Изобретение относится к переработке пластических масс методом инжекции и может быть использовано при формовании крупногабаритных изделий.
Известна форма для изготовления крупногабаритных изделий из полимерного материала (а.с. СССР № 179911 А1, кл. В 29 С 35/04, 33/28, опубл. 28.11.1966 г. - аналог), включающая неподвижную и подвижную полуформы, последняя из которых снабжена гидравлическим приводом перемещения и смонтирована на расположенных симметрично каретках с опорами качения, установленных на направляющих, и замок, в качестве которого используют как минимум два гидравлических замковых механизма, в каждом из которых установлен гидроцилиндр, закрепленный на одной из полуформ.
Недостатком указанной формы является то, что данный вид замкового механизма снабжен опорными зубьями байонетного затвора, который применяется в круглых полуформах. В предлагаемом изобретении форма коробчатого сечения, и применение замкового механизма невозможно.
Наиболее близкой к предлагаемой форме является форма для изготовления крупногабаритных изделий из полимерного материала (а.с. СССР № 1070018, кл. В 29 G 1/00, 1982 г. - прототип), включающая замок, полуформы - неподвижную и подвижную, смонтированные на расположенных симметрично каретках с опорами качения, установленными на направляющих, и снабженная гидравлическим приводом перемещения.
Недостатком указанной формы является то, что сомкнутые полуформы фиксируются и запираются клиновыми замками, устанавливаемые вручную. Из-за этого труднодостижима равномерность зажатия формы, высок износ узлов соединения, велика длительность и трудоемкость рабочего процесса.
Техническим результатом данного изобретения является увеличение срока службы, повышение надежности работы замкового механизма и повышение производительности труда.
Этот результат достигается тем, что в форме для изготовления крупногабаритных изделий из полимерного материала, включающей замок, полуформы - неподвижную и подвижную, смонтированные на расположенных симметрично каретках с опорами качения, установленными на направляющих, и снабженной гидравлическим приводом перемещения, в качестве замка используют как минимум два гидравлических замковых механизма, в каждом из которых на неподвижной полуформе установлены гидроцилиндр и кронштейны для колонок, а также кронштейны, с помощью которых гидроцилиндр соединен с направляющей с одной стороны и со штангой с другой стороны, причем на штанге установлены фиксаторы, а на неподвижной полуформе расположены колонки с коническими отверстиями под фиксаторы.
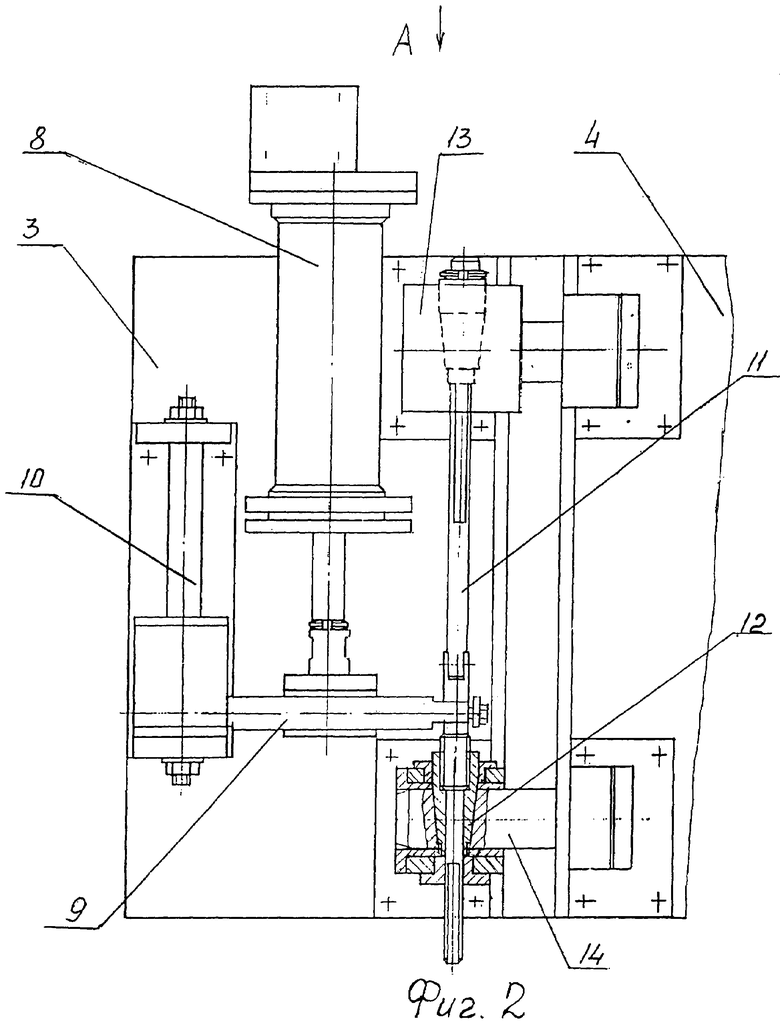
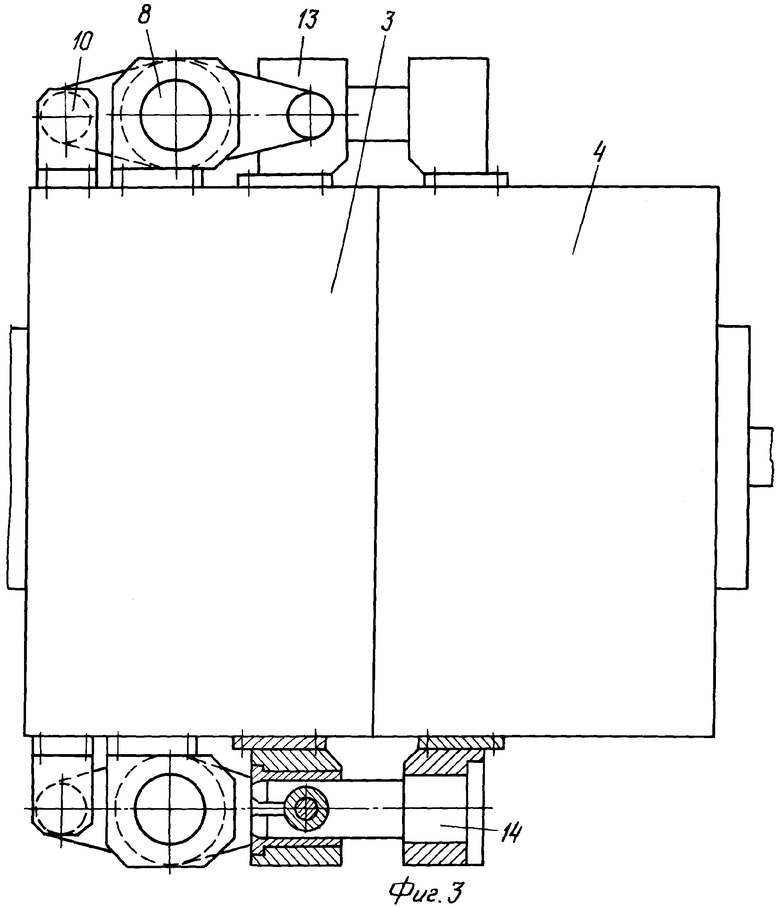
Форма для изготовления крупногабаритных изделий из полимерного материала представлена на: фиг.1 - общий вид предлагаемой формы (вид сбоку), фиг.2 - гидравлический замковый механизм (вид сбоку), фиг.3 - вид А.
Форма состоит из установленных на стойках 1 и 2 неподвижной 3 и подвижной 4 полуформ. Подвижная полуформа 4 смонтирована на каретках 5 с опорами качения, установленных на направляющих 6 и снабжена приводом перемещения 7 в виде гидроцилиндра. Полуформы 3 и 4 запираются замковыми механизмами, в которых на неподвижной полуформе 3 смонтированы гидроцилиндры 8, связанные через кронштейны 9 с направляющими 10 с одной стороны, и со штангами 11 - с другой. На штангах 11 на резьбовом соединении укреплены конические фиксаторы 12. Также на неподвижной полуформе 3 расположены кронштейны 13 с отверстиями для прохода фиксаторов и колонок 14, укрепленных на подвижной полуформе и имеющих конические отверстия под фиксаторы 12. Заготовку набирают на пуансоне 15, перемещаемым с помощью гидроцилиндра 16.
Предлагаемая форма работает следующим образом.
На металлический пуансон 15, установленный на подвижной тележке (не показанной на чертеже), набирают из сухого армирующего материала заготовку. При разомкнутом положении полуформ 3 и 4 в пространство между ними завозят пуансон 15 с набранной заготовкой. Гидроцилиндром 7 производят смыкание полуформ 3 и 4. При этом колонки 14, укрепленные на подвижной полуформе 4, входят в отверстия кронштейнов 13 неподвижной полуформы, тем самым дополнительно центрируя полуформы друг относительно друга. Гидроцилиндром 16 поднимают пуансон. Герметичность образованной формующей полости обеспечивают дополнительными эластичными элементами. Затем гидроцилиндрами 8, через кронштейны 9 штанги 11 с укрепленными на них фиксаторами 12 опускаются вниз. При этом фиксаторы заходят в соответствующие конические отверстия в колонках 14, обеспечивая прижим полуформ друг к другу. При этом, благодаря разрезам, колонки 14 расклиниваются в кронштейнах 13, дополнительно препятствуя размыканию полуформ. Усилие прижима можно изменять путем перемещения фиксаторов 12 по резьбе на штангах 11. Для избежания перекоса при работе механизма, установлены направляющие 10. После отверждения изделия гидроцилиндром 8 замковый механизм размыкается, форму раскрывают путем перемещения подвижной полуформы 4 гидроцилиндром 7. Пуансон опускают гидроцилиндром 16. Изделие снимают. Цикл работы повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления изделий из полимерных материалов | 1982 |
|
SU1065234A1 |
| Форма для изготовления крупногабаритных изделий из полимерного материала | 1982 |
|
SU1070018A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ С СИНХРОНИЗАТОРОМ ШАГА ПЕРФОРАЦИИ | 2005 |
|
RU2317172C2 |
| Установка для перегрузки штучных грузов | 1989 |
|
SU1775338A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| Литьевая форма для изготовления крупногабаритных полимерных изделий | 1983 |
|
SU1090571A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для разъема формы | 1980 |
|
SU939224A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1781066A1 |
Изобретение относится к переработке пластических масс методом инжекции и может быть использовано при формовании крупногабаритных изделий.
Техническим результатом данного изобретения является увеличение срока службы, повышение надежности работы замкового механизма и повышение производительности труда.
В форме для изготовления крупногабаритных изделий из полимерного материала, включающей замок, и полуформы - неподвижную и подвижную, последняя смонтирована на расположенных симметрично каретках с опорами качения, установленными на направляющих, и снабжена гидравлическим приводом перемещения. В качестве замка используют как минимум два гидравлических замковых механизма, в каждом из которых установлен гидроцилиндр. На неподвижной полуформе установлены гидроцилиндры. Замковый механизм имеет также кронштейны для колонок и кронштейны, с помощью которых гидроцилиндр соединен с направляющей с одной стороны и со штангой с другой стороны, причем на штанге установлены фиксаторы. На подвижной полуформе расположены колонки с коническими отверстиями под фиксаторы. 3 ил.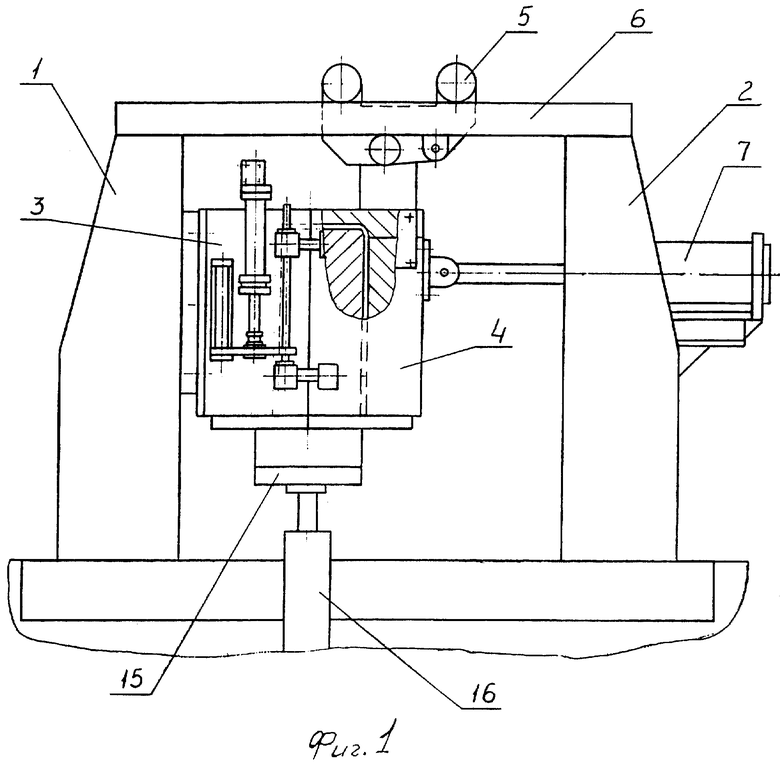
Форма для изготовления крупногабаритных изделий из полимерного материала, включающая неподвижную и подвижную полуформы, последняя из которых снабжена гидравлическим приводом перемещения и смонтирована на расположенных симметрично каретках с опорами качения, установленных на направляющих, и замок, в качестве которого используют как минимум два гидравлических замковых механизма, в каждом из которых установлен гидроцилиндр, отличающаяся тем, что гидроцилиндр установлен на неподвижной полуформе, а замковый механизм имеет также кронштейны для колонок и кронштейны, с помощью которых гидроциндр соединен с направляющей с одной стороны и со штангой с установленными на ней фиксаторами с другой стороны, при этом на подвижной полуформе расположены колонки с коническими отверстиями под фиксаторы.
| ИНДИВИДУАЛЬНЫЙ ВУЛКАНИЗАТОР ДЛЯ РЕМОНТАПОКРЫШЕК | 0 |
|
SU179911A1 |

