(54) УСТРОЙСТВО ДЛЯ РАЗЪЕМА ФОРМЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разъема формы (его варианты) | 1984 |
|
SU1209463A1 |
| Устройство для разьема форм | 1983 |
|
SU1140977A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2250152C2 |
| УСТРОЙСТВО ДЛЯ ИСПЫТАНИЯ ОБРАЗЦОВ | 2018 |
|
RU2678903C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И СНЯТИЯ БОЛТА | 1999 |
|
RU2157132C1 |
| Винтоверт | 1985 |
|
SU1305019A1 |
| Захват манипулятора | 1984 |
|
SU1333573A1 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Пресс-форма для литья под давлением | 1988 |
|
SU1618498A1 |
| Устройство для сборки крепежных элементов | 1987 |
|
SU1511103A1 |
1
Изобретение относится к переработке пластмасс, в частности к устройствам для разъема форм, используемых для изготовления изделий из полимерных материалов, например, при изготовлении поплавков из пенополиэтилена, предназначенных для оснащения рыбопромысловых орудий лова на судах флота рыбной промышленности.
Известно устройство для разъема прессформ, содержащее неподвижную плиту с размещенной на ней пресс-формой, подвижную траверсу П-образной формы с захватами и гидроцилиндрами для их перемещения, размещенными внутри траверсы 1.
К недостаткам этого устройства относится то, что лри удобстве обслуживания и осуществлении разъема крупногабаритных пресс-форм, оио не может быть использовано одновременно и для извлечения изделий сложной конфигурации типа рыболовных поплавков.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для разъема формы, содержащее плиту, установленные на ней опоры с подвижными губками для удержания формы, смонтированными с возможностью регулирования расстояния между ними 2.
К недостаткам этого устройства относится то, что при извлечении изделий из пенопластов за счет действия упругих сил 5 пеноматериала изделие остается в одной из полуформ и извлечение его без повреждения невозможно.
Цель изобретения - обеспечение извлечения изделий в процессе разъема формы при сохранении их качества.
Указанная цель достигается тем, что устройство для разъема формы, содержащее плиту, установленные на ней опоры с подвижными губками для удержания формы, смонтированными с возможностью регулирования расстояния между ними, снабжено захватами изделий, выполненными в виде установленных на двузаходном винте с возможностью поступательного перемещения кронштейнов, несущих обоймы с шарнирно закрепленными вкладышами из эластичлого материала.
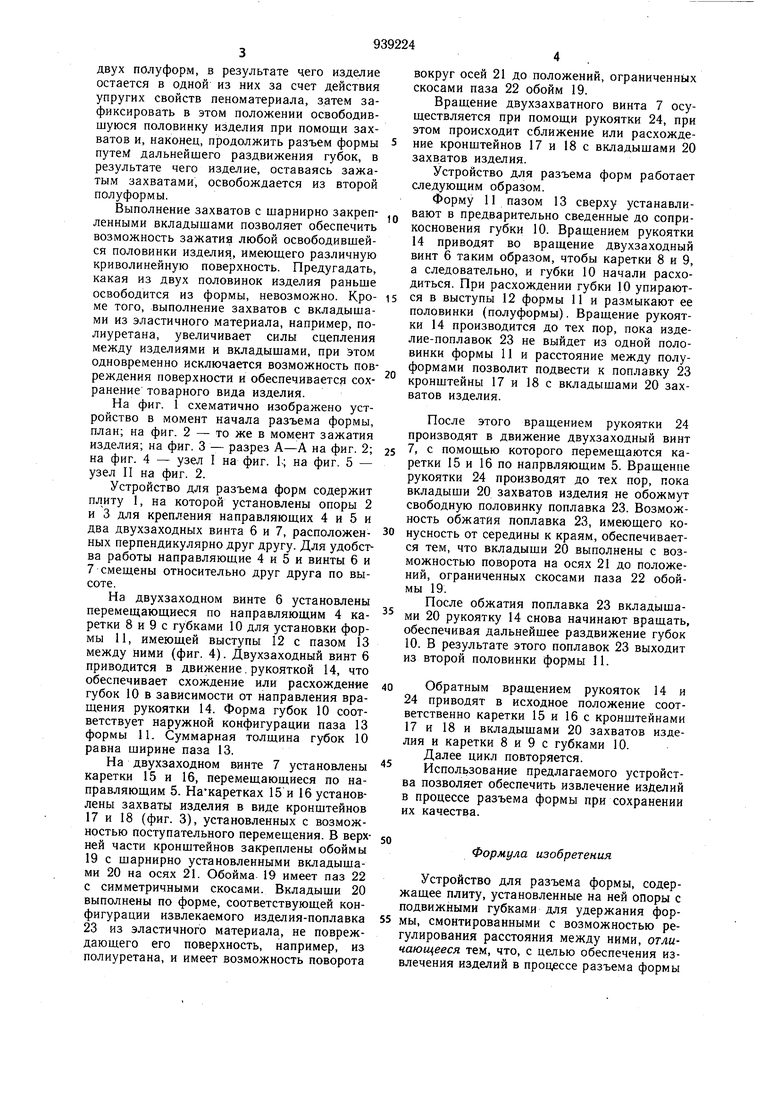
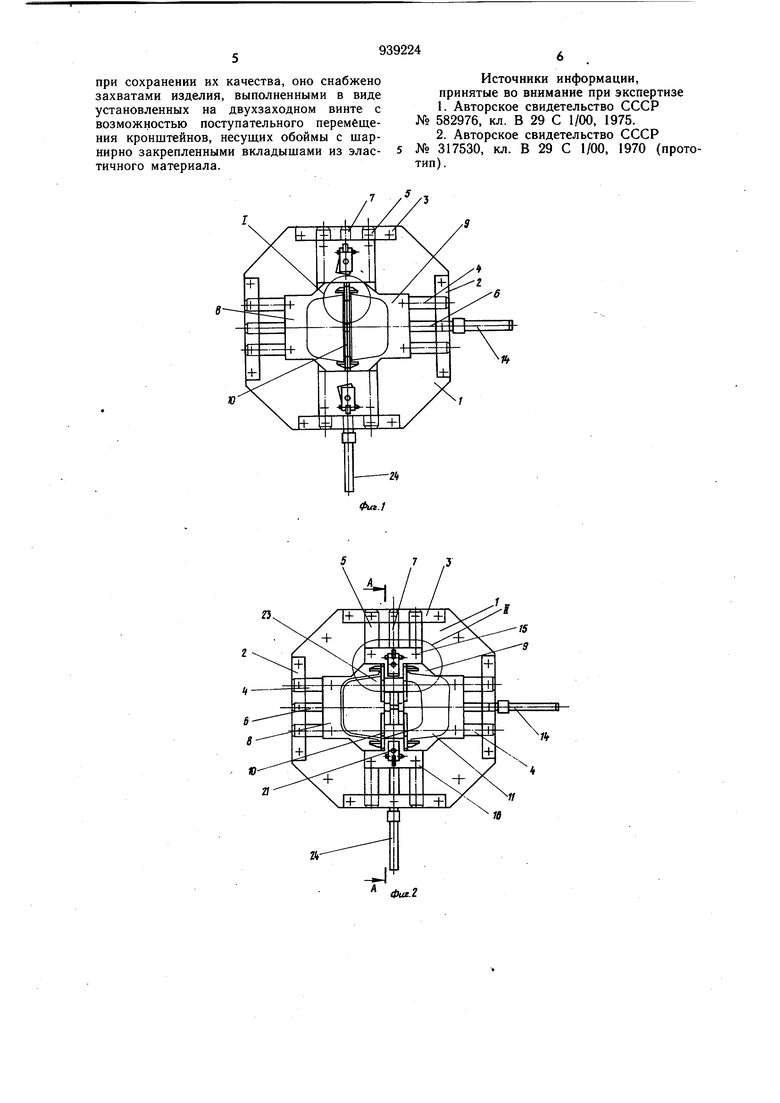
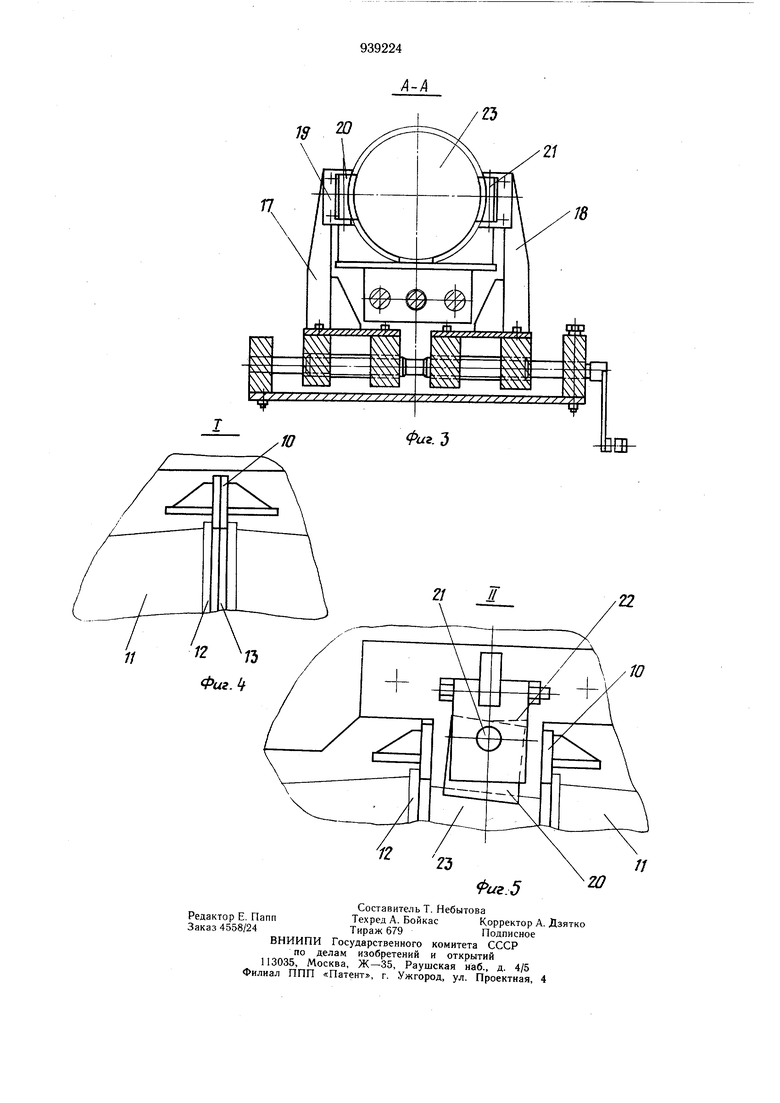
Размещение в плоскости разъема формы захватов изделия позволяет разделить процесс разъема формы на три этапа: сначала осуществить разъем непосредственно двух полуформ, в результате чего изделие остается в одной из них за счет действия упругих свойств пеноматериала, затем зафиксировать в этом положении освободившуюся половинку изделия при помощи захватов и, наконец, продолжить разъем формы путем дальнейшего раздвижения губок, в результате чего изделие, оставаясь зажатым захватами, освобождается из второй полуформы. Выполнение захватов с шарнирно закрепленными вкладышами позволяет обеспечить возможность зажатия любой освободившейся половинки изделия., имеющего различную криволинейную поверхность. Предугадать, какая из двух половинок изделия раньше освободится из формы, невозможно. Кроме того, выполнение захватов с вкладыщами из эластичного материала, например, полиуретана, увеличивает силы сцепления между изделиями и вкладышами, при этом одновременно исключается возможность пов реждения поверхности и обеспечиваете сохранение товарного вида изделия. На фиг. 1 схематично изображено устройство в момент начала разъема формы, план; на фиг. 2 - то же в момент зажатия изделия; на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - узел I на фиг. Ь; на фиг. 5 - узел II на фиг. 2. Устройство для разъема форм содержит плиту 1, на которой установлены опоры 2 и 3 для крепления направляющих 4 и 5 и два двухзаходных винта 6 и 7, расположенных перпендикулярно друг другу. Для удобства работы направляющие 4 и 5 и винты 6 и 7 смещены относительно друг друга по высоте. На двухзаходном винте б установлены перемещающиеся по направляющим 4 каретки 8 и 9 с губками 10 для установки формы 11, имеющей выступы 12 с пазом 13 между ними (фиг. 4). Двухзаходный винт 6 приводится в движение. рукояткой 14, что обеспечивает схождение или расхождение губок 10 в зависимости от направления вращения рукоятки 14. Форма губок 10 соответствует наружной конфигурации паза 13 формы И. Суммарная толщина губок 10 равна щирине паза 13. На двухзаходном винте 7 установлены каретки 15 и 16, перемещающиеся по направляющим 5. Накаретках 15 и 16 установлены захваты изделия в виде кронштейнов 17 и 18 (фиг. 3), установленных с возможностью поступательного перемещения. В верхней части кронштейнов закреплены обоймы 19 с шарнирно установленными вкладышами 20 на осях 21. Обойма 19 имеет паз 22 с симметричными скосами. Вкладыши 20 выполнены по форме, соответствующей конфигурации извлекаемого изделия-поплавка 23 из эластичного материала, не повреждающего его поверхность, например, из полиуретана, и имеет возможность поворота вокруг осей 21 до положений, ограниченных скосами паза 22 обойм 19. Вращение двухзахватного винта 7 осуществляется при помощи рукоятки 24, при этом происходит сближение или расхождение кронштейнов 17 и 18 с вкладышами 20 захватов изделия. Устройство для разъема форм работает следующим образом. Форму 11 пазом 13 сверху устанавливают в предварительно сведенные до соприкосновения губки 10. Вращением рукоятки 14 приводят во вращение двухзаходный винт 6 таким образом, чтобы каретки 8 и 9, а следовательно, и губки 10 начали расходиться. При расхождении губки 10 упираются в выступы 12 формы 11 и размыкают ее половинки (полуформы). Вращение рукоятки 14 производится до тех пор, пока изделие-поплавок 23 не выйдет из одной половинки формы 11 и расстояние между полуформами позволит подвести к поплавку 23 кронштейны 17 и 18 с вкладышами 20 захватов изделия. После этого вращением рукоятки 24 производят в движение двухзаходный винт 7, с помощью которого перемещаются каретки 15 и 16 по напрвляющим 5. Вращение рукоятки 24 производят до тех пор, пока вкладыши 20 захватов изделия не обожмут свободную половинку поплавка 23. Возможность обжатия поплавка 23, имеющего коиусность от середины к краям, обеспечивается тем, что вкладыщи 20 выполнены с возможностью поворота на осях 21 до положений, ограниченных скосами паза 22 обоймы 19. После обжатия поплавка 23 вкладышами 20 рукоятку 14 снова начинают вращать, обеспечивая дальнейшее раздвижение губок 10. В результате этого поплавок 23 выходит из второй половинки формы 11. Обратным вращением рукояток 14 и 24 приводят в исходное положение соответственно каретки 15 и 16 с кронштейнами 17 и 18 и вкладышами 20 захватов изделия и каретки 8 и 9 с губками 10. Далее цикл повторяется. Использование предлагаемого устройства позволяет обеспечить извлечение изделий в процессе разъема формы при сохранении их качества. Формула изобретения Устройство для разъема формы, содержащее плиту, установленные на ней опоры с подвижными губками для удержания формы, смонтированными с возможностью регулирования расстояния между ними, отличающееся тем, что, с целью обеспечения извлечения изделий в npoujecce разъема формы при сохранении их качества, оно снабжено захватами изделия, выполненными в виде установленных на двухзаходном винте с возможностью поступательного перемещения кронштейнов, несущих обоймы с шарнирно закрепленными вкладышами из эластичного материала. Источники информации, принятые во внимание при экспертизе I. Авторское свидетельство СССР 582976, кл. В 29 С 1/00, 1975. 2. Авторское свидетельство СССР 317530, кл. В 29 С 1/00, 1970 (прото).
гз
z;
,5
Фия.г
