ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Изобретение относится к способу производства алюминиевых панелей с «интегральной схемой», т.е. панелей с деформированной в виде некоторого рисунка или схемы поверхностью, обычно известных под названием «roll-bond» (соединение прокаткой), причем как двухстороннего типа с двумя деформированными сторонами, так и одностороннего типа (OSF, от англ. one side flat) с одной плоской стороной и одной деформированной стороной. Такие панели выполняют из двух листов алюминия или алюминиевого сплава, один из которых покрыт в зонах, предназначенных для выполнения «интегральной» схемы, краской, предотвращающей спайку между двумя листами. После этого листы плотно соединяют с помощью совместной прокатки. Неспаянные зоны раздувают после этого гидравлическим или пневматическим способом, образуя схему, основная часть которой используется в качестве теплообменника, в частности в качестве схемы охлаждения бытовых холодильников.
СОСТОЯНИЕ ТЕХНИКИ
В книге «Алюминий» (L'Aluminium), том 1 «Производство-Свойства-Сплавы-Изготовление полупродуктов-Связанные производства», опубликованной в Editions Eyrolles, Paris, 1964, стр.718-721, и в публикации «Алюминиевые панели с интегральными схемами: две дополнительные производственные линии для разнообразной продукции», вышедшей в Revue de l'Aluminium, февраль 1982, описан принцип выполнения способа соединения прокаткой («roll-bond») для изготовления панелей двухстороннего типа, публикуется схема непрерывной производственной линии, а также описаны сплавы, обычно используемые для изготовления таких панелей. В этой непрерывной производственной линии панели образуются из отдельных листов (называемых в книге «пластинами»), которые перемещаются вручную или посредством механического конвейера через разные машины, составляющие производственную линию.
В патенте FR 1347949 (Olin Mathieson) описываются односторонние панели с интегральной схемой и предлагается вариант их исполнения из двух листов с различной механической прочностью, один из которых выполнен из сплава 1100, а другой из сплава 1100 с добавкой 0,12% циркония.
В патенте FR 2561368 (Gegedur Pechiney) раскрывается способ непрерывного производства панелей «roll-bond» одностороннего типа из двух листов алюминия или алюминиевых сплавов.
В публикации V.J.Scott et al, "High Performance Airgrap Heat Shields Using Blow-Molded Roll-Bond Aluminum Technology", вышедшей в SAE Technical Paper Series (International Congress & Exposition, Detroit, Michigan, February 28 - March 3, 1994), описывается производственная линия для панелей roll-bond, которая осуществляет выправление и зачистку двух полос, нанесение разделительной среды, предварительный нагрев и прокатку полос с образованием композитной полосы. Последнюю после этого отжигают в рулоне в стационарной печи.
Таким образом, этот способ не является непрерывным. Использование стационарной печи позволяет более точно регулировать условия отжига по сравнению со способами, в которых используется проходная печь, однако задержка или остановка производственной линии, которую вызывает отжиг в рулоне, является недостатком с точки зрения экономической эффективности, поскольку она уменьшает время «отклика» производственной линии на коммерческие запросы и вынуждает заниматься складированием полупродуктов.
Особой проблемой в способе «roll-bond» является качество и долговечность образуемых каналов. В европейском патенте ЕР 0703427 (Showa Aluminium) предлагается способ, целью которого является уменьшить количество дефектов при раздувке или, иными словами, при расширении каналов (изломов каналов или локального отсутствия деформации).
Согласно свидетельствам заявителя существующие производственные линии не позволяют производить панели, в частности односторонние панели, с высокими механическими характеристиками. Кроме того, желательна гарантия того, что образованные панели не имеют перед раздувкой неустранимых недостатков.
Целью изобретения является предложение способа непрерывного изготовления панелей типа «roll-bond», т.е. соединенных прокаткой панелей, который был бы приспособлен для производства односторонних панелей с высокими механическими характеристиками и который бы обеспечил возможность, как в случае панелей одностороннего, так и двустороннего типа, заблаговременного обнаружения дефектных панелей.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Предметом изобретения является способ изготовления алюминиевых панелей с односторонней интегральной схемой (т.е. деформированной в виде некоторой схемы поверхностью на одной стороне панели), включающий в себя подготовку поверхности двух листов из алюминиевого сплава, нанесение на один из листов предотвращающей спайку краски в зарезервированных зонах, соответствующих рисунку схемы, соединение с помощью прокатки листов друг с другом и расширение каналов, соответствующих неспаянным зонам, с помощью текучей среды под давлением, причем один из листов выполнен из сплава серии 1000, а другой из сплава, содержащего железо и марганец в таких количествах, что Fe+Mn>0,8 мас.%, преимущественно >1 и даже >1,5%. Сплав с железом и марганцем получают преимущественно методом непрерывного литья полос между двумя охлаждающимися валками.
Предметом изобретения является также способ непрерывного изготовления панелей с интегральной схемой из алюминиевого сплава, включающий в себя следующие стадии:
(a) подача в производственную линию двух полос А и В из алюминиевого сплава,
(b) возможное выправление полос А и В,
(c) зачистка полос А и В,
(d) нанесение на полосу А предотвращающей спайку краски,
(e) возможный контроль качества этого нанесения,
(f) предварительный нагрев полос А и В,
(g) наложение с помощью прокатного стана полосы В на поверхность полосы А для получения композитной полосы,
(h) отжиг композитной полосы в печи,
(i) охлаждение композитной полосы,
(j) возможное выравнивание композитной полосы,
(k) нарезка композитной полосы на панели,
(l) возможное удаление панелей, содержащих дефекты нанесения предотвращающей спайку краски, обнаруженные во время контроля на стадии (е),
(m) перенос панелей в многоярусный раздувочный пресс,
(n) раздувка каналов,
(o) выгрузка панелей из пресса и их укладка в штабеля для расфасовки.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Единственная фигура представляет влияние температуры отжига на перекристаллизованную фракцию для листов из сплавов 1050, 3003, 8040 и 8006, полученных способом непрерывного литья.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Заявитель установил, что в настоящем изобретении могут быть использованы сплавы, обычно используемые для производства двухсторонних панелей типа «roll-bond» и, в частности, панелей, описанных в упомянутой выше книге «Алюминий» (L'Aluminium), том 1 «Призводство-Свойства-Сплавы-Изготовление полупродуктов-Связанные производства». Для производства односторонних панелей необходимо, как это указано в патенте FR 1347949, чтобы при раздувке каналов одна из сторон панели деформировалась легче, чем другая. С этой целью для двух сторон композитной полосы используются различные сплавы: один более твердый, который образует плоскую сторону, и другой менее твердый, который деформируется при раздувке, образуя каналы схемы. Известно, например, использование сочетания сплавов 1050 и 8040 (в соответствии с обозначением Aluminum Association). Однако заявителем при проведении испытаний было установлено, что для плоской стороны предпочтительно использовать полосу из сплава, содержащего железо и марганец в таких количествах, что Fe+Mn>0,8 мас.%, преимущественно >1 и даже >1,5%. Примером сплава такого типа является сплав 8006, имеющий следующий зарегистрированный в Aluminum Association состав (в мас.%):
Si<0,40 Fe: 1,2-2,0 Cu<0,30 Mn: 0,30-1,0 Mg<0,10 Zn<0,10
Полосу из алюминиевого сплава с железом и марганцем изготовляют преимущественно методом непрерывной отливки полос, в частности непрерывным литьем полос между двумя охлаждающимися валками (цилиндрами), например с использованием машины Jumbo 3CTM фирмы Pechiney Aluminium Engineering. Известно, что сплавы, содержащие марганец и/или железо и получаемые непрерывным литьем, после процесса холодной прокатки, выполненного непосредственно после отливки, т.е. без гомогенизации отлитой полосы, обладают мелкозернистой микроструктурой, препятствующей более глубокой перекристаллизации по сравнению с теми же самыми сплавами, получаемыми прокаткой листового металла. Характеристики микроструктуры таких полос, получаемых непрерывным литьем, описаны в литературе, в частности в статьях M.Slamova et al.: "Differences in Structure Evolution of Twin-Roll Cast AA8006 and AA8011 Alloys during Annealing", опубликованной в журнале Materials Science Forum, Vols.331-337 (2000), стр. 829-834; "Impact of As-CastStructures on Structure and Properties of Twin-Roll Cast AA8006 Alloy", опубликованной в журнале Materials Science Forum, Vols.331-337 (2000), стр. 161-166; "Response of AA 8006 and AA 8111 strip-cast cold rolled alloys to high temperature annealing", опубликованной в материалах Конгресса ICAA6, том 2, стр.1287-1292; "Phase Transformation study of two Aluminum Strip-Cast Alloys", опубликованной в материалах Конгресса ICAA6, том 2, стр. 897-902, но до сих пор никем еще не предусматривалось использование непрерывного литья с целью получения панели «roll-bond» одностороннего типа.
Изобретение относится также к усовершенствованному способу изготовления панелей из алюминиевого сплава с интегральной схемой двухстороннего или одностороннего типа. В последующем описании «полосой А» будет обозначаться полоса из алюминия или алюминиевого сплава, на которую нанесена предотвращающая спайку краска, «полосой В» - полоса из алюминия или алюминиевого сплава, которую накладывают на полосу А, «композитной полосой» - полоса, образованная из полос А и В, а «панелями» - панели, образующиеся при нарезке композитной полосы.
Непрерывный способ по изобретению включает в себя следующие стадии:
(a) подача в производственную линию двух полос А и В из алюминиевого сплава,
(b) выправление (устранение изгибов) полос А и В,
(c) возможная зачистка полос А и В,
(d) нанесение на полосу А предотвращающей спайку краски,
(e) проверка качества этого нанесения,
(f) предварительный нагрев полос А и В,
(g) создание композитной полосы путем пропускания через прокатный стан содержащей краску полосы А и полосы В,
(h) отжиг композитной полосы в печи,
(i) охлаждение композитной полосы,
(j) возможное выравнивание (планировка) композитной полосы,
(k) нарезка композитной полосы на панели,
(l) возможное удаление панелей, содержащих дефекты нанесения разъединяющей среды, обнаруженные во время контроля на стадии (е),
(m) перенос панелей в многоярусный раздувочный пресс,
(n) раздувка, т.е. образование и расширение каналов давлением (преимущественно одновременная) панелей на всех ярусах,
(o) выгрузка панелей из пресса и их укладка в штабеля для расфасовки.
Подача двух полос А и В может производиться с помощью двух разматывающих устройств. В одном из предпочтительных вариантов осуществления изобретения каждое из разматывающих устройств оборудовано подвижным стыковочным устройством, позволяющим заменять полосы А и В, не прерывая подачи полос в производственную линию.
Перед вводом в производственную линию полосы целесообразно обезжиривать, например пламенным способом или с помощью какого-либо другого известного специалистам способа.
Поверхности полос А и В, предназначенные для осуществления контакта, целесообразно зачищать. Для этой цели подходят вращающиеся щетки со стальными нитями.
Нанесение предотвращающей спайку краски на полосу А может быть произведено с использованием известных специалистам сериграфических методов. Контроль качества такой сериграфии может производиться опытным оператором. В одном из предпочтительных вариантов осуществления изобретения качество такого нанесения контролируется преимущественно с помощью автоматического устройства технического зрения, способного обнаруживать неустранимые дефекты и помечать положение дефектных схем на полосе А. Это устройство воспринимает напечатанный рисунок и сравнивает его с контрольным рисунком, который считается совершенным. Такая система позволяет перед раздувкой схем удалять те панели, на которых был обнаружен какой-либо неустранимый дефект.
В качестве печи предварительного нагрева может быть использована любая известная специалистам печь непрерывного действия, например пламенная печь открытого действия. В одном из предпочтительных вариантов осуществления изобретения эта печь обеспечивает регулирование температуры таким образом, чтобы поддерживать температуру постоянной по всей ширине полос А и В в пределах ±10°С максимум, предпочтительно ±7°С и еще более предпочтительно в пределах ±5°С.
Наложение и соединение полосы В и полосы А может быть осуществлено на традиционном прокатном стане, преимущественно на четырехвалковом прокатном стане. В одном из предпочтительных вариантов осуществления изобретения два цилиндра, входящих в контакт с полосой, зачищают в процессе прокатки щетками. Для этой цели подходит устройство для зачистки, раскрытое во французском патенте FR 2568495.
Для отжига композитной полосы может быть использована любая известная специалистам печь непрерывного действия. В одном из предпочтительных вариантов осуществления изобретения эта печь обеспечивает регулирование температуры таким образом, чтобы поддерживать температуру постоянной по всей ширине полос А и В в пределах ±10°С максимум, предпочтительно ±7°С и еще более предпочтительно в пределах ±5°С. Охлаждение композитной полосы может производиться с помощью орошения любым текучим охладителем, жидким или газообразным, и преимущественно путем орошения водой. Если на этой стадии необходимо произвести выравнивание (планировку, распрямление) композитной полосы, это выравнивание может быть, например, произведено механически путем пропускания полосы между поверхностями в большей или меньшей степени сдвинутых друг относительно друга металлических валков.
Разрезание композитной полосы на панели может быть осуществлено с помощью стационарных ножниц. В этом случае необходимо добавить накопитель полосы, который позволит производить нарезку, не прерывая непрерывного перемещения полосы. В одном из предпочтительных вариантов осуществления изобретения используются летучие ножницы, что делает излишним накопитель полосы, который мог бы быть причиной дефектов на композитной полосе. В одном из предпочтительных вариантов осуществления изобретения перед тем, как панели, качество которых было признано приемлемым, будут переведены в раздувочный пресс, производится удаление панелей, схемы которых в процессе контроля были отмечены как дефектные. Этот перевод осуществляется предпочтительно путем загрузки панелей в подъемник. Вслед за этим панели направляют в пресс с помощью робота, например с помощью шестиосного робота.
Раздувочный пресс имеет несколько ярусов, преимущественно не менее четырех ярусов и, более предпочтительно, не менее восьми ярусов. В этом прессе схемы раздуваются с помощью текучей среды под давлением через иглу, которая вводится в раздувочный канал между двумя сторонами каждой панели. Панели в прессе могут раздуваться одна за другой или, что предпочтительно, одновременно. В одном из предпочтительных вариантов осуществления изобретения конструкция этого пресса такова, что она обеспечивает одностороннюю раздувку панелей, т.е. изготовление панелей, содержащих раздутые схемы только с одной стороны, в то время как другая сторона остается плоской, или двухсторонние панели, т.е. панели, имеющие раздутые схемы на обеих лицевых сторонах. Для изготовления односторонних панелей применяется противодавление на сторону, противоположную плоской стороне, с использованием способов, известных специалистам и описанных в упомянутом выше патенте FR 2561368.
Вывод панелей из пресса производится преимущественно с помощью робота, например шестиосного робота, который выгружает раздутые панели из пресса в опускатель, переносящий панели на укладчик, укладывающий панели в готовые к упаковке и отправке штабели.
В одном из предпочтительных вариантов осуществления изобретения осуществляют центровку полос А и В и композитной полосы. Например, целесообразно центрировать полосу перед ее входом в захват прокатного стана.
Чертеж демонстрирует предпочтительное осуществление изобретения.
Описанное выше изобретение может быть с успехом применено для изготовления всех панелей типа roll-bond для существующих холодильных аппаратов или для других применений в области теплообмена и теплопереноса.
Изобретение может быть также применено для изготовления панелей, используемых в конструкционных деталях, таких как ребра жесткости автомобильного кузова. Заявителем установлено, что в некоторых случаях целесообразно использовать композитную панель, изготовленную из более чем двух полос типа А, которые могут содержать как одну, так и несколько одинаковых или разных схем. В этом случае под «полосой типа А» подразумевается полоса или полосы из алюминия или алюминиевого сплава, на которую (которые) нанесена предотвращающая спайку краска. Под «полосой типа В» подразумевается полоса или полосы из алюминия или алюминиевого сплава, которые накладывают на полосу или полосы типа А и которые не содержат сериграфического рисунка. Например, панель типа «roll-bond», состоящая из трех наложенных одна на другую полос, содержащих две наложенных одна на другую схемы, состоит из двух полос типа А и одной полосы типа В. Под «композитной полосой» подразумевается полоса, образованная из полос типа А и типа В, а под «панелями» подразумеваются панели, образованные нарезкой композитной полосы.
В этом случае непрерывный способ по изобретению включает в себя следующие стадии:
(a) подача в производственную линию двух полос типа А и одной типа В,
(b) выправление полос типа А и типа В,
(c) зачистка полос типа А и типа В,
(d) нанесение на полосы типа А предотвращающей спайку краски,
(e) возможный контроль качества этого нанесения,
(f) предварительный нагрев полос типа А и типа В,
(g) создание композитной полосы путем пропускания через прокатный стан полос типа А, которые содержат разделительную среду, и полосы типа В,
(h) отжиг композитной полосы в печи,
(i) охлаждение композитной полосы,
(j) возможное выравнивание композитной полосы,
(k) нарезка композитной полосы на панели,
(l) возможное удаление панелей, содержащих дефекты нанесения краски, обнаруженные во время контроля на стадии (е)
(m) перенос панелей в многоярусный раздувочный пресс,
(n) раздувка, преимущественно одновременная, панелей на всех ярусах,
(o) выгрузка панелей из пресса и их укладка в штабели для расфасовки.
ПРИМЕР 1
Подача в производственную линию полос производится с помощью подвижного стыковочного устройства, позволяющего заменять полосы А и В, не прерывая продвижения полос в производственной линии. Эта каретка оборудована подвижными спаечными средствами без подачи металла, позволяющими осуществлять соединение полос, сходящих с двух бобин для металла.
Выправление полос А и В осуществляется с помощью приводного валкового выпрямителя.
Зачистка вступающих в контакт полос А и В осуществляется с помощью приводных металлических щеток.
Трафаретная сериграфия производится в закрытом пространстве под давлением, что позволяет свести к минимуму запыленность и появление на полосе дефектов. Используют экраны, структуру сетки которых и плотность нитей подбирают в зависимости от желаемой печати. Сериграфию осуществляют известными способами. Подача предотвращающей спайку краски на лист производится автоматически, причем обеспечивается высокая однородность качества краски. Замена экранов при изменении серии производится без остановки линии и является полуавтоматической. После сериграфии на полосу с краю рисунка наносят дополнительное пятно краски, которое выполняет роль маркера при нарезке композитной полосы на панели.
Качество сериграфии контролируется устройством технического зрения, оборудованным линейными камерами. Все рисунки воспринимаются, обрабатываются и сравниваются с контрольным модельным изображением. Это устройство позволяет проверять функциональные размеры рисунков и фиксировать все дефекты (такие как избыточные пятна, отсутствие краски или не точно определенные края). Положение дефектных рисунков фиксируется контролирующим компьютером, позволяющим удалять панели, имеющие дефектные рисунки, перед стадией раздувки.
Печь предварительного нагрева представляет собой проходную газовую печь. Она состоит из двух частей, обеспечивающих последовательный нагрев полосы В и полосы А. Мощность печи равна 1800 кВт. Температура полосы в печи обычно составляет порядка 400°С, но в зависимости от используемых сплавов может доходить до 500°С. Печь имеет две серии из трех нагревательных зон. Температура поддерживается постоянной с помощью регулирующей системы с точностью до ±7°С.
Используемый прокатный стан представляет собой четырехвалковый прокатный стан, позволяющий достигать усилий прокатки порядка 1400 тонн с возможностью переменной центровки.
Отжиговая печь представляет собой проходную газовую печь мощностью 1220 кВт. Температура композитной полосы в печи обычно составляет порядка 400°С, но в зависимости от используемых сплавов может доходить до 500°С. Печь имеет четыре зоны нагрева. Температура поддерживается постоянной с помощью регулирующей системы с точностью до ±7°С.
Выравнивание композитной полосы производится с помощью известного специалистам выравнивателя, содержащего 17 валков с переменным относительным сдвигом.
Ультразвуковой датчик позволяет детектировать нанесенное на стадии сериграфии пятно краски и запускает нарезку композитной полосы на панели с помощью летучих ножниц. Панели подаются в подъемник и загружаются с помощью шестиосного робота в раздувочный пресс партиями по 8 штук.
Раздувочный пресс представляет собой 2500-тонный гидравлический пресс, обеспечивающий одновременную раздувку панелей на всех ярусах. Программированные циклы обеспечивают раздувку на линии двухсторонних и односторонних панелей. Для односторонних панелей на всех ярусах в дополнение к давлению раздувки прилагается противодавление. Циклы раздувки управляются компьютером. Пресс оборудован устройствами для детектирования утечек в процессе раздувки и обеспечивает удаление выявленных таким образом дефектных панелей.
Панели с уже раздутыми каналами выгружаются из пресса вторым шестиосным роботом на опускатель. Параметры процесса подбирают в зависимости от скорости продвижения, измеренной в нескольких точках на линии. Скорость полос А и В может достигать 15 м/мин. Скорость композитной полосы может достигать 30 м/мин при отношении прокатки, равном 2. Различные настройки линии управляются автоматически на основании базы данных продуктов. Ширина используемых полос может достигать 700 мм.
ПРИМЕР 2
Изготовляли односторонние панели типа «roll-bond» в соответствии со способом примера 1. Полоса А из сплава 8006 состава (в мас.%):
Si=0,28, Fe=1,20, Cu=0,24, Mn=0,37, Mg=0,0013, Ti=0,017 изготовлена непрерывным литьем между цилиндрами без гомогенизации отлитой полосы перед прокаткой. Толщина отливки составляла 7 мм, а отлитую полосу прокатывали в холодном состоянии до 1,2 мм, после чего подвергали в течение 2 час восстановительному отжигу при 220°С.
Полоса А выполнена из сплава 1050, имеет толщину 1,26 мм и получена горячей прокаткой с последующей прокаткой в холодном состоянии прокатанного листового металла. На выходе из печи предварительного нагрева температура полосы А составляла 480°С, а температура полосы В 380°С. Применяемое отношение прокатки равнялось 2. Композитную полосу после этого отжигали в отжиговой печи при разных приведенных в таблице 1 температурах. В таблице 1 приведена также твердость по Виккерсу обеих сторон после отжига.
В соответствии с тем, что было установлено заявителем, температура отжига в 400°С представляет наилучший компромисс между требованием к гладкости и наружному виду поверхности плоской стороны (которым благоприятствует высокая твердость со стороны полосы А) и требованием к удовлетворительной формуемости для обеспечения раздувки каналов без разрывов (чему благоприятствует малая твердость со стороны полосы В). В любом случае предпочтительно, чтобы твердость панели со стороны полосы А была выше 40 по Виккерсу и предпочтительно выше 43 или даже 45 по Виккерсу.
ПРИМЕР 3
Изготовляли в соответствии со способом примера 1 односторонние панели типа «roll-bond». Полоса А из сплава 8040 изготовлена из прокатанного листового металла. Толщина полосы А составляет 1,26 мм, причем она была подвергнута в течение 10 час восстановительному отжигу при 250°С.
Полоса В выполнена из сплава 1050, имеет толщину 1,26 мм и получена горячей прокаткой с последующей прокаткой в холодном состоянии прокатанного листового металла. На выходе из печи предварительного нагрева температура полосы А составляла 480°С, а температура полосы В 380°С. Применяемое отношение прокатки равнялось 2. Композитную полосу после этого отжигали в отжиговой печи при температурах соответственно 400 и 440°С. Значения твердости двух лицевых сторон после отжига приведены в таблице 2.
Отмечают, что со стороны полосы А значения твердости ниже, чем в примере 2 в эквивалентных условиях. Значительно понижать температуру отжига с целью увеличения твердости композитной полосы со стороны полосы А не является желательным, поскольку перекристаллизация сплава 1050, придающая последнему хорошую формуемость в раздувочном прессе, в условиях процесса примера 1 требует температуры по меньшей мере 370-380°С.
ПРИМЕР 4
Проведен лабораторный опыт с целью проверки того, что полученные непрерывным литьем полосы из сплава 8006 обладают устойчивостью к перекристаллизации, которая является более высокой по сравнению с устойчивостью к перекристаллизации полос, обычно используемых для производства односторонних панелей типа «roll-bond». Известно, что твердость перекристаллизованных полос ниже твердости неперекристаллизованных полос. Принимая во внимание, что для того, чтобы иметь возможность использовать полосу в качестве плоской стороны односторонней панели типа «roll-bond», необходима достаточная твердость, это испытание позволяет производить отбор полос, пригодных для использования в указанном выше качестве.
С помощью холодной прокатки изготовлены полосы и листы из сплавов 8040, 8006, 3003 и 1050, пригодных для использования в производстве панелей типа «roll-bond». Сплав 8006 был приготовлен непрерывным литьем без гомогенизации. Обжатие при холодной прокатке составляло 2. После этого металлические листы отжигали в печах с солевыми ваннами в течение 15 сек при температурах, варьируемых в пределах от 380 до 440°С, а затем определяли перекристаллизованную фракцию с использованием известного специалистам способа металлографического наблюдения.
Из диаграммы чертежа следует, что листы из сплава 1050 значительно перекристаллизовываются при относительно низких температурах (<400°С), в то время как листы из сплава 8006 не перекристаллизовываются совсем во всем исследованном диапазоне температур, что особенно подходит для осуществления способа примера 1.
Изобретение относится к обработке металлов давлением, в частности к производству панелей с интегральной схемой. Способ включает подготовку поверхности сторон из алюминиевого сплава, нанесение на одну из сторон, предназначенную для деформированной стороны панели, предотвращающей спайку краски в зарезервированных зонах, соответствующих рисунку схемы, соединение сторон прокаткой и расширение каналов, соответствующих неспаянным зонам текучей средой под давлением с получением панелей с односторонней интегральной схемой. Деформированную сторону выполняют из сплава серии 1000, а плоскую сторону - из сплава, содержащего железо и марганец в определенных количествах. Панель из алюминиевого сплава с интегральной схемой содержит одну плоскую и одну деформированную стороны. При этом деформированная сторона выполнена из сплава серии 1000, а плоская сторона - из сплава, содержащего железо и марганец в определенных количествах. Способ может характеризоваться непрерывным изготовлением по стадиям. Способ предполагает непрерывное изготовление панелей с интегральными схемами из трех полос. 4 н. и 15 з.п. ф-лы, 1 ил., 2 табл.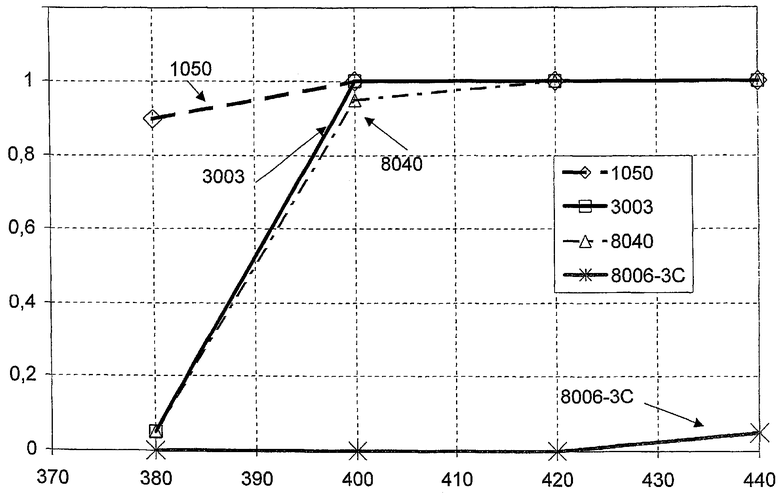
(a) использование полос - одной полосы типа А для получения деформированной стороны панели, выполненной из сплава серии 1000, и одной полосы типа В для получения плоской стороны панели, выполненной из сплава, содержащего железо и марганец в таких количествах, что Fe+Mn>0,8 мас.%, или из сплава, содержащего железо и марганец в таких количествах, что Fe+Mn>1 мас.%, или из сплава, содержащего железо и марганец в таких количествах, что Fe+Mn>1,5 мас.%, или из сплава 8006;
(b) подачу полос типа А и типа В в производственную линию;
(c) выправление полос типа А и типа В;
(d) зачистку полос типа А и типа В;
(e) нанесение на полосу типа А предотвращающей спайку краски;
(f) контроль качества нанесенной на полосу типа А предотвращающей спайку краски;
(g) предварительный нагрев полос типа А и типа В;
(h) наложение с помощью прокатного стана полосы типа В на поверхность полосы типа А для получения композитной полосы;
(i) отжиг композитной полосы в печи;
(j) охлаждение композитной полосы;
(k) выравнивание композитной полосы;
(l) нарезку композитной полосы на панели;
(m) удаление панелей, содержащих дефекты нанесения предотвращающей спайку краски, обнаруженные во время контроля качества нанесения на стадии (f);
(n) перенос панелей в многоярусный раздувочный пресс;
(о) раздувку каналов;
(р) выгрузку панелей из пресса и их укладку в штабеля для расфасовки.
(a) использование по меньшей мере трех полос: двух полос типа А для получения деформированных сторон панели, выполненных из сплава серии 1000, и одной полосы типа В для получения плоской стороны панели, выполненной из сплава, содержащего железо и марганец в таких количествах, что Fe+Mn>0,8 мас.%, или из сплава, содержащего железо и марганец в таких количествах, что Fe+Mn>1 мас.%, или из сплава, содержащего железо и марганец в таких количествах, что Fe+Mn>1,5 мас.%, или из сплава 8006;
(b) подачу в производственную линию двух полос типа А и одной полосы типа В;
(c) выправление полос типа А и типа В;
(d) зачистку полос типа А и типа В;
(e) нанесение на полосы типа А предотвращающей спайку краски;
(f) контроль качества нанесенной на полосы типа А предотвращающей спайку краски;
(g) предварительный нагрев полос типа А и типа В;
(h) наложение с помощью прокатного стана полосы типа В на поверхности полос типа А с получением композитной полосы;
(i) отжиг композитной полосы в печи;
(j) охлаждение композитной полосы;
(k) выравнивание композитной полосы;
(l) нарезку композитной полосы на панели;
(m) удаление панелей, содержащих дефекты нанесения предотвращающей спайку краски, обнаруженные во время контроля качества нанесения на стадии (f);
(n) перенос панелей в многоярусный раздувочный пресс;
(о) раздувку панелей на всех ярусах;
(р) выгрузку панелей из пресса и их укладку в штабеля для расфасовки.
| ПЕРЕДНЯЯ ОПОРА РОТОРА ТУРБИНЫ НИЗКОГО ДАВЛЕНИЯ ДВУХВАЛЬНОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2014 |
|
RU2561368C1 |
| Устройство для сварки термосклеивающихся материалов | 1978 |
|
SU703427A1 |
| Слоистый композиционный материал на алюминиевой основе | 1991 |
|
SU1801072A3 |
| Способ изготовления панельных теплообменников | 1985 |
|
SU1232345A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ ДВУХ СКЛЕИВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2086337C1 |

