О5 СП
to
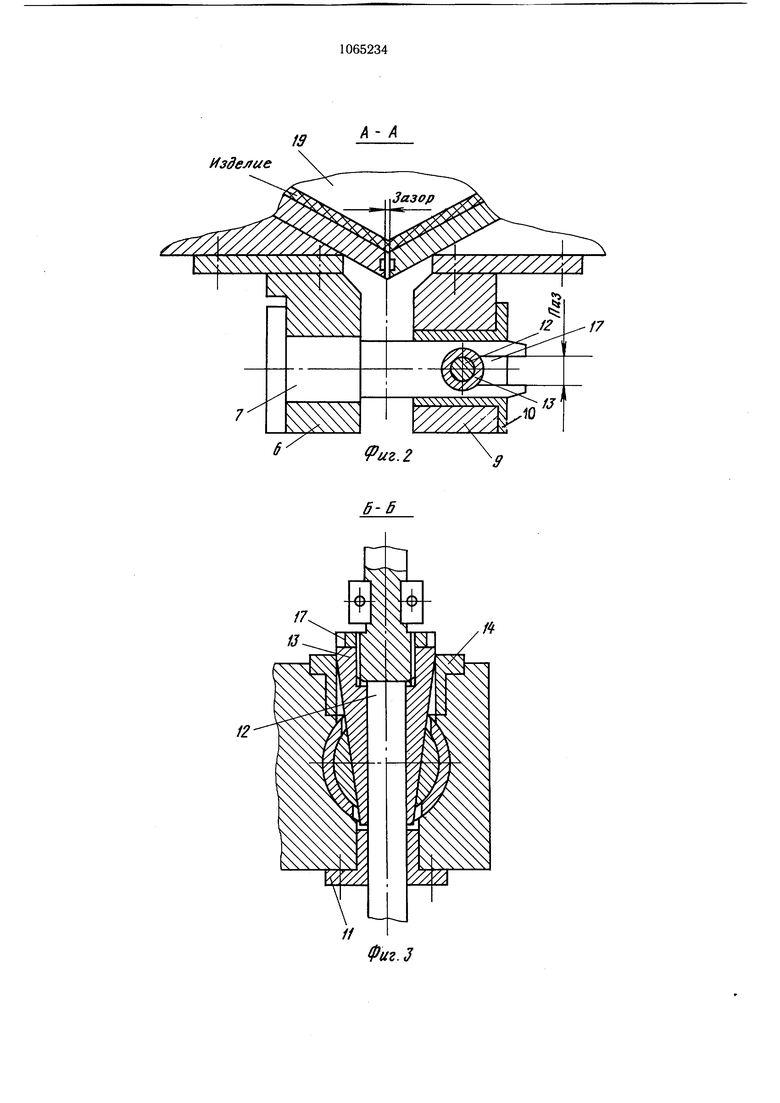
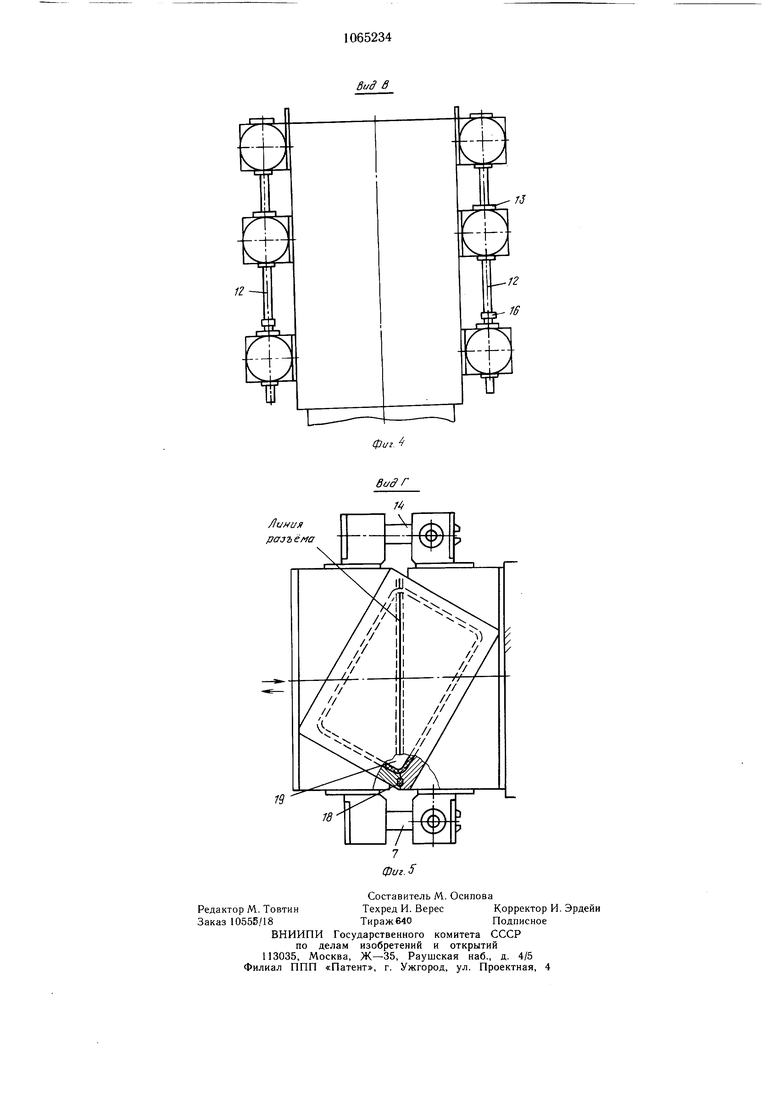
СО 4 Изобретение относится к переработке пластических масс и может быть использовано при изготовлении крупногабаритных изделий из слоистых пластиков методом прессования. Известны формы для изготовления изделий из полимерного материала, включающее подвижную и неподвижную полуформы и замковое соединение 1. Недостатком указанных устройств является неравномерность смыкания полуфарм ведущая к снижению качества изделия, больщая затрата ручного труда. Наиболее близкой к изобретению является форма для изготовления изделий из полимерных материалов, включающая подвижную и неподвижную полуформы, установленные не неподвижной полуформе механизмы смыкания в виде перемещающихся поступательно фиксаторов переменного сечения, расположенные на подвижной полуформе стяжные колонки с профильным отверстием для входа фиксатора 2. Эта форма предназначена для фиксации положения формующих поверхностей сравнительно небольших размеров и непр-именима для крупногабаритных изделий, так как она не обеспечивает строгой фиксации положения полуформ и герметизацию плоскостей разъема. Целью изобретения является обеспечение точности смыкания, при изготовлении крупногабаритных слоистых изделий. Поставленная цель достигается тем, что форма для изготовления изделий из полимерных материалов, включающая подвижную и неподвижную полуформы, установленные на неподвижной полуформе механизмы смыкания в виде перемещающихся поступательно фиксаторов переменного сечения, расположенные на подвижной полуформе стяжные колонки с профильным отверстием для входа фиксатора, снабжена расположенной вдоль линии разъема полуформ и соединенной с механизмом перемещения штангой, на которой смонтированы фиксаторы, а стяжные колонки выполнены в концевой части с торцовым пазом щириной, равной диаметру щтанги , и длиной - до профильного отверстия для входа фиксатора. На фи1 1 изображен формующий узел, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; На фиг. 4 - вид В на фиг. 1; на фиг. 5 - вид Г на фиг. 1. Форма состоит из двух полуформ - неподвижной 1, жестко связанной со станиной 2, и подвижной 3, соединенной с кареткой 4, перемещающейся по направляющим 5. На подвижной 3 полуформе с двух противоположных сторон по линии разъема смонтированы кронштейны 6, в которых закреплены стяжные колонки 7. На неподвижной полуформе 1 смонтированы кронщтейны 8 и 9 с закрепленными в них направляющими втулками 10 для колонок 7, втулками 11 для направления расположенных вдоль лиНИИ разъема полуформ 1 и 3 штанги 12, на которой смонтированы конические фиксаторы 13, ориентирующиеся относительно направляющих втулок 14, также установленных в кронщтейнах 9. Штанга 12 с фиксаторами 13 проходит насквозь через все кронщтейны с направляющими втулками 10 и 14 и имеет возможность движения в вертикальном направлении на величину, равную высоте фиксатора 13, посредством гидроцилиНдра 15 через траверсу 16, жестко связанную со щтангой. Колонки 7 имеют конические гнезда, соответствующие коническим фиксаторам 13, и паз 17, равный по ширине диаметру штанги 12, а по длине - до конического отверстия для входа фиксатора 13. Полуформы 1 и 3 герметизируют прокладкой 18. Слоистую заготовку выкладывают на пуансоне 19. Устройство работает следующим образом. Пуансон 19, находящийся вне формы, с уложенным на нем сухим армирующим материалом, подают в зону формования снизу при разомкнутых полуформах 1 и 3. С помощью гидропривода (не указан) и каретки 4 подвижная полуформа 3 перемещается по Направляющим 5 до смыкания с неподвижной полуформой 1. При этом стяжные колонки 7 входят в соосные им втулки 10 кронштейнов 9. Затем гидроцилиндрами 15, расположенными по обе стороны линии разъема формы, приводят в движение через траверсы 16 одновременно обе штанги 12, т.е. штанги с фиксаторам и 13 опускают и все фиксаторы одновременно по всей линии разъема входят в конические гнезда стяжных колонок 7 и надежно, плавно, без перекосов замыкают форму. По окончании процесса прессования гидроцилиндры 15 поднимают штанги 12, при этом фиксаторы 13 выходят из гнезда стяжных колонок 7. Затем подвижная полуформа 3 возврашается назад, а стяжные колонки 7, имея на конце пазы 17, ширина которых равна диаметру штанг 12, свободно выходят из втулок 10. Форма размыкается. Предлагаемая форма обеспечивает точность смыкания и Надежность герметизации полуформ по всему контуру разъема для изготовления коробчатых крупногабаритных изделий и тем самым повышение качества изделий, а именно стабилизацию размеров Наружного контура изделия и сохранение равнотолщинности стенок. Кроме того, данная конструкция формы позволяет механизировать трудоемкий процесс.
Hsdejrue
/I- /1
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2004 |
|
RU2279977C1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Устройство для изготовления изделий из вспененных материалов | 1978 |
|
SU749676A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Форма для изготовления крупногабаритных изделий из полимерного материала | 1982 |
|
SU1070018A1 |
| Литьевая форма с клиновыми полуматрицами | 1987 |
|
SU1459931A1 |
| Сердечник для изготовления трубчатых изделий | 1982 |
|
SU1065213A1 |
| ВУЛКАНИЗАТОР ДЛЯ КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU304147A1 |
| ЛИТЬЕВАЯ ФОРМАОШР^-::- | 1971 |
|
SU320386A1 |
ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНБ1Х МАТЕРИАЛОВ, включающая подвижную и неподвижную полуформы, установленные на неподвижной полуформе механизмы смыкания в виде перемещающихся поступательно фиксаторов переменного сечения, расположенные на подвижной полуформе стяжные колонки с профильным отверстием для входа фиксатора, отличающаяся тем, что, с целью обеспечения точности смыкания при изготовлении крупногабаритных слоистых изделий, она снабжена расположенной вдоль линии разъема полуформ и соединенной с механизмом перемещения щтангой, на которой смонтированы фиксаторы, а стяжные колонки выполнены в концевой части с торцовым пазом щириной, равной диаметру щтанги, и длиной - до профильного отверстия для входа фиксатора. S (Л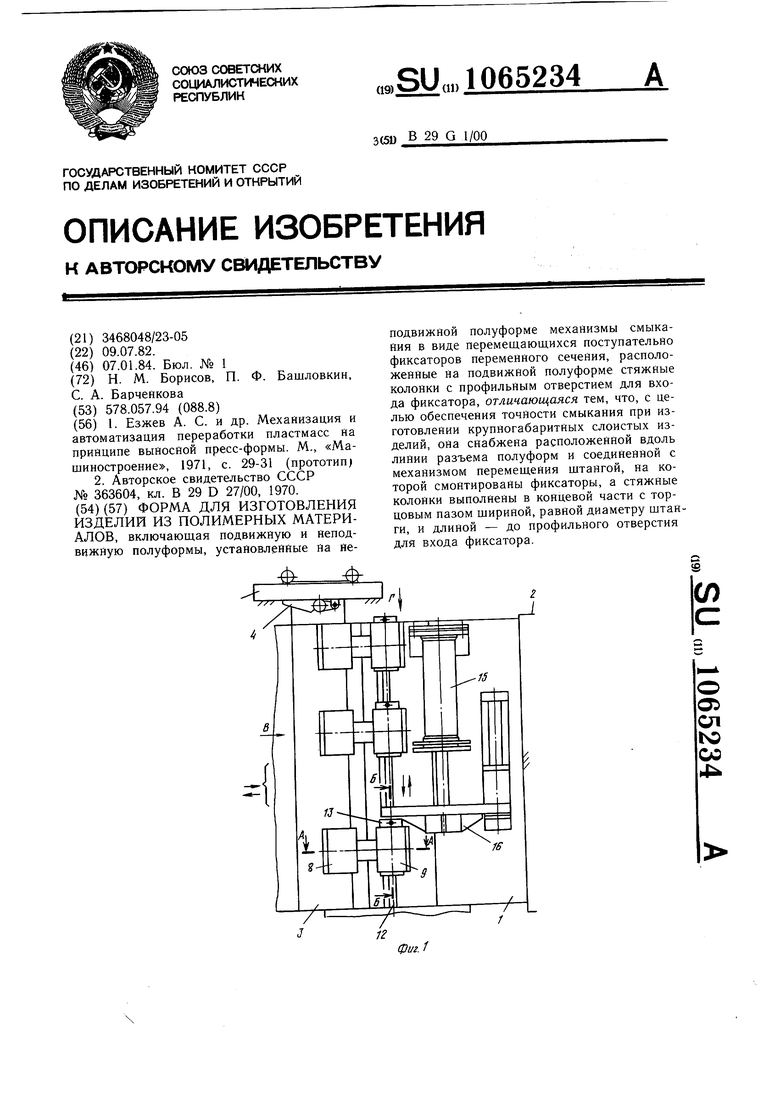
/
€н
%Й
12
4
щ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Езжев А | |||
| С | |||
| и др | |||
| Механизация и автоматизация переработки пластмасс на принципе выносной пресс-формы | |||
| М., «Машиностроение, 1971, с | |||
| Солесос | 1922 |
|
SU29A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИ51 n:ZHOnOJs ИСТИРОЛА | 0 |
|
SU363604A1 |
| Солесос | 1922 |
|
SU29A1 |
