретным вариантом осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
На фиг.1 условно изображен роботизированный станок 10, включающий в себя многокоординатный шарнирный манипулятор 12, положением которого оперативно управляет программируемый контроллер 14. Станок 10 может иметь любую традиционную конфигурацию для выполнения различных требуемых технологических операций, включая, например, сварку и плазменное напыление. Такие станки обычно называют станками с числовым программным управлением (ЧПУ (CNC)) или числовым цифровым управлением (ЧЦУ (DNC)), различные технологические операции которых могут быть запрограммированы в их программном обеспечении и могут храниться в подходящем запоминающем устройстве внутри контроллера для обеспечения автоматической работы таких станков.
В возможном конкретном варианте осуществления, изображенном на фиг.1, робототехнический манипулятор 12 шарнирно сочленен в нескольких сочленениях для обеспечения шести осей перемещения опоры 16, находящейся на дальнем конце манипулятора. Все соответствующие шесть степеней свободы обуславливают повороты, которые обозначены шестью двуглавыми стрелками, показанными на фиг.1.
Опора 16 поддерживает с возможностью демонтажа рабочий орган 18 в возможной форме пушки для плазменного напыления. Плазменная пушка включает в себя основной корпус с надлежащим водяным охлаждением, на который установлено с возможностью демонтажа сопло для плазменного напыления. В пушку подается газообразная плазма и надлежащее электропитание для выпуска горячей плазмы 20 из сопла в процессе работы.
Станок 10 также включает в себя установочный стол, на котором можно должным образом устанавливать заготовку 22. В возможном конкретном варианте осуществления установочный стол придает две дополнительные степени свободы, включая поворот стола и его наклон, которые вместе с шестью степенями свободы робототехнического манипулятора 12 дают в сумме восемь степеней свободы манипулятора и стола. Таким образом, можно направлять плазменную пушку 18 и, в частности, плазменное сопло в любое место на открытой поверхности заготовки 22, установленной на стол.
Вышеописанные многокоординатный роботизированный станок и заготовка могут иметь любую традиционную конфигурацию. Например, заготовка может принимать возможную форму лопатки газотурбинного двигателя, которая имеет аэродинамический контур, включающий в себя в целом вогнутую сторону нагнетания и в целом выпуклую сторону всасывания, проходящие в продольном направлении от основания до кромки между передним и задним краями лопатки.
Поскольку лопатка подвергается воздействию горячих газообразных продуктов сгорания в процессе работы в газотурбинном двигателе, желательно покрыть лопатку керамическим теплоизоляционным покрытием 24с, которое наносят путем осаждения плазменным напылением, осуществляемым с помощью пушки 18 для плазменного напыления.
Покрытие 24с после осаждения плазмы и охлаждения затвердевает как единая масса. Вместе с тем, материал покрытия сначала имеет форму свободного порошка 24, который впрыскивают в горячую плазму из одного или более инжекторов 26 порошка, надлежащим образом установленных на робототехнический манипулятор, как правило - на конце сопла плазменной пушки 18.
В соответствии с настоящим изобретением роботизированный станок оснащен ступенчатой системой подачи порошка, имеющей относительно длинную подающую трубу с соответственно длительным запаздыванием по быстродействию при изменении скоростей подачи порошка. Более конкретно, первый или местный порошковый питатель 28 предпочтительно установлен на подходящую часть робототехнического манипулятора 12 и включает в себя гибкую трубу 30 первого или местного питателя, соединенную с упомянутым одним или более инжекторами порошка для подачи в них порошка.
На некотором надлежащем расстоянии от робототехнического манипулятора находится второй или отдаленный порошковый питатель 34, соединенный с местным питателем 28 для подачи в него порошка.
Оба питателя 28, 32 могут быть традиционными и - в форме, поставляемой промышленностью, - могут включать в себя соответствующие электрические контроллеры 28а, 32а, которые управляют их работой, включая управление требуемыми скоростями подачи порошка из них. С контроллером 14 робототехнического манипулятора 12 и соответствующими контроллерами местного и отдаленного питателей 28, 32 оперативно соединен центральный технологический управляющий компьютер 36 для совместного управления ими.
Технологический компьютер 36 может иметь любую традиционную форму и взаимодействует с контроллером робототехнического манипулятора для управления несколькими его степенями свободы с целью расположения плазменной пушки 18 должным образом для направления горячей плазмы и впрыскивания порошка поверх наружной поверхности заготовки 22. Технологический компьютер также запрограммирован на управление поочередной или последовательной ступенчатой подачей порошка в порошковый инжектор 26 из местного и отдаленного питателей 28, 32.
Местный питатель 28 включает в себя местный бункер 28b, размеры которого обеспечивают возможность временного хранения и подачи порошка в трубу 30 местного питателя по потребности для операции впрыскивания конкретного порошка. Соответственно отдаленный питатель 32 включает в себя отдаленный бункер 32b для временного хранения и подачи порошка 24 в трубу 34 отдаленного питателя по потребности для пополнения порошка по мере его расходования из местного питателя. Местный бункер 28b предпочтительно является относительно малым, и его размеры меньше, чем у отдаленного бункера 32b, размеры которого значительно больше, чтобы он мог содержать достаточную порцию порошка для завершения требуемого процесса плазменного напыления при непрерывном нанесении покрытия на одну или более заготовок 22.
Конкретным преимуществом применения двух питателей 28, 32 является возможность ступенчатой подачи порошка и повышения быстродействия при изменении скоростей подачи порошка в процессе работы, причем быстродействие оптимизируется, когда размеры трубы 30 местного питателя выбирают так, что ее длина является как можно меньшей и, как правило, значительно меньшей, чем у более длинной трубы 34 отдаленного питателя, которая проходит к отдаленному питателю 32, расположенному на любом подходящем расстоянии от робототехнического манипулятора для предотвращения помех этому манипулятору в процессе работы.
Усовершенствованный способ эксплуатации или применения роботизированного станка, показанного на фиг.1, условно изображен на этом чертеже в виде структурной схемы и включает канальную ступенчатую подачу порошка из отдаленного питателя 32 в местный питатель 28 для гарантии того, что местный питатель все время имеет достаточно порошка внутри для снабжения инжектора 26 порошка. Поэтому быстродействие при осуществлении изменений скорости подачи значительно повышается за счет управления скоростью подачи порошка, выпускаемого из местного питателя 28 в инжектор 26.
Когда технологический компьютер 36 посылает команду изменения скорости подачи через контроллер местного питателя 28, изменение скорости подачи, имеющее место в инжекторе 26, происходит относительно быстро ввиду относительно малой длины трубы 30 местного питателя, по которой осуществляют канальную подачу порошка. Поскольку быстродействие при подаче порошка непосредственно связано с длиной трубы, по которой осуществляется его канальная подача, то чем короче труба, тем выше будет быстродействие.
Вместе с тем, поскольку плазменная пушка прикреплена к дальнему концу робототехнического манипулятора 12, местный питатель 28 и труба 30 местного питателя должны быть расположены должным образом для предотвращения захлестывания или препятствия движению манипулятора во время его перемещения в пределах своего полного диапазона перемещения.
В возможном конкретном варианте осуществления, изображенном на фиг.1, местный питатель 28 предпочтительно установлен вертикально на подходящей каретке или опоре 38 на ближнем конце (конце кинематической цепи со стороны основания) или основании робототехнического манипулятора 12, несущего этот питатель в процессе работы. Кроме того, труба 30 местного питателя имеет такие размеры, что ее длина обеспечивает полное многоосное перемещение дальнего конца манипулятора, несущего плазменную пушку 18, без захлестывания или препятствия его движению. Таким образом, труба 30 местного питателя может быть относительно короткой для повышения быстродействия при подаче порошка от устанавливаемого на технологической позиции местного питателя 28.
В возможном конкретном варианте осуществления, изображенном на фиг.1, предусмотрен робототехнический манипулятор 12, поставляемый промышленностью в различных формах, причем в изображенном конкретном варианте осуществления он имеет шесть степеней свободы для последовательных поворотов. Вторая ось поворота от неподвижного основания робототехнического манипулятора реализуется с помощью соответствующего двигателя, имеющего невращающийся кожух, к которому можно с удобством прикрепить опору 38 питателя. Поэтому местный питатель испытывает только перемещение при повороте в горизонтальной плоскости относительно первой оси поворота манипулятора и все время остается установленным вертикально или отвесно.
Вместе с тем, опора 38 питателя может принимать форму карданного подвеса, позволяющего устанавливать питатель в других местах на шарнирном манипуляторе, которые еще ближе к плазменной пушке 18, с одновременным поддержанием вертикальной или отвесной ориентации порошкового питателя для его эффективной работы.
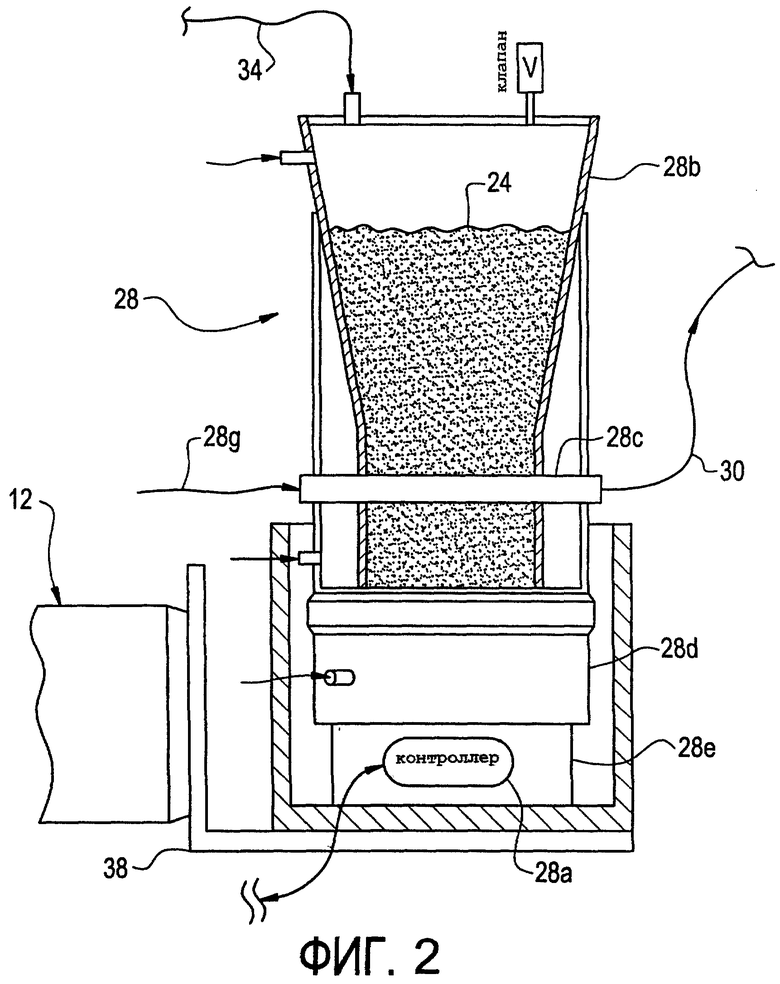
Более конкретное изображение местного питателя 28 представлено на фиг.2 в соответствии с предпочтительным конкретным вариантом осуществления настоящего изобретения. В этом конкретном варианте осуществления местный питатель принимает форму выпускаемого промышленностью порошкового питателя 28 с псевдоожиженным слоем, например - питателя модели 9МР, поставляемого "Салзер Метко Компани" (Sulzer Metco Company), Уэстбери, штат Нью-Йорк.
Местный бункер 28b представляет собой закрытый сосуд, в который порошок 24 подается из трубы 34 отдаленного питателя, входящей в его крышку. Бункер имеет размеры, обеспечивающие хранение относительно малого количества порошка 24, например, до около 2,27 кг (5 фунтов). Дно бункера представляет собой приемный вал или трубку 28с, которая принимает газ-носитель 28g, например - азот, на одном конце и выпускает порошок в газе-носителе через противоположный конец в трубу 30 местного питателя.
Бункер обычно включает в себя дополнительные впускные отверстия, принимающие тот же самый газ-носитель, позволяющий реализовать псевдоожиженный слой для обеспечения плавной и непрерывной подачи порошка по трубе 30 местного питателя. Бункер также включает в себя предохранительный клапан в крышке бункера для сброса любого избыточного давления находящегося в нем газа-носителя.
Под бункером расположен вибрационный двигатель 28d, который обычно снабжается воздухом, для вибрации бункера и перемешивания порошка с целью осуществления его плавного выпуска в трубу местного питателя.
Под двигателем расположен обычный датчик 28е нагрузки, имеющий конфигурацию, обеспечивающую измерение массы порошка 24, содержащегося в бункере, для регулирования скорости его подачи. Контроллер 28а включает в себя внешний синхрогенератор, так что любую требуемую скорость подачи можно задавать в контроллере и реализовать в питателе, когда датчик нагрузки измеряет массу порошка в бункере.
Как показано на фиг.1, технологический компьютер 36 оперативно соединен через контроллер 28а с датчиком 28е нагрузки местного питателя для управления впрыском порошка из инжектора 26. Поскольку датчик нагрузки местного питателя 28 может точно измерять потери массы по мере выпуска порошка из бункера, можно определять точную скорость подачи порошка и использовать ее в системе управления с замкнутым контуром на основе обратной связи по измеряемой массе порошка, выпускаемого по трубе местного питателя, как по показателю скорости его подачи. Технологический компьютер может быть запрограммирован на выбор требуемой скорости подачи из местного питателя, причем точная скорость подачи измеряется находящимся в нем датчиком нагрузки для работы в соответствии с процессом плазменного напыления в замкнутом контуре с обратной связью.
В альтернативном варианте местный питатель порошка может работать в разомкнутом контуре без обратной связи - просто за счет задания требуемой скорости подачи порошка в местном питателе 28 без обратной связи по скорости подачи, измеряемой датчиком нагрузки. Поскольку труба 30 местного питателя является относительно короткой, управление в разомкнутом контуре может оказаться достаточным для многих технологических приложений, поскольку временное запаздывание между изменением скорости подачи порошка в местном питателе и скоростью подачи порошка, подаваемого в инжекторах, относительно мало.
В возможном конкретном варианте осуществления, изображенном на фиг.1, отдаленный или основной питатель 32 предпочтительно является укрупненным вариантом местного порошкового питателя 28 с псевдоожиженным слоем и имеет аналогичные составные части, включая приемный вал 32с, вибрационный двигатель 32d и датчик нагрузки 32е. Отдаленный бункер 32b может иметь размеры, делающие его достаточно большим для содержания всей технологической загрузки порошка 24, например, до около 22,7 кг (50 фунтов).
Тогда система ступенчатой подачи порошка может работать посредством прерываемой транспортировки порошка мелкими порциями из отдаленного питателя 32 в местный питатель 28 по мере расходования порошка в местном питателе. Таким образом, можно точно измерять массу малой порции порошка, первоначально подаваемой в местный бункер 28b, по мере выпуска порошка из этого питателя, чтобы точно определить соответствующую скорость подачи во время операции управления инжектором 26 порошка и плазменным осаждением порошка на заготовке 22. В альтернативном варианте может оказаться желательной непрерывная подача порошка из отдаленного питателя 32 в местный питатель 28 с использованием соответствующих датчиков нагрузки этих питателей для управления скоростью подачи между ними.
В то время как местный питатель 28 предпочтительно включает в себя находящийся внутри него датчик нагрузки для измерения скорости подачи порошка, отдаленный питатель 32 может иметь различные конфигурации без датчиков нагрузки. Например, отдаленный питатель в альтернативном варианте может принимать форму обычного дискового питателя 40 с гравитационной подачей, оперативно соединенного с трубой 34 отделенного питателя. Примером поставляемого промышленностью дискового питателя является "Ротофидер" (Rotofeeder), поставляемый "Тафа Компани" (Tafa Company), Конкорд, штат Нью-Гэмпшир. Дисковый питатель 40 может работать в прерывистом режиме, пополняя порошок в местном питателе 28 по результатам измерения, выдаваемым его датчиком нагрузки.
В возможном конкретном варианте осуществления, изображенном на фиг.1, рабочий орган, прикрепленный к дальнему концу робототехнического манипулятора 12, предпочтительно является пушкой или горелкой 18 для плазменного напыления, а порошок 24 представляет собой порошок покрытия, наносимого плазменным напылением, например - керамического теплоизоляционного покрытия любого традиционного состава. Осаждение теплоизоляционного покрытия путем плазменного напыления обычно осуществляют для получения относительно постоянной толщины покрытия 24с на заготовке 22 с использованием, по существу, постоянной скорости подачи порошка и равномерного движения плазменной пушки.
Однако ввиду повышенного быстродействия по скорости подачи порошка по короткой трубе 30 местного питателя теперь можно эксплуатировать роботизированный станок, изменяя скорость подачи порошка, выпускаемого из местного питателя 28 по трубе 30 местного питателя, для соответствующего изменения процесса осаждения плазменным напылением. Например, можно использовать изменяемую скорость подачи порошка для точного изменения толщины осаждаемого покрытия 24с с соответствующей точностью, сопутствующей точному регулированию или изменению скорости подачи порошка. В любом другом случае такая рабочая характеристика была бы невозможна в обычной длинной трубе для подачи порошка с соответствующим более продолжительным временем срабатывания (т.е. низким быстродействием).
За счет простого введения ступенчатой скорости подачи порошка, присущей местному и отдаленному порошковым питателям 28, 32, получают значительное повышение быстродействия при изменениях скоростей подачи порошка. Эту усовершенствованную систему можно применять в различных конфигурациях для достижения преимущества всякий раз, когда необходима точная подача порошка в технологическом процессе. Осаждение плазменным напылением представляет собой лишь один пример.
Изобретение также применимо к осаждению металлических покрытий с использованием процесса нанесения покрытия напылением в кислородном топливе высокоскоростных двигателей (КТВД). Изобретение также можно применять для нанесения металлических или пластмассовых покрытий с использованием пушек для термического напыления. Изобретение также применимо для подачи материалов порошковых наполнителей в обычных процессах сварки.
Хотя здесь описаны конкретные варианты осуществления настоящего изобретения, рассматриваемые как предпочтительные и возможные, для специалистов в данной области техники будут очевидны другие модификации изобретения, не совпадающие с упомянутыми выше, и поэтому все такие модификации - как находящиеся в рамках объема притязаний изобретения - следует защитить прилагаемой формулой изобретения.
Следовательно, тем, что необходимо защитить патентом Соединенных Штатов, является изобретение, охарактеризованное и наделенное отличительными признаками в нижеследующей формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОБИЛЬНЫЙ РОБОТИЗИРОВАННЫЙ РЕМОНТНО-ДИАГНОСТИЧЕСКИЙ КОМПЛЕКС РАКЕТНО-АРТИЛЛЕРИЙСКОГО ВООРУЖЕНИЯ (МРРДК-РАВ) | 2022 |
|
RU2780079C1 |
| ОЧИЩЕННЫЙ ЛАЗЕРНОЙ ОБРАБОТКОЙ И ПЛАВЛЕНИЕМ ТУГОПЛАВКИЙ МЕТАЛЛ И ЕГО СПЛАВ | 2003 |
|
RU2333086C2 |
| ИМПУЛЬСНЫЙ ПОРОШКОВЫЙ ПИТАТЕЛЬ ДЛЯ УСТАНОВКИ ДЕТОНАЦИОННОГО НАПЫЛЕНИЯ | 2007 |
|
RU2342201C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2199604C2 |
| ЛАБИРИНТНОЕ УСТРОЙСТВО ПОДАЧИ ГАЗА И СПОСОБ ПРЕДОТВРАЩЕНИЯ ОБРАТНОЙ ВСПЫШКИ В ДЕТОНАЦИОННОЙ ПУШКЕ | 1996 |
|
RU2176162C2 |
| МОБИЛЬНЫЙ ВЫСОКОПРОИЗВОДИТЕЛЬНЫЙ РОБОТИЗИРОВАННЫЙ КОМПЛЕКС (ВРК) ДЛЯ РЕМОНТА СУДОВОЙ ТЕХНИКИ | 2019 |
|
RU2736301C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО ВОССТАНОВЛЕНИЯ РАБОТОСПОСОБНОСТИ СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ В УСЛОВИЯХ ОГРАНИЧЕННОГО СНАБЖЕНИЯ ЗАПАСНЫМИ ЧАСТЯМИ И ПРИНАДЛЕЖНОСТЯМИ | 2022 |
|
RU2802278C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННИЕ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2009027C1 |
| УСТРОЙСТВО ДЛЯ НАПЫЛЕНИЯ | 2018 |
|
RU2752692C2 |
| Порошковый питатель | 1989 |
|
SU1722735A1 |
Изобретение относится к роботизированным станкам, а именно к подаче в них порошков. Роботизированный станок включает робототехнический манипулятор с установленным на нем рабочим органом. Рядом с органом установлен инжектор. На манипулятор установлен местный порошковый питатель, включающий трубу местного питателя для подачи порошка в инжектор, а также датчик нагрузки для измерения массы порошка в питателе для управления скоростью подачи. На некотором расстоянии от манипулятора находится отдаленный порошковый питатель, включающий трубу отдаленного питателя, соединенную с местным питателем для подачи в него порошка. Манипулятором и обоими питателями управляет технологический компьютер, обеспечивающий осуществление ступенчатой подачи порошка в инжектор поочередно из питателей. Изобретение позволит повысить быстродействие при изменении скоростей подачи порошков. 3 н. и 17 з.п. ф-лы, 2 ил.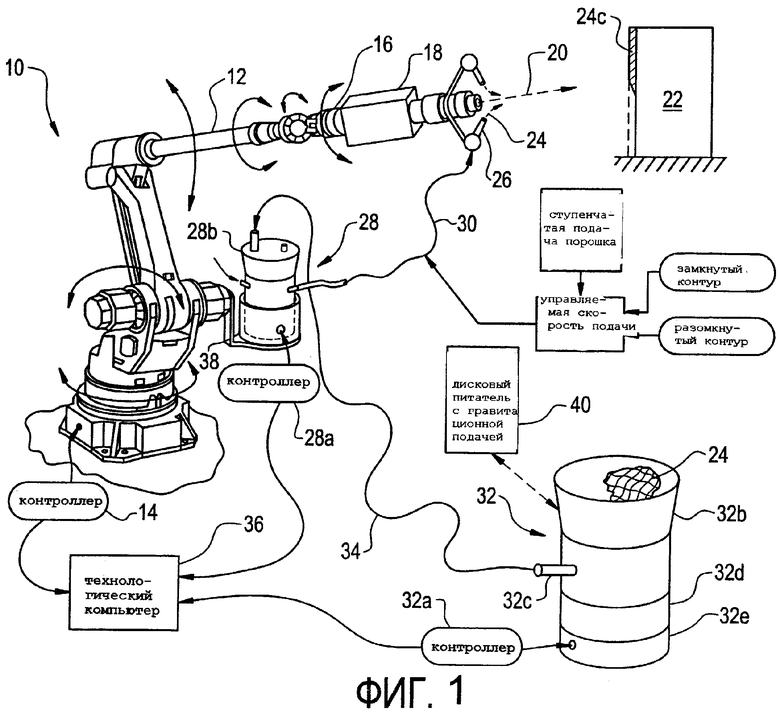
| US 6068201 A, 30.05.2000 | |||
| US 5690844 A, 25.11.1997 | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ дуговой сварки | 1987 |
|
SU1547993A1 |

